S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Firearm Laws in PennsylvaniaDocument2 paginiFirearm Laws in PennsylvaniaJesse WhiteÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- EXHIBIT 071 (B) - Clearfield Doctrine in Full ForceDocument4 paginiEXHIBIT 071 (B) - Clearfield Doctrine in Full ForceAnthea100% (2)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Shell Answer Book 07 The Driving Emergency BookDocument8 paginiShell Answer Book 07 The Driving Emergency BookKenneth100% (2)
- Snubbing PDFDocument134 paginiSnubbing PDFNavin SinghÎncă nu există evaluări
- Pass4sure 400-101Document16 paginiPass4sure 400-101Emmalee22Încă nu există evaluări
- Coreapb3: Nivin PaulDocument19 paginiCoreapb3: Nivin PaulNivin PaulÎncă nu există evaluări
- Tan vs. CincoDocument2 paginiTan vs. CincoKing Badong67% (3)
- Draft 1 Smash AqmDocument35 paginiDraft 1 Smash AqmMeghan GhoneÎncă nu există evaluări
- En 42Document2 paginiEn 42Meghan GhoneÎncă nu există evaluări
- Boiler Syllabus PDFDocument9 paginiBoiler Syllabus PDFMeghan GhoneÎncă nu există evaluări
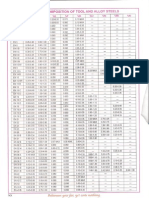
- Composição Quimica de MateriaisDocument8 paginiComposição Quimica de MateriaisGuilhermeÎncă nu există evaluări
- Tungsten and Tungsten AlloysDocument24 paginiTungsten and Tungsten AlloysMeghan GhoneÎncă nu există evaluări
- Welding Basics 2Document0 paginiWelding Basics 2alwaysanybodyÎncă nu există evaluări
- Video Giant Brains Machine Changed World SummaryDocument3 paginiVideo Giant Brains Machine Changed World SummaryMeghan GhoneÎncă nu există evaluări
- Wps FormatDocument2 paginiWps FormatMeghan GhoneÎncă nu există evaluări
- Foreclosure Letter - 20 - 26 - 19Document3 paginiForeclosure Letter - 20 - 26 - 19Santhosh AnantharamanÎncă nu există evaluări
- 95 IDocument17 pagini95 IsvishvenÎncă nu există evaluări
- C&DS Lab Manual UpdatedDocument182 paginiC&DS Lab Manual UpdatedJesmin MostafaÎncă nu există evaluări
- Debugging With The PL/SQL Debugger: PhilippDocument51 paginiDebugging With The PL/SQL Debugger: PhilippBenjytox BenjytoxÎncă nu există evaluări
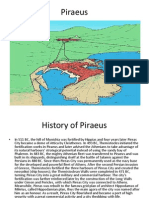
- PiraeusDocument9 paginiPiraeusBen JamesÎncă nu există evaluări
- 1st Division Mancom MinutesDocument18 pagini1st Division Mancom MinutesseiÎncă nu există evaluări
- FINA 3780 Chapter 6Document33 paginiFINA 3780 Chapter 6roBinÎncă nu există evaluări
- 5 GR No. 93468 December 29, 1994 NATU Vs TorresDocument9 pagini5 GR No. 93468 December 29, 1994 NATU Vs Torresrodolfoverdidajr100% (1)
- 2019 - All Heads of Bureaus & Offices - Disconnection of Old Dti Telephone Lines - 64562Document8 pagini2019 - All Heads of Bureaus & Offices - Disconnection of Old Dti Telephone Lines - 64562dannalauraÎncă nu există evaluări
- Due Friday, February 21, 2014 by 5:00 P.M. To The AE312 MailboxDocument3 paginiDue Friday, February 21, 2014 by 5:00 P.M. To The AE312 MailboxankstamanÎncă nu există evaluări
- FATCA W9 + Carta para Compartir Información (FATCA)Document2 paginiFATCA W9 + Carta para Compartir Información (FATCA)CarrilloyLawÎncă nu există evaluări
- Appointments & Other Personnel Actions Submission, Approval/Disapproval of AppointmentDocument7 paginiAppointments & Other Personnel Actions Submission, Approval/Disapproval of AppointmentZiiee BudionganÎncă nu există evaluări
- Pmgsy Unified BSR December 2019 PDFDocument87 paginiPmgsy Unified BSR December 2019 PDFRoopesh Chaudhary100% (1)
- MEMORIAL ON BEHALF OF APPELLANTS DocsDocument29 paginiMEMORIAL ON BEHALF OF APPELLANTS DocsPrashant KumarÎncă nu există evaluări
- Plewa2016 - Reputation in Higher Education: A Fuzzy Set Analysis of Resource ConfigurationsDocument9 paginiPlewa2016 - Reputation in Higher Education: A Fuzzy Set Analysis of Resource ConfigurationsAlice ChenÎncă nu există evaluări
- How To Use The R Software: July 2019Document28 paginiHow To Use The R Software: July 2019Paul GokoolÎncă nu există evaluări
- Cameron Residences - Official Project Brief - 080719Document47 paginiCameron Residences - Official Project Brief - 080719neil dÎncă nu există evaluări
- Integrated CircuitsDocument13 paginiIntegrated CircuitsAbdelheq SaidouneÎncă nu există evaluări
- United States v. Lavaris Perry, 4th Cir. (2014)Document3 paginiUnited States v. Lavaris Perry, 4th Cir. (2014)Scribd Government DocsÎncă nu există evaluări
- Ashik KP - Windows Engineer - 6 00 - Yrs - Bangalore LocationDocument4 paginiAshik KP - Windows Engineer - 6 00 - Yrs - Bangalore LocationmanitejaÎncă nu există evaluări
- Raghad Kamel's ResumeDocument7 paginiRaghad Kamel's ResumeMostafa Mohamed GamalÎncă nu există evaluări
- ECEN 160 Final Project Logisim Instrs and DecoderDocument2 paginiECEN 160 Final Project Logisim Instrs and DecoderEvandro Fernandes LedemaÎncă nu există evaluări
- Atex ExplainedDocument3 paginiAtex ExplainedErica LindseyÎncă nu există evaluări