S-ar putea să vă placă și
- Norme Française: Janvier 2012Document250 paginiNorme Française: Janvier 2012Difallah Med100% (2)
- 1.metallurgie 1Document17 pagini1.metallurgie 1Danem HalasÎncă nu există evaluări
- Notice Utilisation Elingue LevacDocument22 paginiNotice Utilisation Elingue Levacchacha_yousraÎncă nu există evaluări
- Safety Code34 Securite FrajjhDocument62 paginiSafety Code34 Securite FrajjhsamirÎncă nu există evaluări
- 2-Controle Par Radio GamaDocument11 pagini2-Controle Par Radio GamaMohamed Ali ChebbiÎncă nu există evaluări
- Soudabilite Prof 2Document13 paginiSoudabilite Prof 2Danem HalasÎncă nu există evaluări
- Habilitation PDFDocument28 paginiHabilitation PDFMana RojetÎncă nu există evaluări
- Memento ELINGAGE INRS PDFDocument67 paginiMemento ELINGAGE INRS PDFAbdellah IDMANSOURÎncă nu există evaluări
- ED716 Ponts Roulants VendrediDocument89 paginiED716 Ponts Roulants VendrediDanem Halas0% (1)
- Boutalbi OussamaDocument105 paginiBoutalbi OussamaDanem HalasÎncă nu există evaluări
- ED716 Ponts Roulants VendrediDocument89 paginiED716 Ponts Roulants VendrediDanem Halas0% (1)
- Elengueur BatnaxxxxxxxxxxxxxxxxxxDocument76 paginiElengueur BatnaxxxxxxxxxxxxxxxxxxDanem HalasÎncă nu există evaluări
- FP ControlePontRoulantDocument2 paginiFP ControlePontRoulantDanem Halas100% (1)
- Certificat de Qualification Du Mode Opératoire de SoudageDocument1 paginăCertificat de Qualification Du Mode Opératoire de SoudageDanem HalasÎncă nu există evaluări
- 12 - Elements D'élasticitéDocument25 pagini12 - Elements D'élasticitéSou HirrÎncă nu există evaluări
- Certificat de Qualification Du Mode Opératoire de Soudage Cevital MS QMOS N3Document3 paginiCertificat de Qualification Du Mode Opératoire de Soudage Cevital MS QMOS N3Danem Halas100% (1)
- EPOCH 600 - Getting Started (FR)Document2 paginiEPOCH 600 - Getting Started (FR)Danem HalasÎncă nu există evaluări
- EPOCH 600 - Full Operation (FR)Document330 paginiEPOCH 600 - Full Operation (FR)Danem HalasÎncă nu există evaluări
- Atome 2Document24 paginiAtome 2Danem HalasÎncă nu există evaluări
- Certificat de Qualification Du Mode Opératoire de Soudage Cevital MS QMOS N3Document3 paginiCertificat de Qualification Du Mode Opératoire de Soudage Cevital MS QMOS N3Danem Halas100% (1)
- EPOCH 600 - Basic Operation (FR)Document66 paginiEPOCH 600 - Basic Operation (FR)Danem HalasÎncă nu există evaluări
- 1IMRT Radioactivite 2 Sur 3 Corrige PDFDocument2 pagini1IMRT Radioactivite 2 Sur 3 Corrige PDFDanem Halas100% (3)
- 14 - Ondes Élastiques PDFDocument12 pagini14 - Ondes Élastiques PDFDanem HalasÎncă nu există evaluări
- RT 2 Examen BlancDocument5 paginiRT 2 Examen BlancDanem HalasÎncă nu există evaluări
- Générateurs A Vapeur ChaudralDocument1 paginăGénérateurs A Vapeur ChaudralDanem HalasÎncă nu există evaluări
- Généralité Sur Le Soudage A L'arc Électrique (Document6 paginiGénéralité Sur Le Soudage A L'arc Électrique (Danem HalasÎncă nu există evaluări
- Inox 304lxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx PDFDocument1 paginăInox 304lxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx PDFDanem HalasÎncă nu există evaluări
- Univrsite Boumerdes Boumerdes Le22Document1 paginăUnivrsite Boumerdes Boumerdes Le22Danem HalasÎncă nu există evaluări
- Arc ElectriqueDocument10 paginiArc ElectriqueJawad HamritiÎncă nu există evaluări
- 04 Mathieu ExposeDocument27 pagini04 Mathieu ExposeDanem HalasÎncă nu există evaluări
- mp2 Chape m1 TCNDocument9 paginimp2 Chape m1 TCNMoustapha HELALIÎncă nu există evaluări
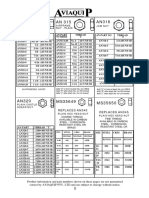
- An 310 An 315 An 316 An 320 Ms 35649 Ms 35650Document1 paginăAn 310 An 315 An 316 An 320 Ms 35649 Ms 35650tangyuÎncă nu există evaluări
- Technologie de BaseDocument26 paginiTechnologie de BaseKhadi Dja RachediÎncă nu există evaluări
- FRAISAGEDocument34 paginiFRAISAGERazan KhÎncă nu există evaluări
- Catalogue SPKDocument160 paginiCatalogue SPKpatric groupessieÎncă nu există evaluări
- Cours Sandvik TournageDocument69 paginiCours Sandvik TournageHamada HamadaÎncă nu există evaluări
- Construction Mecanique RésuméDocument14 paginiConstruction Mecanique RésuméSébastien FrancaÎncă nu există evaluări
- Étau À Serrage RapideDocument88 paginiÉtau À Serrage Rapiderahmaboufalgha67% (3)
- Stage de PerfectionnementDocument32 paginiStage de PerfectionnementÏlyāssinn Iniēstā IlboudoÎncă nu există evaluări
- WPS Asme Ix Rev01 - Reservoirs Tunisair TechnicsDocument20 paginiWPS Asme Ix Rev01 - Reservoirs Tunisair TechnicsAkram FerchichiÎncă nu există evaluări
- S5A. T. MétauxDocument22 paginiS5A. T. MétauxUsi redÎncă nu există evaluări
- Usinage Par Électroérosion (Enregistrement Automatique)Document12 paginiUsinage Par Électroérosion (Enregistrement Automatique)MarchalÎncă nu există evaluări
- 8 Taraudage FiletageDocument4 pagini8 Taraudage Filetageanthonny lionelÎncă nu există evaluări
- Bureau Des MéthodesDocument13 paginiBureau Des MéthodesSafia Lamrani100% (3)
- Graphe de Montage Et Graphe de DémontageDocument18 paginiGraphe de Montage Et Graphe de Démontagehamdi radhwenÎncă nu există evaluări
- Perceuse À ColonneDocument1 paginăPerceuse À Colonnebenidir.smailÎncă nu există evaluări
- StageDocument26 paginiStageSIRINE SASSIÎncă nu există evaluări
- Fiche Technique Cheville PitonDocument6 paginiFiche Technique Cheville PitonAfifÎncă nu există evaluări
- M303 HHSPDocument12 paginiM303 HHSPOsvaldo ConversoÎncă nu există evaluări
- Usinage D'alésages en Continu Avec Des Diamètres DifférentsDocument48 paginiUsinage D'alésages en Continu Avec Des Diamètres Différentschris bernardÎncă nu există evaluări
- WWW - Schaublin.ch: Swiss QualityDocument263 paginiWWW - Schaublin.ch: Swiss QualitynovevÎncă nu există evaluări
- Ferrures D AssemblageDocument28 paginiFerrures D AssemblageSylv Grz100% (1)
- Liste Des Prix AcierDocument196 paginiListe Des Prix AcierNdam ChachaÎncă nu există evaluări
- Exemple de Plan QualitéDocument2 paginiExemple de Plan QualitéWassim Mansour100% (2)
- Chapitre 2 Assemblages Filetés (RDM)Document10 paginiChapitre 2 Assemblages Filetés (RDM)LyricX OneÎncă nu există evaluări
- 1-Procédés de MoulageDocument119 pagini1-Procédés de MoulageimeneÎncă nu există evaluări
- TD Etude de PhaseDocument8 paginiTD Etude de Phasekld_bata100% (1)
- Cours de Dessin IndustrielDocument17 paginiCours de Dessin IndustrielHermann OBAMBIÎncă nu există evaluări
- Liaison EncastrementDocument29 paginiLiaison EncastrementLandry YoboueÎncă nu există evaluări
- f0203 Filet RapporteDocument8 paginif0203 Filet RapporteEtienne BouronÎncă nu există evaluări
- Lanthane et lanthanides: Les Grands Articles d'UniversalisDe la EverandLanthane et lanthanides: Les Grands Articles d'UniversalisÎncă nu există evaluări
- Macromolécules: Les Grands Articles d'UniversalisDe la EverandMacromolécules: Les Grands Articles d'UniversalisÎncă nu există evaluări
- Le Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.De la EverandLe Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.Încă nu există evaluări
- Les matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesDe la EverandLes matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesÎncă nu există evaluări
- Chromatographie: Les Grands Articles d'UniversalisDe la EverandChromatographie: Les Grands Articles d'UniversalisÎncă nu există evaluări
- Le futur que nous construisons : une exploration de la futurologieDe la EverandLe futur que nous construisons : une exploration de la futurologieÎncă nu există evaluări
- Guide pratique des règles de l'art: Contraintes et signes de qualité dans la constructionDe la EverandGuide pratique des règles de l'art: Contraintes et signes de qualité dans la constructionÎncă nu există evaluări
- Applications de la spectrophotomérie en phytochimie: sciencesDe la EverandApplications de la spectrophotomérie en phytochimie: sciencesÎncă nu există evaluări
- Travaux scientifiques exécutés à la tour de 300 mètres: De 1889 à 1900De la EverandTravaux scientifiques exécutés à la tour de 300 mètres: De 1889 à 1900Încă nu există evaluări
- La petite graine d'un Grand Groupe: Le projet GEPY (Gestion Electricité Postale Yvelines)De la EverandLa petite graine d'un Grand Groupe: Le projet GEPY (Gestion Electricité Postale Yvelines)Încă nu există evaluări
- Équilibres en solution: Les Grands Articles d'UniversalisDe la EverandÉquilibres en solution: Les Grands Articles d'UniversalisÎncă nu există evaluări
- Perturbateurs endocriniens: Où se trouvent-ils ? En quoi sont-ils dangereux ? Comment s'en protéger ?De la EverandPerturbateurs endocriniens: Où se trouvent-ils ? En quoi sont-ils dangereux ? Comment s'en protéger ?Încă nu există evaluări
- Vade-mecum du photographe: notice abrégée du daguerréotype et de la photographie sur papierDe la EverandVade-mecum du photographe: notice abrégée du daguerréotype et de la photographie sur papierÎncă nu există evaluări
- La Bible Complète de la Plomberie: Le Manuel Complet du Bricoleur pour Résoudre les Fuites, les Engorgements et les Problèmes de Plomberie avec Assurance et sans DépensesDe la EverandLa Bible Complète de la Plomberie: Le Manuel Complet du Bricoleur pour Résoudre les Fuites, les Engorgements et les Problèmes de Plomberie avec Assurance et sans DépensesÎncă nu există evaluări
- Stéréochimie organique: Les Grands Articles d'UniversalisDe la EverandStéréochimie organique: Les Grands Articles d'UniversalisÎncă nu există evaluări
- Histoire de la chimie: Les Grands Articles d'UniversalisDe la EverandHistoire de la chimie: Les Grands Articles d'UniversalisÎncă nu există evaluări