S-ar putea să vă placă și
- Steel Pipe Pile ASTM A252 PDFDocument4 paginiSteel Pipe Pile ASTM A252 PDFfikriy_civil86Încă nu există evaluări
- Rubber Fender and Products GuideDocument34 paginiRubber Fender and Products GuidesigÎncă nu există evaluări
- Flat-Pack Building System GuideDocument6 paginiFlat-Pack Building System GuideMrunmai MangoliÎncă nu există evaluări
- Delmag Diesel HammersDocument1 paginăDelmag Diesel HammerssuvraÎncă nu există evaluări
- MDPE LayingDocument11 paginiMDPE LayingsubudhiprasannaÎncă nu există evaluări
- MIV Product Overview Valves and FittingsDocument13 paginiMIV Product Overview Valves and FittingsugljevikÎncă nu există evaluări
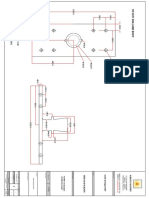
- Ai-1113-Gb 15T Bitt Bollard Shop Drawing PDFDocument1 paginăAi-1113-Gb 15T Bitt Bollard Shop Drawing PDFCarlos_CriticaÎncă nu există evaluări
- AWWA D100 Tension TableDocument1 paginăAWWA D100 Tension Tablejojo_323Încă nu există evaluări
- Lampiran 3. WPS of Pile JointDocument3 paginiLampiran 3. WPS of Pile JointDoni TriatmojoÎncă nu există evaluări
- Steel PipeDocument1 paginăSteel Pipesafar bahariÎncă nu există evaluări
- Jis G3101Document14 paginiJis G3101Hưng Ngô50% (2)
- As 4198-1994 Precast Concrete Access Chambers For Sewerage ApplicationsDocument8 paginiAs 4198-1994 Precast Concrete Access Chambers For Sewerage ApplicationsSAI Global - APACÎncă nu există evaluări
- Vol IIDocument74 paginiVol IIBhaskar ReddyÎncă nu există evaluări
- Can-Ulc-S601 StandardDocument10 paginiCan-Ulc-S601 StandardDymac IndiaÎncă nu există evaluări
- Gis G 3112-2010Document22 paginiGis G 3112-2010Tú TrầnÎncă nu există evaluări
- Broco ExplaningDocument3 paginiBroco Explaningsequeiradiver1Încă nu există evaluări
- Brosur Kend HardwareDocument48 paginiBrosur Kend Hardwarezullyanto priyo HandokoÎncă nu există evaluări
- T101 Drilling Machine BrochureDocument4 paginiT101 Drilling Machine BrochureRicardo OrtegaÎncă nu există evaluări
- KNF Fender Dimensions and PerformanceDocument2 paginiKNF Fender Dimensions and PerformanceInggrid P.CÎncă nu există evaluări
- Astm A325-04 STD Specs For Structural Bolts, Steel, Heat TreDocument8 paginiAstm A325-04 STD Specs For Structural Bolts, Steel, Heat TreCharwin Picao100% (1)
- PVC CPVC Physical Properties and Astm Specifications For Piping PDFDocument1 paginăPVC CPVC Physical Properties and Astm Specifications For Piping PDFShahfaraz AhmadÎncă nu există evaluări
- Kepmen 555 - EnglishDocument153 paginiKepmen 555 - Englishbqdianz100% (1)
- STANDAR Desain Pondasi Tangki (Tank Foundation)Document182 paginiSTANDAR Desain Pondasi Tangki (Tank Foundation)SoedirmanÎncă nu există evaluări
- Marine Catalog KemenanganDocument12 paginiMarine Catalog KemenanganInggrid P.CÎncă nu există evaluări
- Beam Steel Sizes GuideDocument2 paginiBeam Steel Sizes Guidenasser4858Încă nu există evaluări
- Daftar Harga Satuan Bahan Dan Upah: NO Uraian Satuan Harga Dasar (RP) A TenagaDocument15 paginiDaftar Harga Satuan Bahan Dan Upah: NO Uraian Satuan Harga Dasar (RP) A TenagadaniÎncă nu există evaluări
- Katalog Alumunium General ApplicationDocument62 paginiKatalog Alumunium General ApplicationDeni HaryadiÎncă nu există evaluări
- AWWA List of Standard PDFDocument3 paginiAWWA List of Standard PDFvikaskatheria100% (1)
- Sip - Batching Plant Dmbp-60-4c2s (Silo Atas)Document3 paginiSip - Batching Plant Dmbp-60-4c2s (Silo Atas)Hermawan Septian AdittyaÎncă nu există evaluări
- Published Standards for Water SystemsDocument7 paginiPublished Standards for Water Systemsdương_thành_28Încă nu există evaluări
- Selecting and Designing Branch ConnectionsDocument8 paginiSelecting and Designing Branch ConnectionsLorenaÎncă nu există evaluări
- Pondasi BP Sicoma 60 m3Document6 paginiPondasi BP Sicoma 60 m3wiralfitasnim100% (1)
- Bagian C - Spesifikasi Pengadaan Pipa Dan AcessoriesDocument15 paginiBagian C - Spesifikasi Pengadaan Pipa Dan AcessoriesSoleh SulaemanÎncă nu există evaluări
- PT Ecotekno. Jababeka. Cubicle ToiletDocument4 paginiPT Ecotekno. Jababeka. Cubicle ToiletJennifer Baker100% (1)
- ISO 19901-2-2004 Seismic Design Procedures and CriteriaDocument11 paginiISO 19901-2-2004 Seismic Design Procedures and Criteriajuho jungÎncă nu există evaluări
- Jis g3456 Grade STPT 410 Pipes PDFDocument1 paginăJis g3456 Grade STPT 410 Pipes PDFMitul MehtaÎncă nu există evaluări
- Awwa C200 PDFDocument6 paginiAwwa C200 PDFangel darioÎncă nu există evaluări
- Japanese Industrial Standard-JIS Valve Standards: Page 1 / Total 9 Web: EmailDocument9 paginiJapanese Industrial Standard-JIS Valve Standards: Page 1 / Total 9 Web: EmailLê MinhÎncă nu există evaluări
- Rotodynamic Vertical Pumps: For Manuals Describing Installation, Operation, and MaintenanceDocument57 paginiRotodynamic Vertical Pumps: For Manuals Describing Installation, Operation, and MaintenanceShubhrajeet TiwariÎncă nu există evaluări
- En 10204Document1 paginăEn 10204Guru KguruÎncă nu există evaluări
- Catalogue - KHI PipeDocument13 paginiCatalogue - KHI PipeSetiadi Margono100% (1)
- Calculation 40 VF 3540ABDocument382 paginiCalculation 40 VF 3540ABPeja JusohÎncă nu există evaluări
- Invoice Cum Material Issue Voucher: Miv No. CWC No. CWC Date: Sap Material Document No. Posting DateDocument1 paginăInvoice Cum Material Issue Voucher: Miv No. CWC No. CWC Date: Sap Material Document No. Posting Datehimanshu kalraÎncă nu există evaluări
- Wiik & Hoeglund Pipe FittingsDocument60 paginiWiik & Hoeglund Pipe Fittingsliang jasonÎncă nu există evaluări
- 5-Mooring Buoy KEMENANGAN BrosurDocument2 pagini5-Mooring Buoy KEMENANGAN Brosurdody andiÎncă nu există evaluări
- A325M-14 Standard Specification For Structural Bolts, Steel, Heat Treated 830 MPa Minimum Tensile Strength (Metric)Document8 paginiA325M-14 Standard Specification For Structural Bolts, Steel, Heat Treated 830 MPa Minimum Tensile Strength (Metric)Carlos Guillermo Somoza AlvarengaÎncă nu există evaluări
- Water Pipeline AWWA C200 40286Document2 paginiWater Pipeline AWWA C200 40286Rick FayÎncă nu există evaluări
- Fhwa HRT 04 043Document384 paginiFhwa HRT 04 043hana saffanahÎncă nu există evaluări
- Tabel Material BajaDocument49 paginiTabel Material BajaAzTaurRivai100% (1)
- Stoplog Calculation NoteDocument48 paginiStoplog Calculation NoteMohammad Bader Al-Dein100% (1)
- Drawing List FinalDocument912 paginiDrawing List Finalnaser hasan fauziÎncă nu există evaluări
- Rigid Dismantling Joint Technical SpecificationsDocument2 paginiRigid Dismantling Joint Technical Specificationsburak_saadet1250Încă nu există evaluări
- A252Document7 paginiA252Luz DuarteÎncă nu există evaluări
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument3 paginiSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsCharlie ChongÎncă nu există evaluări
- Electric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesDocument4 paginiElectric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesVishal SharmaÎncă nu există evaluări
- Seamless Cold-Drawn Carbon Steel Tubing For Hydraulic System ServiceDocument3 paginiSeamless Cold-Drawn Carbon Steel Tubing For Hydraulic System ServicePierre RamirezÎncă nu există evaluări
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDocument5 paginiCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceJosé Ramón GutierrezÎncă nu există evaluări
- Electric-Resistance-Welded Steel Pipe: Standard Specification ForDocument9 paginiElectric-Resistance-Welded Steel Pipe: Standard Specification Foramit02mechÎncă nu există evaluări
- A 822 - 90 r00 Qtgymi9bodiytqDocument3 paginiA 822 - 90 r00 Qtgymi9bodiytqsachinguptachdÎncă nu există evaluări
- ASTM A 178 Specification For ERW Carbon Steel and Carbon Manganese Steel Boiler and Superheater TubesDocument4 paginiASTM A 178 Specification For ERW Carbon Steel and Carbon Manganese Steel Boiler and Superheater TubesAnibal QuezadaÎncă nu există evaluări
- Member Subject Bending AS4100Document4 paginiMember Subject Bending AS4100berangketrÎncă nu există evaluări
- Loading Assesment Hopper Based On AS 3774Document13 paginiLoading Assesment Hopper Based On AS 3774berangketrÎncă nu există evaluări
- SketchDocument2 paginiSketchberangketrÎncă nu există evaluări
- Lateral Loads ManualDocument252 paginiLateral Loads ManualEmanuelRodriguezEleraÎncă nu există evaluări
- Analisa Member Baja T-02-2005Document12 paginiAnalisa Member Baja T-02-2005berangketrÎncă nu există evaluări
- Stability Modelling With SLOPE/WDocument246 paginiStability Modelling With SLOPE/WMaya AwonÎncă nu există evaluări
- Perhitungan Sambungan Baut Profil SikuDocument12 paginiPerhitungan Sambungan Baut Profil Sikuberangketr100% (1)
- Gusset Plate CalculationsDocument15 paginiGusset Plate CalculationsberangketrÎncă nu există evaluări
- Concrete Floor Slabs On Grade Subjected To Heavy Loads PDFDocument57 paginiConcrete Floor Slabs On Grade Subjected To Heavy Loads PDFPn EkanayakaÎncă nu există evaluări
- Paper Geotechical Modeling Short Couse by WoodDocument357 paginiPaper Geotechical Modeling Short Couse by WoodChainun TaidamrongÎncă nu există evaluări
- Stability Modelling With SLOPE/WDocument246 paginiStability Modelling With SLOPE/WMaya AwonÎncă nu există evaluări
- Modelling of Diaphrams in STAAD Pro PDFDocument13 paginiModelling of Diaphrams in STAAD Pro PDFragalwarÎncă nu există evaluări
- BH-1 D610 30m.apo - NotepadDocument13 paginiBH-1 D610 30m.apo - NotepadberangketrÎncă nu există evaluări
- Numerical Modeling PVDDocument12 paginiNumerical Modeling PVDberangketrÎncă nu există evaluări
- Methods of Analysis of Piled Raft Foundations - H.G. PoulosDocument46 paginiMethods of Analysis of Piled Raft Foundations - H.G. PoulosMuhammad Yunus100% (10)
- Article 1437035604Document9 paginiArticle 1437035604berangketrÎncă nu există evaluări
- Methods of Analysis of Piled Raft Foundations - H.G. PoulosDocument46 paginiMethods of Analysis of Piled Raft Foundations - H.G. PoulosMuhammad Yunus100% (10)
- Sheet Pile Baja (JFESP)Document15 paginiSheet Pile Baja (JFESP)berangketrÎncă nu există evaluări
- Methods of Analysis of Piled Raft Foundations - H.G. PoulosDocument46 paginiMethods of Analysis of Piled Raft Foundations - H.G. PoulosMuhammad Yunus100% (10)
- Methods of Analysis of Piled Raft Foundations - H.G. PoulosDocument46 paginiMethods of Analysis of Piled Raft Foundations - H.G. PoulosMuhammad Yunus100% (10)
- JHS Square PileDocument1 paginăJHS Square PileberangketrÎncă nu există evaluări
- Brosur Spun Pile Wika 2011Document2 paginiBrosur Spun Pile Wika 2011Angga Wahyudi Fajarianto80% (5)
- Seismik Retaining WallDocument11 paginiSeismik Retaining WallberangketrÎncă nu există evaluări
- Square PileDocument2 paginiSquare PileberangketrÎncă nu există evaluări
- Ultrasonic Examination Procedure (Issue 2)Document14 paginiUltrasonic Examination Procedure (Issue 2)Li Liu100% (1)
- Cochin Shipyard Ltd.Document16 paginiCochin Shipyard Ltd.roy thomas100% (4)
- TIG ZONE 20 Series spare partsDocument2 paginiTIG ZONE 20 Series spare partsulasÎncă nu există evaluări
- Testing and inspection of weld joints guideDocument64 paginiTesting and inspection of weld joints guideyashÎncă nu există evaluări
- GMCO FOR INDUSTRIAL SERVICES - Welding Procedure SpecificationsDocument2 paginiGMCO FOR INDUSTRIAL SERVICES - Welding Procedure SpecificationsMohamedÎncă nu există evaluări
- 2009-04-CEN-TC121 N1574 Working Programme CEN TC 121Document28 pagini2009-04-CEN-TC121 N1574 Working Programme CEN TC 121Manuel ValenteÎncă nu există evaluări
- New Holland d180 Craler Dozer Workshop ManualDocument20 paginiNew Holland d180 Craler Dozer Workshop Manualjimmie100% (30)
- JRA-CDA-PL-071-REV-0 - Welding, Cutting and Grinding AFT Loading DeflectorDocument4 paginiJRA-CDA-PL-071-REV-0 - Welding, Cutting and Grinding AFT Loading DeflectorMiller DutraÎncă nu există evaluări
- Welding and Joining ProcessesDocument4 paginiWelding and Joining ProcessesImran AliÎncă nu există evaluări
- 3 A Sanitary Standards Quick Reference GuideDocument98 pagini3 A Sanitary Standards Quick Reference GuidefitiranÎncă nu există evaluări
- SP-1173 - Welding of MetalsDocument15 paginiSP-1173 - Welding of Metalschandana kumar67% (3)
- Quality Plan for Fabrication and Installation of Silencer for Biliran Geothermal IncDocument1 paginăQuality Plan for Fabrication and Installation of Silencer for Biliran Geothermal IncAldrin HernandezÎncă nu există evaluări
- WPS Sa 517Document2 paginiWPS Sa 517DHANANNJAI SINGH -Încă nu există evaluări
- Inspection and Test Plan (Itp) For Staircase Handrail 1 & 2Document3 paginiInspection and Test Plan (Itp) For Staircase Handrail 1 & 2Environ Support100% (1)
- EN 10210-1 Hot Finished Structure Hollow SectionDocument26 paginiEN 10210-1 Hot Finished Structure Hollow Sectionlayth100% (2)
- Ultrasonic Testing of Welds in Accordance With AWS D1Document5 paginiUltrasonic Testing of Welds in Accordance With AWS D1Woodrow FoxÎncă nu există evaluări
- 2 Terms and Definitions SectionDocument12 pagini2 Terms and Definitions SectionJawed AkhterÎncă nu există evaluări
- Using Welding Inspection ToolsDocument9 paginiUsing Welding Inspection ToolsVinoth RajendraÎncă nu există evaluări
- NEMA Product ScopesDocument39 paginiNEMA Product ScopesPaul AlvaradoÎncă nu există evaluări
- Nihonweld Industrial Welding Corp - High Quality Producer of Steel and Welding Consumables - Stainless Steel Electrodes - NIHONWELD NSS-308 - E308-16 PDFDocument2 paginiNihonweld Industrial Welding Corp - High Quality Producer of Steel and Welding Consumables - Stainless Steel Electrodes - NIHONWELD NSS-308 - E308-16 PDFJohnny Jr TumangdayÎncă nu există evaluări
- Welding CalculatorDocument18 paginiWelding CalculatorKhamdi AfandiÎncă nu există evaluări
- Welding SlidesDocument334 paginiWelding SlidesAsad Bin Ala Qatari100% (13)
- Requirements Concerning Gas Tankers: International Association of Classification SocietiesDocument31 paginiRequirements Concerning Gas Tankers: International Association of Classification Societiesharikrishnanpd3327Încă nu există evaluări
- Precision Steel Tube Handbook Third Edition PDFDocument218 paginiPrecision Steel Tube Handbook Third Edition PDFRohan KulkarniÎncă nu există evaluări
- Underwater Welding Code: D3.6M:2017 An American National StandardDocument14 paginiUnderwater Welding Code: D3.6M:2017 An American National StandardSatendra kumar0% (2)
- SMAW NC I Safety ModuleDocument30 paginiSMAW NC I Safety ModuleCelso Amoto100% (1)
- Ss Filler Wire SelectionDocument26 paginiSs Filler Wire Selectionlemuel bacsaÎncă nu există evaluări
- TransPocket 1500Document6 paginiTransPocket 1500vcotofanaÎncă nu există evaluări
- Welding Equipment Selection Chart: Manual Machines Hydraulic MachinesDocument2 paginiWelding Equipment Selection Chart: Manual Machines Hydraulic MachinesJOSE GABRIELÎncă nu există evaluări
- 2 - Santos vs. Employees' Compensation CommissionDocument7 pagini2 - Santos vs. Employees' Compensation CommissionjieÎncă nu există evaluări