S-ar putea să vă placă și
- Caminhos para Soldar MelhorDocument4 paginiCaminhos para Soldar MelhorAndrÎncă nu există evaluări
- Introdução À SoldagemDocument86 paginiIntrodução À SoldagemIsadora LavinasÎncă nu există evaluări
- Resumo para Prova ELETROEROSÃODocument5 paginiResumo para Prova ELETROEROSÃOReginaldo JagherÎncă nu există evaluări
- Gustavo Alves Santiago RA: 19240867 Trabalho de SoldagemDocument3 paginiGustavo Alves Santiago RA: 19240867 Trabalho de SoldagemRogerio CastelariÎncă nu există evaluări
- Ufmg - Processo de Soldagem Por Resistência Elétrica (RW)Document18 paginiUfmg - Processo de Soldagem Por Resistência Elétrica (RW)filliphespÎncă nu există evaluări
- Apresentação TCC ItaloDocument19 paginiApresentação TCC ItaloReginaldo CamposÎncă nu există evaluări
- Resumo Soldagem - P1Document5 paginiResumo Soldagem - P1Fred DiasÎncă nu există evaluări
- 02 Modulo 2 Solda Diodos Capacitores IndutoresDocument38 pagini02 Modulo 2 Solda Diodos Capacitores Indutoresandr3_r3isÎncă nu există evaluări
- 17853A22-Defeitos de SoldagemDocument6 pagini17853A22-Defeitos de SoldagemCarlos Alberto BarbosaÎncă nu există evaluări
- Soldagem Por Eletroescória (ESW)Document8 paginiSoldagem Por Eletroescória (ESW)seller mecânicaÎncă nu există evaluări
- Defeitos de SoldaduraDocument4 paginiDefeitos de Soldadurarui_mendesÎncă nu există evaluări
- SodagemDocument3 paginiSodagemDanilo SilvaÎncă nu există evaluări
- Apostila de Solda EletricaDocument6 paginiApostila de Solda EletricaAntônio CastroÎncă nu există evaluări
- Senai - 6 Processo MIG MAGDocument22 paginiSenai - 6 Processo MIG MAGAnonymous XQuDOLÎncă nu există evaluări
- Soldagem Por EletroescóriaDocument12 paginiSoldagem Por EletroescóriaJota PachecoÎncă nu există evaluări
- Como Soldar Por Arco Elétrico: 18 Passos (Com Imagens)Document15 paginiComo Soldar Por Arco Elétrico: 18 Passos (Com Imagens)Iassine CadirÎncă nu există evaluări
- Aula 3 - O Arco Elétrico Na Soldagem e FontesDocument66 paginiAula 3 - O Arco Elétrico Na Soldagem e Fontesbsmart.treinamentosÎncă nu există evaluări
- 1 - Boas Praticas de SoldaDocument20 pagini1 - Boas Praticas de SoldaSua Vida BrilhaÎncă nu există evaluări
- Dicionario ANSIDocument43 paginiDicionario ANSIjalberto2222Încă nu există evaluări
- SoldagemDocument22 paginiSoldagemClaudioTRodriguesÎncă nu există evaluări
- Cartilha Soldador PDFDocument20 paginiCartilha Soldador PDFValterMauricio100% (1)
- Manual Plasmacor 120AR - Corte A PlasmaDocument13 paginiManual Plasmacor 120AR - Corte A PlasmaEvandro DanielÎncă nu există evaluări
- Controle de DeformaçãoDocument6 paginiControle de DeformaçãoÍkaro MapaÎncă nu există evaluări
- Soldagem - P2Document27 paginiSoldagem - P2Nicolas SantosÎncă nu există evaluări
- 01 - Soldadura Com Elétrodos RevestidosDocument106 pagini01 - Soldadura Com Elétrodos RevestidosAnilson David Fortes BarrosÎncă nu există evaluări
- Abnt Tb-2 - Terminologia de Soldagem EletricaDocument4 paginiAbnt Tb-2 - Terminologia de Soldagem EletricaLino Cleber GregorioÎncă nu există evaluări
- SoldmigmagDocument8 paginiSoldmigmagflapataroÎncă nu există evaluări
- Processo de Soldagem EletroescóriaDocument7 paginiProcesso de Soldagem EletroescóriaGustavo CastroÎncă nu există evaluări
- Aula3 Soldagemaarcoeltrico 140929050238 Phpapp01Document22 paginiAula3 Soldagemaarcoeltrico 140929050238 Phpapp01Marcio LuizÎncă nu există evaluări
- Eletrodo RevestidoDocument44 paginiEletrodo RevestidoJaqueline GontijoÎncă nu există evaluări
- SA4 EletrodutosDocument3 paginiSA4 Eletrodutosbrnicolls10Încă nu există evaluări
- Técnicas de Soldagem de Componentes Eletrônicos PDFDocument8 paginiTécnicas de Soldagem de Componentes Eletrônicos PDFJoao Pedro Assain50% (2)
- SoldelescDocument4 paginiSoldelescflapataroÎncă nu există evaluări
- Lista - Eletrodo RevestidoDocument7 paginiLista - Eletrodo RevestidoKassya Schunk67% (3)
- SOLDAGEM - Processo Eletrodo Revestido1Document34 paginiSOLDAGEM - Processo Eletrodo Revestido1Roberta Silva OliveiraÎncă nu există evaluări
- Resumo Eletrodo Revestido 111Document2 paginiResumo Eletrodo Revestido 111BiaBergerÎncă nu există evaluări
- Eletrodos RevestidosDocument40 paginiEletrodos RevestidosSaymon FelizÎncă nu există evaluări
- Processos Não Convencionais de Usinagem DiversosDocument53 paginiProcessos Não Convencionais de Usinagem Diversoslucaslpm1100% (1)
- MigMag B LLL - RevisadoDocument19 paginiMigMag B LLL - RevisadoMatheus Anesi BombardieriÎncă nu există evaluări
- Soldagem UFU TIGDocument26 paginiSoldagem UFU TIGCarla Marina De Sousa Ferreira ZaidenÎncă nu există evaluări
- Módulo 3 Processos de SoldagemDocument139 paginiMódulo 3 Processos de SoldagemLuciano AlvesÎncă nu există evaluări
- Aula - 9 - Soldagem A Arco ElétricoDocument35 paginiAula - 9 - Soldagem A Arco ElétricoRebeca De Sá AbrantesÎncă nu există evaluări
- Solda Eletroescória, Eletrogás e Por ExplosãoDocument13 paginiSolda Eletroescória, Eletrogás e Por ExplosãoVictoria MarconÎncă nu există evaluări
- TS - Aula 02 Eletrodo Revestido Senai 2020 PDFDocument42 paginiTS - Aula 02 Eletrodo Revestido Senai 2020 PDFMatheus StrombeckÎncă nu există evaluări
- Resumos SoldaduraDocument10 paginiResumos SoldaduraJosé C. RochaÎncă nu există evaluări
- Resumo Da P1Document10 paginiResumo Da P1José Alves Pinheiro JúniorÎncă nu există evaluări
- Processo de Soldagem GTAW TiGDocument4 paginiProcesso de Soldagem GTAW TiGLeonardoOliveiraÎncă nu există evaluări
- Aula 7 DISPOSITIVOS DE PROTEÇÃO CONTRA SOBRECORRENTEDocument50 paginiAula 7 DISPOSITIVOS DE PROTEÇÃO CONTRA SOBRECORRENTEThiago Antoniolli100% (1)
- 02 SmawDocument25 pagini02 SmawvitorÎncă nu există evaluări
- Lista 01 - PMFDocument16 paginiLista 01 - PMFGabriela CastroÎncă nu există evaluări
- Técnicas de Soldagem de Componentes EletrônicosDocument8 paginiTécnicas de Soldagem de Componentes EletrônicosCarlos Augusto100% (1)
- TS - Aula 02 Eletrodo RevestidoDocument56 paginiTS - Aula 02 Eletrodo RevestidoWilliam SilvaÎncă nu există evaluări
- Solda de Tubos CobreDocument6 paginiSolda de Tubos CobreJoao VarellaÎncă nu există evaluări
- Ingenium, Novas Aplicações Da CortiçaDocument3 paginiIngenium, Novas Aplicações Da Cortiçarui_mendesÎncă nu există evaluări
- Unidade 01, Sistemas de Unidades e MetrologiaDocument38 paginiUnidade 01, Sistemas de Unidades e Metrologiarui_mendesÎncă nu există evaluări
- 2008-2009 - AtritoDocument37 pagini2008-2009 - Atritorui_mendesÎncă nu există evaluări
- Plano de Melhoria e Ferramentas de QualidadeDocument61 paginiPlano de Melhoria e Ferramentas de Qualidaderui_mendesÎncă nu există evaluări
- Unidade 02, MateriaisDocument141 paginiUnidade 02, Materiaisrui_mendesÎncă nu există evaluări
- Ingenium, Compósitos de Cortiça No Transporte FerroviárioDocument4 paginiIngenium, Compósitos de Cortiça No Transporte Ferroviáriorui_mendesÎncă nu există evaluări
- 7 Ferramentas QualidDocument77 pagini7 Ferramentas QualidBruno KurauchiÎncă nu există evaluări
- Ferramentas Da QualidadeDocument21 paginiFerramentas Da Qualidaderui_mendesÎncă nu există evaluări
- CP2MA5PROF, Roda DentadaDocument2 paginiCP2MA5PROF, Roda Dentadarui_mendesÎncă nu există evaluări
- GuiaHabitacao Versao FinalDocument222 paginiGuiaHabitacao Versao FinalvinibalthÎncă nu există evaluări
- Defeitos de SoldaduraDocument4 paginiDefeitos de Soldadurarui_mendesÎncă nu există evaluări
- Dimensionamento de Sistemas HidráulicosDocument3 paginiDimensionamento de Sistemas Hidráulicosrui_mendesÎncă nu există evaluări
- Cálculos para o Movimento Dos FusosDocument2 paginiCálculos para o Movimento Dos Fusosrui_mendesÎncă nu există evaluări
- 2008-2009 - DT Mão LivreDocument10 pagini2008-2009 - DT Mão Livrerui_mendesÎncă nu există evaluări
- EFA - Pneumática e Hidráulica - Válvulas e CircuitosDocument32 paginiEFA - Pneumática e Hidráulica - Válvulas e Circuitosrui_mendesÎncă nu există evaluări
- Desenho de Circunferências em PerspectivaDocument3 paginiDesenho de Circunferências em Perspectivarui_mendesÎncă nu există evaluări
- Esquema A Utilizar para A Resolução de ExercíciosDocument1 paginăEsquema A Utilizar para A Resolução de Exercíciosrui_mendesÎncă nu există evaluări
- EFA - Pneumática e Hidráulica - ÓleohidráulicaDocument83 paginiEFA - Pneumática e Hidráulica - Óleohidráulicarui_mendesÎncă nu există evaluări
- Verion P R TabelasDocument9 paginiVerion P R TabelasigormassaoÎncă nu există evaluări
- EFA - Pneumática e Hidráulica - Produção de Ar Comprimido - CompressoresDocument17 paginiEFA - Pneumática e Hidráulica - Produção de Ar Comprimido - Compressoresrui_mendesÎncă nu există evaluări
- EFA - Pneumática e Hidráulica - Produção de Ar ComprimidoDocument22 paginiEFA - Pneumática e Hidráulica - Produção de Ar Comprimidorui_mendesÎncă nu există evaluări
- Desenho de Circuitos Pneumáticos e HidráulicosDocument6 paginiDesenho de Circuitos Pneumáticos e Hidráulicosrui_mendesÎncă nu există evaluări
- Melhorar A ProdutividadeDocument2 paginiMelhorar A Produtividaderui_mendesÎncă nu există evaluări
- Fases de Um ProjectoDocument2 paginiFases de Um Projectorui_mendesÎncă nu există evaluări
- HBP IPMW 9010 Design Do Sistema 030901 PTDocument2 paginiHBP IPMW 9010 Design Do Sistema 030901 PTrui_mendesÎncă nu există evaluări
- Dimensionamento de Sistemas HidráulicosDocument3 paginiDimensionamento de Sistemas Hidráulicosrui_mendesÎncă nu există evaluări
- Desenho de Circuitos PneumáticosDocument2 paginiDesenho de Circuitos Pneumáticosrui_mendesÎncă nu există evaluări
- Secagem - Completo PDFDocument24 paginiSecagem - Completo PDFIsaias Mourao100% (2)
- Diagonalizacao de OperadoresDocument6 paginiDiagonalizacao de OperadoresDonaldo QuissicoÎncă nu există evaluări
- Apostila Comandos Eletricos SenaiDocument110 paginiApostila Comandos Eletricos SenaiLéo Hilário100% (3)
- FUNÇÃO CARACTERÍSTICA-Aula08Document10 paginiFUNÇÃO CARACTERÍSTICA-Aula08Fábio JoséÎncă nu există evaluări
- Solução Da Equação Da Onda em Coordenadas EsféricasDocument9 paginiSolução Da Equação Da Onda em Coordenadas EsféricasFelipe Augusto de MenezesÎncă nu există evaluări
- Resolução QuimicaDocument3 paginiResolução QuimicaFlávio Wenzel100% (1)
- Ebook TininhaOnlineDocument38 paginiEbook TininhaOnlineEurico GraçaÎncă nu există evaluări
- 3, 4 e 5 - As Dimensões e Suas Diferenças - A Luz É InvencívelDocument5 pagini3, 4 e 5 - As Dimensões e Suas Diferenças - A Luz É InvencívelRobsonFabianoÎncă nu există evaluări
- Comple JosDocument5 paginiComple Josneiver centellasÎncă nu există evaluări
- Provas Anteriores Efomm 2007Document32 paginiProvas Anteriores Efomm 2007João Gabriel Ferreira CalixtoÎncă nu există evaluări
- Apostila Com Questoes de Fisica IME AtualizadaDocument62 paginiApostila Com Questoes de Fisica IME AtualizadaSergio Tobias100% (1)
- LILITH GODDESS OF SITRA AHRA - enDocument128 paginiLILITH GODDESS OF SITRA AHRA - enFlora Crowley100% (5)
- O Segundo Bandido Do Aquecimento Global: Metano (CH4)Document7 paginiO Segundo Bandido Do Aquecimento Global: Metano (CH4)Paulo Fernando100% (2)
- Equação Da Continuidade ExercíciosDocument23 paginiEquação Da Continuidade ExercíciosAntonio Jose Paulo50% (2)
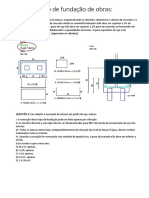
- Questionário de Fundações PDFDocument3 paginiQuestionário de Fundações PDFGabriel Ferreira0% (1)
- Campo EletricoDocument14 paginiCampo EletricoArtur MartinsÎncă nu există evaluări
- 927 PDFDocument20 pagini927 PDFAnderson FernandesÎncă nu există evaluări
- LABORATÓRIO 6 RelatorioDocument6 paginiLABORATÓRIO 6 RelatorioEllyakin JesseÎncă nu există evaluări
- Técnica Do Discurso Moderno (Mário Ferreira Dos Santos)Document115 paginiTécnica Do Discurso Moderno (Mário Ferreira Dos Santos)Isabela Abes Casaca100% (2)
- POWERFLEX HF CP 1kV USO MOVELDocument1 paginăPOWERFLEX HF CP 1kV USO MOVELHilton Flores ApolinárioÎncă nu există evaluări
- E-Book Terapia Vibracional Quântica - Aum SohamDocument21 paginiE-Book Terapia Vibracional Quântica - Aum SohamGiovani Grand UrbanoÎncă nu există evaluări
- Lista 2 - Eletrotecnica Jogar Respostas para o Sigaa CorrigidaDocument10 paginiLista 2 - Eletrotecnica Jogar Respostas para o Sigaa CorrigidaFrancisco Felix0% (1)
- Dimensionamento de Muros de Flexão PDFDocument4 paginiDimensionamento de Muros de Flexão PDFDesireé AlvesÎncă nu există evaluări
- Manual Sacarimetro BrixDocument2 paginiManual Sacarimetro BrixarlansfÎncă nu există evaluări
- LISTA 7 - Momento de Uma ForçaDocument2 paginiLISTA 7 - Momento de Uma ForçaAndru RaykahÎncă nu există evaluări
- Engenharia AutomotivaDocument8 paginiEngenharia AutomotivawellingtonÎncă nu există evaluări
- Amortecedores, Cambagem, Caster e Convergencia PDFDocument7 paginiAmortecedores, Cambagem, Caster e Convergencia PDFMcgregori AndradeÎncă nu există evaluări
- Leonardo Franco ArroyoDocument7 paginiLeonardo Franco ArroyoIvan Conde FlakulaÎncă nu există evaluări
- Fluxcon-Catalogo FXLOK 2019Document51 paginiFluxcon-Catalogo FXLOK 2019lindseyavÎncă nu există evaluări