S-ar putea să vă placă și
- Project Report: Submitted byDocument12 paginiProject Report: Submitted bySiddhant ShahÎncă nu există evaluări
- Aknowledgement: Prof. S. KUPPUSWAMI Who Has Been A Bastion of Moral Strength and A Source ofDocument8 paginiAknowledgement: Prof. S. KUPPUSWAMI Who Has Been A Bastion of Moral Strength and A Source ofJagadeeswaran RaviÎncă nu există evaluări
- Contour CraftingDocument213 paginiContour CraftingDave McÎncă nu există evaluări
- Optimizing CNC Turning ProcessDocument90 paginiOptimizing CNC Turning ProcessYue Lee100% (1)
- Fleet ManagementDocument163 paginiFleet ManagementApuri IsaacÎncă nu există evaluări
- 018 Fab Indexing Table For Vertical Milling 2010MCDocument40 pagini018 Fab Indexing Table For Vertical Milling 2010MCSelva GanapathyÎncă nu există evaluări
- Advanced Modelling Techniques in Structural DesignDe la EverandAdvanced Modelling Techniques in Structural DesignEvaluare: 5 din 5 stele5/5 (3)
- AA 6063 T6 Aluminium AlloyDocument68 paginiAA 6063 T6 Aluminium AlloySantosh PatelÎncă nu există evaluări
- Lift Using Water PumpingDocument46 paginiLift Using Water PumpingPiyush NarkhedeÎncă nu există evaluări
- Single Cylinder Four Stroke Diesel Engine Test RigDocument24 paginiSingle Cylinder Four Stroke Diesel Engine Test RigDigvijay Todkar100% (1)
- Modelling and Simulation of the Roll Forming ProcessDocument65 paginiModelling and Simulation of the Roll Forming ProcessMarco CruzÎncă nu există evaluări
- Acknowledgement and IndexDocument8 paginiAcknowledgement and Indexpatel ketanÎncă nu există evaluări
- B.E Mech Batchno 43Document66 paginiB.E Mech Batchno 43Syeda HusnaÎncă nu există evaluări
- Draw Die Design by SivapapachariDocument11 paginiDraw Die Design by SivapapachariSiva ChariÎncă nu există evaluări
- Duel Side Sapher PDFDocument9 paginiDuel Side Sapher PDFsageetha756Încă nu există evaluări
- Samuthra Projects PDFDocument9 paginiSamuthra Projects PDFsageetha756Încă nu există evaluări
- Design and Analysis of Injection Moulding Die For Bottom Cover of Electrial Meter BodyDocument9 paginiDesign and Analysis of Injection Moulding Die For Bottom Cover of Electrial Meter BodyAnonymous 22GBLsme1Încă nu există evaluări
- 0-Acknowledgement Abstract and Table of ContentDocument12 pagini0-Acknowledgement Abstract and Table of ContentSyamsul Syawal HosnonÎncă nu există evaluări
- CAD and Cae in Biomedical Field Seminar ReportDocument20 paginiCAD and Cae in Biomedical Field Seminar ReportAshish RajÎncă nu există evaluări
- PDF - Report Automatc Portable Hammering Machine 111Document44 paginiPDF - Report Automatc Portable Hammering Machine 111mmv 7100% (6)
- CNC Report on Lathe Machining of Cylindrical WorkpieceDocument11 paginiCNC Report on Lathe Machining of Cylindrical WorkpieceLuqman Hakim MohammedÎncă nu există evaluări
- Optimising WEDM Parameters for Machining AISI 4130 SteelDocument61 paginiOptimising WEDM Parameters for Machining AISI 4130 SteelTejesh KolathurÎncă nu există evaluări
- Abdul Azwan Abdol ZaharDocument24 paginiAbdul Azwan Abdol ZaharthuongviedamÎncă nu există evaluări
- Mec224 - Mechanical Engineering WorkshopDocument2 paginiMec224 - Mechanical Engineering WorkshopSunil SharmaÎncă nu există evaluări
- Multi Operation Machine Using Scotch Yoke MechanismDocument65 paginiMulti Operation Machine Using Scotch Yoke MechanismCrispÎncă nu există evaluări
- Turbine Thermal Appraisal: A Spreadsheet ApproachDe la EverandTurbine Thermal Appraisal: A Spreadsheet ApproachÎncă nu există evaluări
- A Project Report On: TMT Bar Bending MachineDocument47 paginiA Project Report On: TMT Bar Bending MachinePrajay BhavsarÎncă nu există evaluări
- Brake TorontoDocument65 paginiBrake TorontoMohseen Karche100% (1)
- U-V-L Angle Bending Machine Project ReportDocument74 paginiU-V-L Angle Bending Machine Project ReportCrispÎncă nu există evaluări
- Electro-mechanical broaching machine modelDocument16 paginiElectro-mechanical broaching machine modelStefanÎncă nu există evaluări
- Design and Genaration of CNC Program For Casting Mold For Inline Boxer Motor LinearDocument65 paginiDesign and Genaration of CNC Program For Casting Mold For Inline Boxer Motor LinearPavan ReddyÎncă nu există evaluări
- Bicycle Side Stand Design and Manufacturing ProcessDocument45 paginiBicycle Side Stand Design and Manufacturing ProcessSudhakar TpgitÎncă nu există evaluări
- PDF ArghyaDocument75 paginiPDF Arghyaaghosh704Încă nu există evaluări
- Escorts LTD AcknowledgementDocument8 paginiEscorts LTD AcknowledgementShiv Singh PrajapatiÎncă nu există evaluări
- Engineering Applications: A Project Resource BookDe la EverandEngineering Applications: A Project Resource BookEvaluare: 2.5 din 5 stele2.5/5 (1)
- Project ReportDocument61 paginiProject ReportFerno R 86Încă nu există evaluări
- Pavement Management SystemDocument13 paginiPavement Management SystemGoutham AthemÎncă nu există evaluări
- Thesis TurboexpandDocument72 paginiThesis Turboexpandfarhad hadianfardÎncă nu există evaluări
- Icram19 10 01 19 06 10 57 ModifiedDocument7 paginiIcram19 10 01 19 06 10 57 ModifiedAjit ParwaniÎncă nu există evaluări
- Energy Efficient Manufacturing: Theory and ApplicationsDe la EverandEnergy Efficient Manufacturing: Theory and ApplicationsÎncă nu există evaluări
- Design and Analysis of An Airfoil For Small Wind TurbinesDocument88 paginiDesign and Analysis of An Airfoil For Small Wind Turbinesaravindkumar030% (1)
- Final Report of ProductDocument69 paginiFinal Report of ProductGoai Teck LiangÎncă nu există evaluări
- Design of Turbo Jet EngineDocument19 paginiDesign of Turbo Jet Enginemmohamedsuhail108Încă nu există evaluări
- Final Project Report Mtech 2Document69 paginiFinal Project Report Mtech 2Bhushan PatilÎncă nu există evaluări
- Establishment of Profile Production Line For Shipbuilding in Shipyard (Paper)Document5 paginiEstablishment of Profile Production Line For Shipbuilding in Shipyard (Paper)pal_malayÎncă nu există evaluări
- Homewrok For ManufacturingDocument4 paginiHomewrok For Manufacturingseham hejaziÎncă nu există evaluări
- Modification of The Geneva Paper Cutting Tool: Sakshi, Nupoor Jain, Mrs. Anjul RaiDocument5 paginiModification of The Geneva Paper Cutting Tool: Sakshi, Nupoor Jain, Mrs. Anjul RaiZia Ur RehmanÎncă nu există evaluări
- Intake Port Flow Study On Various Cylinder Head Using FlowbenchDocument41 paginiIntake Port Flow Study On Various Cylinder Head Using Flowbenchkaesar50% (2)
- FinalDocument49 paginiFinalA-31 Abhinav VermaÎncă nu există evaluări
- B.E. Automobile Engineering Course DocumentsDocument73 paginiB.E. Automobile Engineering Course Documentssss0987654321Încă nu există evaluări
- Optimization of Material Handling: A Case StudyDocument57 paginiOptimization of Material Handling: A Case StudyVenkatraj NagarajanÎncă nu există evaluări
- Thesis ProposalDocument31 paginiThesis ProposalRommel Dave TejanoÎncă nu există evaluări
- Design and Fabrication of Power Scissor Jack: KL UniversityDocument70 paginiDesign and Fabrication of Power Scissor Jack: KL UniversityDimas Dwi HÎncă nu există evaluări
- Automatic Can CrusherDocument43 paginiAutomatic Can CrusherKarthi Moorthy75% (4)
- Design and Fabricate Transmission Linkage for Rear-Engine Off-Road BuggyDocument35 paginiDesign and Fabricate Transmission Linkage for Rear-Engine Off-Road BuggyDeepak ChachraÎncă nu există evaluări
- Multipurpose Mechanical Machine Project ReportDocument25 paginiMultipurpose Mechanical Machine Project ReportAnonymous K3eHpXfsh83% (52)
- State-of-the-Art and Perspectives On Silicon Waveguide Crossings: A ReviewDocument16 paginiState-of-the-Art and Perspectives On Silicon Waveguide Crossings: A ReviewKunal SharmaÎncă nu există evaluări
- Ring Resonators Theory and ModelingDocument39 paginiRing Resonators Theory and ModelingtrojanlightÎncă nu există evaluări
- Tulsidas Addresses Hanuman: Hanuman-Chalisa, Sankat-Mochan Hanumanashtak and Hanuman-BahukDocument40 paginiTulsidas Addresses Hanuman: Hanuman-Chalisa, Sankat-Mochan Hanumanashtak and Hanuman-BahukKunal SharmaÎncă nu există evaluări
- Tulsidas Addresses Hanuman: Hanuman-Chalisa, Sankat-Mochan Hanumanashtak and Hanuman-BahukDocument40 paginiTulsidas Addresses Hanuman: Hanuman-Chalisa, Sankat-Mochan Hanumanashtak and Hanuman-BahukKunal SharmaÎncă nu există evaluări
- 5-Axis Toolpath Optimization for Turgo Turbine Runner ManufacturingDocument75 pagini5-Axis Toolpath Optimization for Turgo Turbine Runner ManufacturingKunal SharmaÎncă nu există evaluări
- Journal of Membrane Science: SciencedirectDocument23 paginiJournal of Membrane Science: SciencedirectKunal SharmaÎncă nu există evaluări
- Materials: Methods of Gold and Silver Nanoparticles PreparationDocument22 paginiMaterials: Methods of Gold and Silver Nanoparticles PreparationKunal SharmaÎncă nu există evaluări
- Ijms 11 00532Document12 paginiIjms 11 00532Kunal SharmaÎncă nu există evaluări
- Aerospace 01 00052Document15 paginiAerospace 01 00052Nadeem abbasÎncă nu există evaluări
- Applied Surface Science: Elbruz Murat Baba, C. Elif Cansoy, Esra Ozkan ZayimDocument6 paginiApplied Surface Science: Elbruz Murat Baba, C. Elif Cansoy, Esra Ozkan ZayimKunal SharmaÎncă nu există evaluări
- Aerospace 01 00052Document15 paginiAerospace 01 00052Nadeem abbasÎncă nu există evaluări
- Python for Absolute Beginners: An Introduction to Programming with Fun ProjectsDocument112 paginiPython for Absolute Beginners: An Introduction to Programming with Fun ProjectsKunal Sharma100% (9)
- The Consistent Application of Maxwell-Garnett Effective Medium Theory To Anisotropic CompositesDocument4 paginiThe Consistent Application of Maxwell-Garnett Effective Medium Theory To Anisotropic CompositesKunal SharmaÎncă nu există evaluări
- 12 B PDFDocument11 pagini12 B PDFKunal SharmaÎncă nu există evaluări
- Traceable 2-D Finite-Element Simulation of The Whispering-Gallery Modes of Axisymmetric Electromagnetic ResonatorsDocument10 paginiTraceable 2-D Finite-Element Simulation of The Whispering-Gallery Modes of Axisymmetric Electromagnetic ResonatorsKunal SharmaÎncă nu există evaluări
- Proposal ReportDocument17 paginiProposal ReportKunal SharmaÎncă nu există evaluări
- ClampDocument23 paginiClampKunal SharmaÎncă nu există evaluări
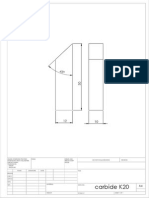
- Carbide K20Document1 paginăCarbide K20hadeÎncă nu există evaluări
- Ruled Surface Swarf Milling Mastercam 9 For Cad Model & CL File Generation Postprocessor Mathematca 5-Axis - Machine MimtDocument71 paginiRuled Surface Swarf Milling Mastercam 9 For Cad Model & CL File Generation Postprocessor Mathematca 5-Axis - Machine MimtKunal SharmaÎncă nu există evaluări
- CIRP Annals - Manufacturing Technology: J. Hesselbach (2), H.-W. Hoffmeister, B.-C. Schuller, K. LoeisDocument4 paginiCIRP Annals - Manufacturing Technology: J. Hesselbach (2), H.-W. Hoffmeister, B.-C. Schuller, K. LoeisKunal SharmaÎncă nu există evaluări
- Lab Week 9 Blinking LED and Switch DebouncingDocument1 paginăLab Week 9 Blinking LED and Switch DebouncingKunal SharmaÎncă nu există evaluări
- Python for Absolute Beginners: An Introduction to Programming with Fun ProjectsDocument112 paginiPython for Absolute Beginners: An Introduction to Programming with Fun ProjectsKunal Sharma100% (9)
- Airong ThesisDocument84 paginiAirong ThesisKunal SharmaÎncă nu există evaluări
- Mobile Train Radio CommunicataionDocument27 paginiMobile Train Radio CommunicataionKunal SharmaÎncă nu există evaluări
- DetailCBTC ThesisDocument173 paginiDetailCBTC ThesisKunal SharmaÎncă nu există evaluări
- Grant-Proposal THHsieh 1Document6 paginiGrant-Proposal THHsieh 1Kunal SharmaÎncă nu există evaluări
- The Design of Parallel Combination For Cam Mechanism: SciencesDocument7 paginiThe Design of Parallel Combination For Cam Mechanism: SciencesKunal SharmaÎncă nu există evaluări
- ExoskeletonDocument1 paginăExoskeletonKunal SharmaÎncă nu există evaluări
- New Microsoft Office Word DocumentDocument1 paginăNew Microsoft Office Word DocumentKunal SharmaÎncă nu există evaluări
- Solar PV Array Modelling PDFDocument13 paginiSolar PV Array Modelling PDFsunilkumarece100% (1)
- Grillage Method Applied to the Planning of Ship Docking 150-157 - JAROE - 2016-017 - JangHyunLee - - 최종Document8 paginiGrillage Method Applied to the Planning of Ship Docking 150-157 - JAROE - 2016-017 - JangHyunLee - - 최종tyuÎncă nu există evaluări
- MGMT 410 Book ReportDocument1 paginăMGMT 410 Book ReportLester F BoernerÎncă nu există evaluări
- Консп 1Document48 paginiКонсп 1VadymÎncă nu există evaluări
- Digital Logic Design: Dr. Oliver FaustDocument16 paginiDigital Logic Design: Dr. Oliver FaustAtifMinhasÎncă nu există evaluări
- BUDDlab Volume2, BUDDcamp 2011: The City of Euphemia, Brescia / ItalyDocument34 paginiBUDDlab Volume2, BUDDcamp 2011: The City of Euphemia, Brescia / ItalyThe Bartlett Development Planning Unit - UCLÎncă nu există evaluări
- The History of American School Libraries: Presented By: Jacob Noodwang, Mary Othic and Noelle NightingaleDocument21 paginiThe History of American School Libraries: Presented By: Jacob Noodwang, Mary Othic and Noelle Nightingaleapi-166902455Încă nu există evaluări
- Technical Advisory For Developing SpecificationDocument4 paginiTechnical Advisory For Developing SpecificationRixin JamtshoÎncă nu există evaluări
- SYS600 - Visual SCIL Application DesignDocument144 paginiSYS600 - Visual SCIL Application DesignDang JinlongÎncă nu există evaluări
- 2016 John Timm Final Narrative WeeblyDocument8 pagini2016 John Timm Final Narrative Weeblyapi-312582463Încă nu există evaluări
- C1 Reading 1Document2 paginiC1 Reading 1Alejandros BrosÎncă nu există evaluări
- Geo Lab Report Point LoadDocument9 paginiGeo Lab Report Point Loaddrbrainsol50% (2)
- From The Light, On God's Wings 2016-14-01, Asana Mahatari, JJKDocument26 paginiFrom The Light, On God's Wings 2016-14-01, Asana Mahatari, JJKPaulina G. LoftusÎncă nu există evaluări
- Rhodium Catalyzed Hydroformylation - CH 07Document14 paginiRhodium Catalyzed Hydroformylation - CH 07maildesantiagoÎncă nu există evaluări
- Mitchell 1986Document34 paginiMitchell 1986Sara Veronica Florentin CuencaÎncă nu există evaluări
- Two Monuments by C Mann 1493 Copy - PDF - OcredDocument23 paginiTwo Monuments by C Mann 1493 Copy - PDF - OcredStephania FrancoÎncă nu există evaluări
- Applying Ocs Patches: Type Area Topic AuthorDocument16 paginiApplying Ocs Patches: Type Area Topic AuthorPILLINAGARAJUÎncă nu există evaluări
- ASTM C 136 Sieve Analysis of Fine and Coarse Aggregates (D)Document5 paginiASTM C 136 Sieve Analysis of Fine and Coarse Aggregates (D)Yasir DharejoÎncă nu există evaluări
- GR 5 Unit Plan 18-19 Art Warli ArtDocument4 paginiGR 5 Unit Plan 18-19 Art Warli ArtSanjay RautÎncă nu există evaluări
- (MCQ) - Arithmetic ProgressionDocument5 pagini(MCQ) - Arithmetic Progressionrahul aravindÎncă nu există evaluări
- Agricultural Typology Concept and MethodDocument13 paginiAgricultural Typology Concept and MethodAre GalvánÎncă nu există evaluări
- Balkan TribesDocument3 paginiBalkan TribesCANELO_PIANOÎncă nu există evaluări
- Literary Text Analysis WorksheetDocument1 paginăLiterary Text Analysis Worksheetapi-403444340Încă nu există evaluări
- Cellulose StructureDocument9 paginiCellulose Structuremanoj_rkl_07Încă nu există evaluări
- Navid DDLDocument7 paginiNavid DDLVaibhav KarambeÎncă nu există evaluări
- Light Body ActivationsDocument2 paginiLight Body ActivationsNaresh Muttavarapu100% (4)
- The Effect of Reward Practices on Employee Performance in Ethio TelecomDocument29 paginiThe Effect of Reward Practices on Employee Performance in Ethio TelecomZakki Hersi AbdiÎncă nu există evaluări
- Companies DatabaseDocument2 paginiCompanies DatabaseNIRAJ KUMARÎncă nu există evaluări
- Math Curriculum Overview Grades 1 8Document1 paginăMath Curriculum Overview Grades 1 8GuiselleÎncă nu există evaluări
- Cost of Litigation Report (2015)Document17 paginiCost of Litigation Report (2015)GlennKesslerWPÎncă nu există evaluări