S-ar putea să vă placă și
- Ejercicios de termodinámicaDocument20 paginiEjercicios de termodinámicaCatalina Naranjo SantaellaÎncă nu există evaluări
- Curso de Ingles para Niños - Muzzy I (BBC English Course)Document159 paginiCurso de Ingles para Niños - Muzzy I (BBC English Course)Fernandoi100% (3)
- Curso Basico para Formar A Un Inspector de Soldadura CwiDocument99 paginiCurso Basico para Formar A Un Inspector de Soldadura CwiHannibal J-s100% (4)
- Mantenimiento de centros de transformación. ELEE0209De la EverandMantenimiento de centros de transformación. ELEE0209Încă nu există evaluări
- Guía para La Inspección Visual de SoldadurasDocument38 paginiGuía para La Inspección Visual de SoldadurasAndrés Hernández100% (1)
- Puesta en servicio y operación de redes de distribución de agua y saneamiento. ENAT0108De la EverandPuesta en servicio y operación de redes de distribución de agua y saneamiento. ENAT0108Încă nu există evaluări
- Sumazinc 276 PDFDocument2 paginiSumazinc 276 PDFLuis MoranÎncă nu există evaluări
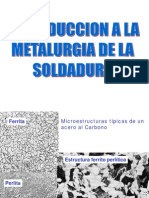
- Metalurgia de La SoldaduraDocument25 paginiMetalurgia de La Soldaduraneripe100% (14)
- Destilacion FraccionadaDocument27 paginiDestilacion FraccionadaLuz Camila MamaniÎncă nu există evaluări
- Que Son Las Pruebas DestructivasDocument7 paginiQue Son Las Pruebas Destructivasalejandro249450% (4)
- Manual para La Inspección Visual deDocument39 paginiManual para La Inspección Visual deAlejandroDionisioÎncă nu există evaluări
- Guia de Inspección AWS B1.1Document18 paginiGuia de Inspección AWS B1.1Holger Paredes0% (1)
- Guía inspección visual soldaduras AWS B1.1Document20 paginiGuía inspección visual soldaduras AWS B1.1japele100% (1)
- Guia para La Inspeccion Visual de Soldaduras AWS B1.11Document19 paginiGuia para La Inspeccion Visual de Soldaduras AWS B1.11Antonio Juantok100% (1)
- Capitulo 11 Inspeccion Visual y Otros Metodos NdeDocument43 paginiCapitulo 11 Inspeccion Visual y Otros Metodos NdeJUAN PEREZÎncă nu există evaluări
- Resumen Del Modulo de Inspeccion VisualDocument11 paginiResumen Del Modulo de Inspeccion VisualJaime GiraldoÎncă nu există evaluări
- Calificacion Aws-Acs PDFDocument251 paginiCalificacion Aws-Acs PDFenriqueÎncă nu există evaluări
- Seguridad inspectores soldaduraDocument31 paginiSeguridad inspectores soldaduraJonathan BenavidesÎncă nu există evaluări
- GUIA TECNICA INSPECCION VISUAL SOLDADURASDocument30 paginiGUIA TECNICA INSPECCION VISUAL SOLDADURASGuillermo Vega CrucesÎncă nu există evaluări
- Capitulo 1 IgpDocument16 paginiCapitulo 1 IgpTeddy CaceresÎncă nu există evaluări
- 02 Terminos y Definiciones SoldaduraDocument18 pagini02 Terminos y Definiciones SoldaduraBetsiÎncă nu există evaluări
- Curso Inspeccion Visual de SoldadurasDocument121 paginiCurso Inspeccion Visual de SoldadurascateerpillarÎncă nu există evaluări
- Inspección de SoldaduraDocument11 paginiInspección de SoldaduraAldo LorenzoÎncă nu există evaluări
- Curso de Soldadura 1ADocument100 paginiCurso de Soldadura 1AJhon JunesÎncă nu există evaluări
- Manual Fundamentos TeoricosDocument359 paginiManual Fundamentos Teoricosjoseymonica2010Încă nu există evaluări
- Operaciones de Inspección de SoldaduraDocument3 paginiOperaciones de Inspección de SoldaduraJordany Esequiel Segovia SolanoÎncă nu există evaluări
- Manual Fundamentos TeoricosDocument359 paginiManual Fundamentos TeoricosErick OlavarriaÎncă nu există evaluări
- AWS Inspección PDFDocument366 paginiAWS Inspección PDFNicholas Smith100% (14)
- Inspección de Soldadura y CertificaciónDocument11 paginiInspección de Soldadura y CertificaciónRaron1Încă nu există evaluări
- Modulo10 - Inspeccion Visual I Otros Metodos NDTDocument34 paginiModulo10 - Inspeccion Visual I Otros Metodos NDTArnold Miguel Escorcia CabarcasÎncă nu există evaluări
- Curso AWS PDFDocument367 paginiCurso AWS PDFEdgargarÎncă nu există evaluări
- Introduccion A La Inspección en Juntas SoldadasDocument17 paginiIntroduccion A La Inspección en Juntas SoldadasJoseph Valdez MolinaÎncă nu există evaluări
- Curso para Inspectores de SoldaduraDocument14 paginiCurso para Inspectores de SoldaduraJUAN PEREZÎncă nu există evaluări
- Curso CWI - Inspección y certificación de soldaduraDocument753 paginiCurso CWI - Inspección y certificación de soldaduradiego100% (1)
- Curso para Certificacion de Inspectores de Soldadura PDFDocument753 paginiCurso para Certificacion de Inspectores de Soldadura PDFabraham.rodriguez.cwi246100% (4)
- Parte ADocument12 paginiParte AaliÎncă nu există evaluări
- WIT EspañolDocument280 paginiWIT EspañolCynthia GuerraÎncă nu există evaluări
- Modulo01 - Inspeccion de Soldaduras y CertificacionDocument11 paginiModulo01 - Inspeccion de Soldaduras y Certificacionedu_xto29514Încă nu există evaluări
- Tecnologia en Inspeccion de SoldaduraDocument335 paginiTecnologia en Inspeccion de SoldaduraEdwin100% (5)
- Wa0029 PDFDocument160 paginiWa0029 PDFEdgar González100% (1)
- Curso CWI 1ra ParteDocument155 paginiCurso CWI 1ra ParteElkin DodgeÎncă nu există evaluări
- Anwar YarinDocument16 paginiAnwar YarinJuan EstradaÎncă nu există evaluări
- Inspeccion de SoldaduraDocument191 paginiInspeccion de SoldaduraMonica Ivonne Varela TapiaÎncă nu există evaluări
- Introducción A La InspecciónDocument3 paginiIntroducción A La InspecciónAngel Fernando Bautista BarreraÎncă nu există evaluări
- El Inspector de Soldadura y Sus ResponsabilidadesDocument13 paginiEl Inspector de Soldadura y Sus Responsabilidadescln100% (1)
- Practica N.º 4 Inspección VisualDocument12 paginiPractica N.º 4 Inspección VisualBianka Garcia IbañezÎncă nu există evaluări
- Capítulo 11 - Aplicacion de Estandares de SoldaduraDocument8 paginiCapítulo 11 - Aplicacion de Estandares de SoldaduraRojo FelixÎncă nu există evaluări
- Pag 1 A 51 - 1 A 3-20Document50 paginiPag 1 A 51 - 1 A 3-20Jonathan OlavarriaÎncă nu există evaluări
- Modulo 1 INSPECCION DE SOLDADURA Y CERTIIFCACIONDocument13 paginiModulo 1 INSPECCION DE SOLDADURA Y CERTIIFCACIONEberto RoemroÎncă nu există evaluări
- PREPARACION PARA LA CALIFICACIÓN Y CERTIFICACIÓN COMO CERTIFIED WELDING INSPECTOR (CWI) DE LA AWS (American Welding Society) PDFDocument3 paginiPREPARACION PARA LA CALIFICACIÓN Y CERTIFICACIÓN COMO CERTIFIED WELDING INSPECTOR (CWI) DE LA AWS (American Welding Society) PDFSantiago DuranÎncă nu există evaluări
- Taller Ensayos No Destructivos AlvarezDocument22 paginiTaller Ensayos No Destructivos Alvarezwilialexis771Încă nu există evaluări
- Inspector de soldadura: funciones y requisitosDocument5 paginiInspector de soldadura: funciones y requisitosmario valenzuelaÎncă nu există evaluări
- UF1868 - Operación y supervisión de los equipos de conmutación telefónicaDe la EverandUF1868 - Operación y supervisión de los equipos de conmutación telefónicaÎncă nu există evaluări
- UF1871 - Elaboración de la documentación TécnicaDe la EverandUF1871 - Elaboración de la documentación TécnicaÎncă nu există evaluări
- Montaje de anclajes y subestructura portante para fachadas transventiladas. IEXD0409De la EverandMontaje de anclajes y subestructura portante para fachadas transventiladas. IEXD0409Evaluare: 5 din 5 stele5/5 (1)
- Montaje de redes de distribución de agua. ENAT0108De la EverandMontaje de redes de distribución de agua. ENAT0108Încă nu există evaluări
- Organización y ejecución del montaje de instalaciones frigoríficas. IMAR0108De la EverandOrganización y ejecución del montaje de instalaciones frigoríficas. IMAR0108Încă nu există evaluări
- Montaje de redes de saneamiento. ENAT0108De la EverandMontaje de redes de saneamiento. ENAT0108Încă nu există evaluări
- Organización y ejecución del montaje de instalaciones de climatización y ventilación-extracción. IMAR0208De la EverandOrganización y ejecución del montaje de instalaciones de climatización y ventilación-extracción. IMAR0208Încă nu există evaluări
- Montaje de soportes y ensamblaje de tuberías. FMEC0108De la EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Evaluare: 5 din 5 stele5/5 (1)
- Procesos de corte y preparación de bordes. FMEC0210De la EverandProcesos de corte y preparación de bordes. FMEC0210Încă nu există evaluări
- Operaciones de mecanizado por medios automáticos. FMEE0208De la EverandOperaciones de mecanizado por medios automáticos. FMEE0208Încă nu există evaluări
- Operaciones de tendido y tensado de conductores en redes eléctricas aéreas y subterráneas. ELEE0108De la EverandOperaciones de tendido y tensado de conductores en redes eléctricas aéreas y subterráneas. ELEE0108Încă nu există evaluări
- Corte y mecanizado de tuberías. FMEC0108De la EverandCorte y mecanizado de tuberías. FMEC0108Evaluare: 5 din 5 stele5/5 (3)
- Edicion 177 27 08 12Document6 paginiEdicion 177 27 08 12Miguel CruzÎncă nu există evaluări
- Presentacion NDTDocument112 paginiPresentacion NDTdaburto2Încă nu există evaluări
- ZINC-CLAD-61-BR Zinc Inorgánico - Etil SilicatoDocument3 paginiZINC-CLAD-61-BR Zinc Inorgánico - Etil SilicatoFernandoiÎncă nu există evaluări
- Anexo+4 Medicion+de+espesores+de+tuberias FinalDocument3 paginiAnexo+4 Medicion+de+espesores+de+tuberias FinalJOMAGUESÎncă nu există evaluări
- Imperfecciones Cristalinas PDFDocument16 paginiImperfecciones Cristalinas PDFFernandoiÎncă nu există evaluări
- Ascii Con IntegralDocument7 paginiAscii Con IntegralErix Manz LeÎncă nu există evaluări
- Defectos y ProcesosDocument55 paginiDefectos y ProcesosFernandoiÎncă nu există evaluări
- Tesis. Inspecc. y Evaluacion END Por Método UT en Materiales y Componentes PDFDocument109 paginiTesis. Inspecc. y Evaluacion END Por Método UT en Materiales y Componentes PDFFernandoiÎncă nu există evaluări
- 3 Defectos e ImperfeccionesDocument4 pagini3 Defectos e ImperfeccionesluchopaivaÎncă nu există evaluări
- Detecc. Fallas Superficiales e Internas en Tuberia Alta Presion para Motores Estac. Por Ultrasonido PDFDocument176 paginiDetecc. Fallas Superficiales e Internas en Tuberia Alta Presion para Motores Estac. Por Ultrasonido PDFlovaldes62100% (1)
- Diccionario para IngenierosDocument340 paginiDiccionario para IngenierosARMAJOSE216100% (5)
- Caracterización de la Falla San Ramón mediante tomografía de resistividad eléctricaDocument124 paginiCaracterización de la Falla San Ramón mediante tomografía de resistividad eléctricaFernandoiÎncă nu există evaluări
- DISLOCACIONES DEFECTOS DIFUSIÓN - PDFDocument17 paginiDISLOCACIONES DEFECTOS DIFUSIÓN - PDFEmiro VegaÎncă nu există evaluări
- Materiales Ceramico. Defectos Cristalinos. 2009 PDFDocument28 paginiMateriales Ceramico. Defectos Cristalinos. 2009 PDFFernandoiÎncă nu există evaluări
- Defectos e Imperfecciones Cristalinas 1Document10 paginiDefectos e Imperfecciones Cristalinas 1glovillerÎncă nu există evaluări
- Reseña USD 30Document2 paginiReseña USD 30FernandoiÎncă nu există evaluări
- Curso Redaccion de DocumentosDocument6 paginiCurso Redaccion de DocumentosFernandoiÎncă nu există evaluări
- FO-OB-13 Revestimientos AntiacidosDocument1 paginăFO-OB-13 Revestimientos AntiacidosFernandoiÎncă nu există evaluări
- Ingles Sin Barreras NIVEL BASICODocument32 paginiIngles Sin Barreras NIVEL BASICOOchoa CarlosÎncă nu există evaluări
- Curso de Ingles para Niños - Muzzy DVD 10 (Book Level II - Parte 4) PDFDocument28 paginiCurso de Ingles para Niños - Muzzy DVD 10 (Book Level II - Parte 4) PDFFernandoiÎncă nu există evaluări
- Detecc. Fallas Superficiales e Internas en Tuberia Alta Presion para Motores Estac. Por Ultrasonido PDFDocument176 paginiDetecc. Fallas Superficiales e Internas en Tuberia Alta Presion para Motores Estac. Por Ultrasonido PDFlovaldes62100% (1)
- Ultrasonido IngenieriaDocument508 paginiUltrasonido IngenieriaFernandoiÎncă nu există evaluări
- Calificacion de SoldaduraDocument24 paginiCalificacion de SoldaduraRaul Fernando GalarzaÎncă nu există evaluări
- Apunte Ultrasonido 2012 PDFDocument41 paginiApunte Ultrasonido 2012 PDFNorman ricardoÎncă nu există evaluări
- Carmona - CA - La Radiografía Como Método de - 2013 PDFDocument156 paginiCarmona - CA - La Radiografía Como Método de - 2013 PDFFernandoi100% (1)
- Discontinuidades en Metal Base y SoldaduraDocument26 paginiDiscontinuidades en Metal Base y SoldaduraLeo RíosÎncă nu există evaluări
- Discontinuidades en Metal Base y SoldaduraDocument26 paginiDiscontinuidades en Metal Base y SoldaduraLeo RíosÎncă nu există evaluări
- Practica 1 Tania PortilloDocument11 paginiPractica 1 Tania PortilloTania Karolina PortilloÎncă nu există evaluări
- Transferencia de Calor en Diferentes FormasDocument4 paginiTransferencia de Calor en Diferentes FormasLuisÎncă nu există evaluări
- GasesDocument44 paginiGasesJose Rene Salinas CantonÎncă nu există evaluări
- Balance de materia en operaciones unitariasDocument22 paginiBalance de materia en operaciones unitariasafsasfÎncă nu există evaluări
- Calentadores de Agua de AlimentaciónDocument2 paginiCalentadores de Agua de AlimentaciónJoséÎncă nu există evaluări
- Solubilidad KClO3 temperaturaDocument6 paginiSolubilidad KClO3 temperaturaDavidsantiago Murillo AvilaÎncă nu există evaluări
- Formulario de Física IIDocument1 paginăFormulario de Física IIRamón Marcelo Guzmán DomínguezÎncă nu există evaluări
- Quimicaanaliticabasica ManualbioquimicadiagDocument99 paginiQuimicaanaliticabasica ManualbioquimicadiagAmerica CotaÎncă nu există evaluări
- Informe Curado Del ConcretoDocument16 paginiInforme Curado Del ConcretomilagrosÎncă nu există evaluări
- Mel Condensacion Por Agua y Caldera PDFDocument1 paginăMel Condensacion Por Agua y Caldera PDFcigar100% (1)
- Proyecto Final Jessica HernándezDocument8 paginiProyecto Final Jessica Hernándezyoali2326Încă nu există evaluări
- Resumen Cap 3Document18 paginiResumen Cap 3Luis Enrique GonzálezÎncă nu există evaluări
- Concreto de Baja PermeabilidadDocument5 paginiConcreto de Baja PermeabilidadHeriberto Yau BÎncă nu există evaluări
- Agitación y MezclaDocument29 paginiAgitación y MezclaJanampa Luis0% (1)
- Informe Oscilador Amortiguado. Pendulo de PohlDocument6 paginiInforme Oscilador Amortiguado. Pendulo de PohlHaider Santiago Estrada ÁlvarezÎncă nu există evaluări
- Conductividad Térmica PDFDocument9 paginiConductividad Térmica PDFVibÎncă nu există evaluări
- Laboratorio No. 10 FIELDocument16 paginiLaboratorio No. 10 FIELAlejandro LozanoÎncă nu există evaluări
- MANOMETROS: FÓRMULAS Y EJEMPLOSDocument14 paginiMANOMETROS: FÓRMULAS Y EJEMPLOSAngel Cano SilesÎncă nu există evaluări
- Qué Es La LuzDocument2 paginiQué Es La LuzMar Eventos Lorena MendezÎncă nu există evaluări
- Practica Flujo InternoDocument8 paginiPractica Flujo Internojussie 11Încă nu există evaluări
- Membrana FosfolipidicaDocument5 paginiMembrana FosfolipidicaFernando Plata AlvaradoÎncă nu există evaluări
- Optimización de procesos de ingeniería química: reacciones y reactoresDocument2 paginiOptimización de procesos de ingeniería química: reacciones y reactoresLinaSofiaÎncă nu există evaluări
- CotizacionDocument6 paginiCotizacionThalía Hernández CiezaÎncă nu există evaluări
- TEMA # 1 - Parte 2Document33 paginiTEMA # 1 - Parte 2Juan DavidÎncă nu există evaluări
- CBR en Subrasantes Arenosas y Limo ArcillosasDocument13 paginiCBR en Subrasantes Arenosas y Limo ArcillosasRamiro Bautista Aguirre100% (2)
- Diapositivas Brazo HidraulicoDocument17 paginiDiapositivas Brazo HidraulicoYanella Smith Arevalo Gonzales0% (1)
- TF - Grupo 6Document24 paginiTF - Grupo 6Fabiola Rios RodriguezÎncă nu există evaluări