S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- HysysDocument36 paginiHysysRamiro ArcentalesÎncă nu există evaluări
- Reduce FoulingDocument6 paginiReduce FoulingJeEJyZaÎncă nu există evaluări
- A Practical Guide To Rotary Valves PDFDocument26 paginiA Practical Guide To Rotary Valves PDFjaime001254Încă nu există evaluări
- BR 1899Document20 paginiBR 1899vb_pol@yahooÎncă nu există evaluări
- Full Text 01Document295 paginiFull Text 01JeEJyZaÎncă nu există evaluări
- Advanced Combustion FunacesDocument4 paginiAdvanced Combustion FunacesJeEJyZaÎncă nu există evaluări
- ThesisChapter2Part1A PMMADocument15 paginiThesisChapter2Part1A PMMAJeEJyZaÎncă nu există evaluări
- 07 SekiDocument10 pagini07 SekiJeEJyZaÎncă nu există evaluări
- Thesis Chapter 1Document12 paginiThesis Chapter 1JeEJyZaÎncă nu există evaluări
- Fisher V BallDocument4 paginiFisher V BallJeEJyZaÎncă nu există evaluări
- Grassy Point LNG Terminal Comprehensive Study ReportDocument528 paginiGrassy Point LNG Terminal Comprehensive Study ReportJeEJyZaÎncă nu există evaluări
- Guide For Insepction For Installed Fired HeatersDocument35 paginiGuide For Insepction For Installed Fired HeatersColoLatino100% (7)
- 12 Dust - Explosion - Protection PDFDocument34 pagini12 Dust - Explosion - Protection PDFRafael Rodriguez SÎncă nu există evaluări
- Technical Training ManualDocument225 paginiTechnical Training ManualJeEJyZaÎncă nu există evaluări
- Methyl Methacrylate MSDSDocument81 paginiMethyl Methacrylate MSDSJeEJyZaÎncă nu există evaluări
- Methacrylate Esters Safe Handling Manual (2008Document34 paginiMethacrylate Esters Safe Handling Manual (2008JeEJyZaÎncă nu există evaluări
- Methyl Methacrylate MSDSDocument81 paginiMethyl Methacrylate MSDSJeEJyZaÎncă nu există evaluări
- Coalescer PallDocument16 paginiCoalescer PallJeEJyZaÎncă nu există evaluări
- UOP Advanced Mercury Removal Technologies Tech PaperDocument6 paginiUOP Advanced Mercury Removal Technologies Tech PaperrbajuadiÎncă nu există evaluări
- Polybed PSADocument2 paginiPolybed PSAJeEJyZaÎncă nu există evaluări
- Plant Design Lecture PDFDocument10 paginiPlant Design Lecture PDFmehrdad_k_rÎncă nu există evaluări
- 2006 03 Beacon Thai SDocument1 pagină2006 03 Beacon Thai SJeEJyZaÎncă nu există evaluări
- Donaldson Indust Water Process ChillersDocument6 paginiDonaldson Indust Water Process ChillersJeEJyZaÎncă nu există evaluări
- Stormwater Tanks LowresDocument27 paginiStormwater Tanks LowresGrundfosEgypt50% (2)
- A Practical Guide To Rotary ValvesDocument26 paginiA Practical Guide To Rotary ValvesJeEJyZaÎncă nu există evaluări
- Advance Boiler Control SystemDocument44 paginiAdvance Boiler Control SystemJeEJyZaÎncă nu există evaluări
- Critical Flow Restricting Orifices: D-Zero Engineering Note: 3740.S10-EN-173 C.H. Kurita August 9, 1988Document6 paginiCritical Flow Restricting Orifices: D-Zero Engineering Note: 3740.S10-EN-173 C.H. Kurita August 9, 1988JeEJyZaÎncă nu există evaluări
- AFT CE Gasflow ReprintDocument8 paginiAFT CE Gasflow ReprintNacho.pÎncă nu există evaluări
- Pressure Drop Calculation FactDocument6 paginiPressure Drop Calculation FactadehriyaÎncă nu există evaluări
- 11 5 Temperature and Pressure 4th EdDocument18 pagini11 5 Temperature and Pressure 4th Edapi-267245178Încă nu există evaluări
- Air Cooler LeafletDocument2 paginiAir Cooler LeafletSaad zubayr MÎncă nu există evaluări
- 24th Annual International Pittsburgh Coal 2007 WixDocument10 pagini24th Annual International Pittsburgh Coal 2007 WixAmauche OgeÎncă nu există evaluări
- Test Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankDocument9 paginiTest Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankNail BaskoÎncă nu există evaluări
- Understanding ThermodynamicsDocument4 paginiUnderstanding Thermodynamicscory kurdapyaÎncă nu există evaluări
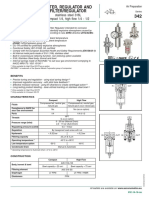
- Numatics Series 342Document6 paginiNumatics Series 342Jebran FarazÎncă nu există evaluări
- CV - Alok Singh - Tech HSE & Loss Prevention Engineer (May-2018)Document5 paginiCV - Alok Singh - Tech HSE & Loss Prevention Engineer (May-2018)toalok4723Încă nu există evaluări
- Wind Energy - University QuesDocument2 paginiWind Energy - University QuesKsn Hari100% (2)
- Esite Bauer Poseidon Edition VE 300 850 Hengitysilmakompressori enDocument4 paginiEsite Bauer Poseidon Edition VE 300 850 Hengitysilmakompressori enrolandoÎncă nu există evaluări
- PPTs ON BONTON CABLESDocument10 paginiPPTs ON BONTON CABLESShaishav Anand100% (1)
- Connection TableDocument10 paginiConnection TableBepdjÎncă nu există evaluări
- Nikunj Sir FinalDocument32 paginiNikunj Sir FinalSakthi MuruganÎncă nu există evaluări
- 3512TA - 1000kVA - LV - Spec Sheet PDFDocument5 pagini3512TA - 1000kVA - LV - Spec Sheet PDFavinash_1229Încă nu există evaluări
- Wiring Diagram FH, NH: GroupDocument110 paginiWiring Diagram FH, NH: GroupStefan AslamÎncă nu există evaluări
- Elective 4 Module1Document27 paginiElective 4 Module1kentong compraÎncă nu există evaluări
- Valve Material ApplicationDocument16 paginiValve Material Applicationehab8320014413100% (1)
- 908 PM Expertise and Equipment Contribute To CHP Success at Sodra Cell VaroDocument2 pagini908 PM Expertise and Equipment Contribute To CHP Success at Sodra Cell Varoshashikanth79Încă nu există evaluări
- Unit 1Document36 paginiUnit 1MonishÎncă nu există evaluări
- Ptmail - m1021 - Ss - Ev Ultimate Market Intelligence ReportDocument23 paginiPtmail - m1021 - Ss - Ev Ultimate Market Intelligence ReportPIYUSH GOPALÎncă nu există evaluări
- Gas Chromatograph OptimizationDocument18 paginiGas Chromatograph OptimizationUmair KazmiÎncă nu există evaluări
- Fupact ISFL SeccionadorDocument1 paginăFupact ISFL SeccionadormmÎncă nu există evaluări
- Using Breakover Devices in Triac and SCR Gate Control CircuitsDocument37 paginiUsing Breakover Devices in Triac and SCR Gate Control CircuitsAnnalyn Duculan SoriaÎncă nu există evaluări
- Technical Assistance Consultant's Report: Energy Storage Option For Accelerating Renewable Energy PenetrationDocument364 paginiTechnical Assistance Consultant's Report: Energy Storage Option For Accelerating Renewable Energy PenetrationAlezsander RguezArÎncă nu există evaluări
- EXPANSION VALVES SERIES DOCUMENT (THERMOSTATIC & CONSTANT PRESSUREDocument44 paginiEXPANSION VALVES SERIES DOCUMENT (THERMOSTATIC & CONSTANT PRESSURESite EngineeringtiaÎncă nu există evaluări
- 39CQ Iom 06302014Document20 pagini39CQ Iom 06302014Non Etabas GadnatamÎncă nu există evaluări
- Dolphin by EnOcean enDocument16 paginiDolphin by EnOcean en刘嘉伟Încă nu există evaluări
- Solar Refrigerator SpecsDocument4 paginiSolar Refrigerator SpecsFaisal Bin FaheemÎncă nu există evaluări
- Brakes & Clutches: Formulas and Applications for Friction DevicesDocument16 paginiBrakes & Clutches: Formulas and Applications for Friction DevicesNeil RubsÎncă nu există evaluări
- Spe 21970 MSDocument13 paginiSpe 21970 MSasu jaranÎncă nu există evaluări