S-ar putea să vă placă și
- Operator Manual TOP PUNCH 2006 ENG Vers A PDFDocument41 paginiOperator Manual TOP PUNCH 2006 ENG Vers A PDFkokyawzaw67% (3)
- Hydraulic Guillotine Shear Operating InstructionsDocument66 paginiHydraulic Guillotine Shear Operating InstructionsCarlos Acosta100% (1)
- 1 - Ad-R Series - User ManualDocument76 pagini1 - Ad-R Series - User Manualaldariz201181100% (1)
- Operation & Programming Manual: P - S e R I e S P - 1 2 1 2 P - 1 2 2 5Document111 paginiOperation & Programming Manual: P - S e R I e S P - 1 2 1 2 P - 1 2 2 5M Serv67% (3)
- SB 48 BenderDocument57 paginiSB 48 BenderLeonard0% (1)
- vmc8501020 NCDocument153 paginivmc8501020 NCNarendra Yadav100% (2)
- Manual Micro DNC 2dDocument31 paginiManual Micro DNC 2dDiego GarciaÎncă nu există evaluări
- Argo 42Document61 paginiArgo 42Marcio Emerson100% (1)
- Skin Packaging Machine: Manual InstructionDocument13 paginiSkin Packaging Machine: Manual Instructionrahul chandranÎncă nu există evaluări
- Machine Manual MTX-ZX-BX ENG - Vers CDocument52 paginiMachine Manual MTX-ZX-BX ENG - Vers CNenad Pavlović100% (1)
- E10 User Manual PDFDocument30 paginiE10 User Manual PDFRodrygo Bortotti100% (1)
- Z50Document16 paginiZ50NaJa Suaisa-adÎncă nu există evaluări
- Operating Manual: 48V 48V Apc 60-CNC 100-CNC 160-CNCDocument48 paginiOperating Manual: 48V 48V Apc 60-CNC 100-CNC 160-CNCNica BogdanÎncă nu există evaluări
- Ipcas Usb-Floppy-Emulator-V2-And-Slimline-Manual - v1.4Document21 paginiIpcas Usb-Floppy-Emulator-V2-And-Slimline-Manual - v1.4Ramon PazÎncă nu există evaluări
- V-20i Machine Instruction ManualDocument70 paginiV-20i Machine Instruction ManualsunhuynhÎncă nu există evaluări
- Mesin Report SEM 2Document17 paginiMesin Report SEM 2Fiqri Ash RuleÎncă nu există evaluări
- Advanced: CATIA V5 WorkbookDocument44 paginiAdvanced: CATIA V5 Workbookemiliyonk100% (1)
- HUANANZHI X79 2.49-User's ManualDocument8 paginiHUANANZHI X79 2.49-User's ManualErisson MarquesÎncă nu există evaluări
- A Project Report On LenovoDocument30 paginiA Project Report On Lenovokkrish44056% (9)
- CSM MAXI CompressorDocument8 paginiCSM MAXI Compressorandy131078Încă nu există evaluări
- 2 - Press Brake Greasing and Maintenance Information PDFDocument13 pagini2 - Press Brake Greasing and Maintenance Information PDFsciuc100% (1)
- HPE 3048 840D Manual in English) 3Document272 paginiHPE 3048 840D Manual in English) 3Ronaldo ToledoÎncă nu există evaluări
- 1 - Ad-R Series - User ManualDocument79 pagini1 - Ad-R Series - User Manualنعيم سلمان100% (1)
- HNC-8 User Manual-Milling System (Operation) PDFDocument144 paginiHNC-8 User Manual-Milling System (Operation) PDFbhlebarovÎncă nu există evaluări
- BNP B3937Document295 paginiBNP B3937TuanÎncă nu există evaluări
- Manual Sierra Durma DCB-S 560Document101 paginiManual Sierra Durma DCB-S 560Dawitt BadilloÎncă nu există evaluări
- Diagrama de Guiillotina DurmaDocument18 paginiDiagrama de Guiillotina DurmaJoel VegaÎncă nu există evaluări
- LINEAR SERVO MDS-B Series SPECIFICATIONS AND INSTRUCTION MANDocument188 paginiLINEAR SERVO MDS-B Series SPECIFICATIONS AND INSTRUCTION MANEdimilson RodriguesÎncă nu există evaluări
- Plasma 120 SDocument36 paginiPlasma 120 SRade RadojkovicÎncă nu există evaluări
- SF-H25G Plasma Height ControlDocument23 paginiSF-H25G Plasma Height ControlgabrielÎncă nu există evaluări
- STHL Crane STDocument2 paginiSTHL Crane STimtiyazÎncă nu există evaluări
- Chiler CWFL-800 1000 1500 User Manual 17612Document28 paginiChiler CWFL-800 1000 1500 User Manual 17612Nguyen Van HoiÎncă nu există evaluări
- User Manual: GSK Da98A Full Digital AC Servo SystemDocument66 paginiUser Manual: GSK Da98A Full Digital AC Servo Systemchidambaram kasiÎncă nu există evaluări
- 2 - Press Brake Greasing and Maintenance InformationDocument93 pagini2 - Press Brake Greasing and Maintenance Informationsciuc0% (1)
- Fan Uc Manuals 1793Document93 paginiFan Uc Manuals 1793Erik Hernandez100% (1)
- Manual PlegadoraDocument37 paginiManual PlegadoraTony Marasca100% (1)
- DR Setting The Absolute OffsetDocument8 paginiDR Setting The Absolute OffsettitohemanÎncă nu există evaluări
- Basic Turret Press Set Up TrainingDocument29 paginiBasic Turret Press Set Up TrainingBobfarabaughjr100% (2)
- Durma Laser User Interface GuideDocument30 paginiDurma Laser User Interface Guidesciuc0% (1)
- Refrentador de Caras - Bb5000Document4 paginiRefrentador de Caras - Bb5000Marco BacianÎncă nu există evaluări
- B-63835en 03 070816Document722 paginiB-63835en 03 070816jutek2Încă nu există evaluări
- 5 - Manual Software DuplomaticDocument53 pagini5 - Manual Software DuplomaticLuiz Gustavo Pastrello100% (1)
- AMADA EM2510 With AMNC-F User Pre-Installation Guide ManualDocument28 paginiAMADA EM2510 With AMNC-F User Pre-Installation Guide ManualParvezÎncă nu există evaluări
- Service and Diagnostics 611ADocument11 paginiService and Diagnostics 611ARubens MartinsÎncă nu există evaluări
- Ad-R Series User ManualDocument76 paginiAd-R Series User Manualzivkovic brankoÎncă nu există evaluări
- Industrial Monitor ConverterDocument9 paginiIndustrial Monitor ConverterHoangvinh DuongÎncă nu există evaluări
- Manual Cizalla Durma SB 3006Document100 paginiManual Cizalla Durma SB 3006almas100% (1)
- FANUC 16,18 IPA Parameter ManualDocument76 paginiFANUC 16,18 IPA Parameter ManualJohan SneiderÎncă nu există evaluări
- GTXPRESS CNC Lathe Electrical Ladder DiagramDocument202 paginiGTXPRESS CNC Lathe Electrical Ladder DiagramLam PhamÎncă nu există evaluări
- MAZAK Centro Torneamento QT Compact - 99J195716E0se-1606Document12 paginiMAZAK Centro Torneamento QT Compact - 99J195716E0se-1606lcmengeÎncă nu există evaluări
- Mead Engineering 6mm PTO Valve (WWW - Mead.co - Uk)Document2 paginiMead Engineering 6mm PTO Valve (WWW - Mead.co - Uk)Mead Engineering Services LtdÎncă nu există evaluări
- CNC Laser Machine Amnc F Alarm ListsDocument44 paginiCNC Laser Machine Amnc F Alarm ListsmehrdadgeminiÎncă nu există evaluări
- VLT AQUA Drive FC 202 Operating Guide MG80H102Document206 paginiVLT AQUA Drive FC 202 Operating Guide MG80H102Jhuno Silva PaulaÎncă nu există evaluări
- 2361Document103 pagini2361Alen AnušićÎncă nu există evaluări
- EL5 User ManualDocument83 paginiEL5 User ManualKhadirin ChayoÎncă nu există evaluări
- T4900 T41200 Dryer Manual Contents Safety InstructionsDocument28 paginiT4900 T41200 Dryer Manual Contents Safety InstructionsGrover CondoriÎncă nu există evaluări
- Trubend 3000 Operator ManualDocument216 paginiTrubend 3000 Operator Manualcoronaqc100% (1)
- User'S Manual: For Lathe SystemDocument510 paginiUser'S Manual: For Lathe SystemMuhammet MuhammetÎncă nu există evaluări
- 3897d - en - DIGIDRIVE SK - Getting Started GuideDocument50 pagini3897d - en - DIGIDRIVE SK - Getting Started GuideBruno Rocha100% (1)
- PVR 6Document4 paginiPVR 6Juanfra CanchumaniÎncă nu există evaluări
- Pneumatic Gap Frame Single Point Press JH21-125, 160 TDocument14 paginiPneumatic Gap Frame Single Point Press JH21-125, 160 TNaukowyDrpÎncă nu există evaluări
- BA - KPB 45 - 131150 - EngDocument41 paginiBA - KPB 45 - 131150 - EngGCÎncă nu există evaluări
- Crs623w User ManualDocument51 paginiCrs623w User ManualAdriano HableÎncă nu există evaluări
- Yuni SDocument1 paginăYuni SMinh LamÎncă nu există evaluări
- Launch Creader 3001 User'S ManualDocument16 paginiLaunch Creader 3001 User'S ManualMuhammad AslamÎncă nu există evaluări
- 25 Marking Form Tien CNCDocument11 pagini25 Marking Form Tien CNCMinh LamÎncă nu există evaluări
- Chedocat Giacongcokhi HongocdaoDocument134 paginiChedocat Giacongcokhi HongocdaoMinh LamÎncă nu există evaluări
- 3 RecessedDocument11 pagini3 RecessedĐặng ThươngÎncă nu există evaluări
- Dfss Del Futuro Kiemele PresentacionDocument39 paginiDfss Del Futuro Kiemele PresentacionmigvargasnajarÎncă nu există evaluări
- CNC ExercisesDocument51 paginiCNC ExercisesMinh Lam100% (10)
- eBridgeII FirmwareUpdateInstructions Sys 340 PDFDocument10 paginieBridgeII FirmwareUpdateInstructions Sys 340 PDFNguyễn ThụyÎncă nu există evaluări
- Identify Input DevicesDocument13 paginiIdentify Input DevicesThea PinesÎncă nu există evaluări
- 2D51 2006Document55 pagini2D51 2006Andi RikoÎncă nu există evaluări
- OLEDDocument29 paginiOLEDSomnath KhamaruÎncă nu există evaluări
- Revit Server 2012Document15 paginiRevit Server 2012mymikeymikesÎncă nu există evaluări
- NetBackup Upgrade Guide 7.5Document38 paginiNetBackup Upgrade Guide 7.5brainzatÎncă nu există evaluări
- 6ra24 Manual UsaDocument406 pagini6ra24 Manual UsaBernd ReuterÎncă nu există evaluări
- VsamDocument11 paginiVsamsatsriniÎncă nu există evaluări
- Multimedia System (New Additional) Amar PanchalDocument35 paginiMultimedia System (New Additional) Amar Panchalnishit91Încă nu există evaluări
- Trouble Shooting Pompa DosingDocument64 paginiTrouble Shooting Pompa DosingsunanÎncă nu există evaluări
- Greenspace Gen4 Ss PDFDocument4 paginiGreenspace Gen4 Ss PDFRiza SativaÎncă nu există evaluări
- μEZ™ Overview The Rapid Development Platform: μEZ™ is a registered trademark of Future Designs, IncDocument32 paginiμEZ™ Overview The Rapid Development Platform: μEZ™ is a registered trademark of Future Designs, IncKonstantin TsipkoÎncă nu există evaluări
- SAP 2-Tier Vs 3-Tier Comparison Nov13Document39 paginiSAP 2-Tier Vs 3-Tier Comparison Nov13Alvaro OlmosÎncă nu există evaluări
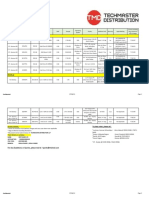
- TMD HP Commercial July 2021 Pricelist 06072021Document2 paginiTMD HP Commercial July 2021 Pricelist 06072021rajnish guptaÎncă nu există evaluări
- AQUAS Lite v1 0 2 ManualDocument6 paginiAQUAS Lite v1 0 2 ManualWashington QuevedoÎncă nu există evaluări
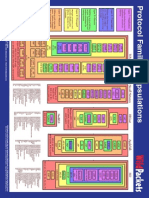
- Protocol EncapsulationDocument1 paginăProtocol EncapsulationPratik P PatelÎncă nu există evaluări
- ASUS G2P Chapter 05-V1 1Document48 paginiASUS G2P Chapter 05-V1 1YuliaKovalchukÎncă nu există evaluări
- Smart Dustbin System Using IotDocument48 paginiSmart Dustbin System Using Iotsamruddhi100% (1)
- IBMFICONDocument526 paginiIBMFICONKarthik MaruthanayagamÎncă nu există evaluări
- Memories NotesDocument52 paginiMemories NotesDetroitÎncă nu există evaluări
- Telemecanique Type XPS-AFDocument24 paginiTelemecanique Type XPS-AFHenrique Ribeiro OliveiraÎncă nu există evaluări
- Raymarine 2012 UK CatalogDocument112 paginiRaymarine 2012 UK CatalogcardeicipriÎncă nu există evaluări
- EC 2354 VLSI Design PDFDocument144 paginiEC 2354 VLSI Design PDFAbd Arief KhanÎncă nu există evaluări
- EE251 Note 10 - Computer Solution of Shunt FaultsDocument66 paginiEE251 Note 10 - Computer Solution of Shunt Faults0dz012Încă nu există evaluări
- HP Proliant Ml110 G6 Server: Installation SheetDocument2 paginiHP Proliant Ml110 G6 Server: Installation Sheethangtuah79Încă nu există evaluări
- Unleash Your Gaming Potential with a Mid-Range Custom PC BuildDocument116 paginiUnleash Your Gaming Potential with a Mid-Range Custom PC BuildM Ramadhan Noor AzharÎncă nu există evaluări
- CSS10 Week6Document16 paginiCSS10 Week6Jevan Hope BaltazarÎncă nu există evaluări
- Gigabyte Ga-H61m-S1 Rev. 2.1 SCHDocument29 paginiGigabyte Ga-H61m-S1 Rev. 2.1 SCHMa PontesÎncă nu există evaluări