S-ar putea să vă placă și
- Sistema MRP, JIT, Kanban, Calidad y ERP OdooDocument3 paginiSistema MRP, JIT, Kanban, Calidad y ERP OdooJhon FloresÎncă nu există evaluări
- Cálculo de capacidad, utilización y eficiencia en plantas productivasDocument3 paginiCálculo de capacidad, utilización y eficiencia en plantas productivasSAMUEL MORALESÎncă nu există evaluări
- Sistema Q de inventario para compañía con costos de pedido y mantenimientoDocument2 paginiSistema Q de inventario para compañía con costos de pedido y mantenimientoDiego Ulises Rodriguez AlvarezÎncă nu există evaluări
- Modelos de colas de espera para sistemas de servicioDocument11 paginiModelos de colas de espera para sistemas de servicioJose Armando SaenzÎncă nu există evaluări
- Unidad 5 Contabilidad de CostosDocument6 paginiUnidad 5 Contabilidad de CostosMatthew CalderonÎncă nu există evaluări
- Plan MRP ensamble A empresa IMECDocument7 paginiPlan MRP ensamble A empresa IMECAsesor PubÎncă nu există evaluări
- Ejercicios Actividad 2Document2 paginiEjercicios Actividad 2Antoniof Galaviz0% (1)
- Herramientas estadísticas para MPT: Lluvia de ideas, diagrama de Ishikawa, diagrama de Pareto, CPM y diagrama de GanttDocument26 paginiHerramientas estadísticas para MPT: Lluvia de ideas, diagrama de Ishikawa, diagrama de Pareto, CPM y diagrama de GanttCarlos GarciaÎncă nu există evaluări
- Diagrama MatricialDocument6 paginiDiagrama Matricialapi-246859154100% (1)
- 1.8 Cuadro Comparativo Herramientas EqDocument7 pagini1.8 Cuadro Comparativo Herramientas EqTOÑO GONZALEZÎncă nu există evaluări
- Costos conjuntos y subproductosDocument20 paginiCostos conjuntos y subproductosArath SobrevillaÎncă nu există evaluări
- Balance de Linea ElementalDocument52 paginiBalance de Linea ElementalAnonymous 1AJFO9Încă nu există evaluări
- Tarea 2Document12 paginiTarea 2DIEGO GAEL CUEVAS MORALESÎncă nu există evaluări
- 5.3población Infinita Un Servidor, Cola Infinita.Document7 pagini5.3población Infinita Un Servidor, Cola Infinita.mayteÎncă nu există evaluări
- Aplicación de Los Datos Estándar Estudio Del TrabajoDocument6 paginiAplicación de Los Datos Estándar Estudio Del TrabajoJorge Del AngelÎncă nu există evaluări
- Lineas Deespera. IODocument32 paginiLineas Deespera. IOerickabc92Încă nu există evaluări
- Efectos de Los Modelos de DepreciacionDocument3 paginiEfectos de Los Modelos de DepreciacionKarla VelázquezÎncă nu există evaluări
- Preservacion ProgresivaDocument3 paginiPreservacion ProgresivaLuis Daniel RodríguezÎncă nu există evaluări
- Ejercicios de balance de línea de ensamblaje y eficiencia productivaDocument2 paginiEjercicios de balance de línea de ensamblaje y eficiencia productivaJonathan PeñaÎncă nu există evaluări
- 1a Evaluación de Ergonomia - Pedraza Bautista Luis DiegoDocument7 pagini1a Evaluación de Ergonomia - Pedraza Bautista Luis Diegoluis pedraza100% (1)
- Exposicion (Ejercicio Mil - STD 105DDocument4 paginiExposicion (Ejercicio Mil - STD 105DYobana VasquezÎncă nu există evaluări
- Etapa 4 Simulación ValdezLeandro CamposEvelyn GasparOtnielDocument21 paginiEtapa 4 Simulación ValdezLeandro CamposEvelyn GasparOtnielEvelyn CamposÎncă nu există evaluări
- Costos Silla ErgonomicaDocument1 paginăCostos Silla ErgonomicaKevin Alexis Munoz PinillaÎncă nu există evaluări
- Actividad 1 U2 PDFDocument15 paginiActividad 1 U2 PDFAbraham GonzalezÎncă nu există evaluări
- Deber 1 Inv - Juan RamirezDocument2 paginiDeber 1 Inv - Juan RamirezJuan David RamírezÎncă nu există evaluări
- Informe Aviones de Papel V1Document25 paginiInforme Aviones de Papel V1patricio141414Încă nu există evaluări
- Características MIL-STD-105E ISO2859-1 muestreo aceptación atributos NCADocument5 paginiCaracterísticas MIL-STD-105E ISO2859-1 muestreo aceptación atributos NCAchanjoseÎncă nu există evaluări
- Administracion Del Mantenimiento Unidad PDFDocument116 paginiAdministracion Del Mantenimiento Unidad PDFJaime Gerhad Zúñiga BarreraÎncă nu există evaluări
- B) Realizar Un Cuadro Sinóptico de Las Reglas de Acotación para La Representación GráficaDocument1 paginăB) Realizar Un Cuadro Sinóptico de Las Reglas de Acotación para La Representación GráficaAlejandro ArvizuÎncă nu există evaluări
- Datos Estandares en Operaciones MaquinadoDocument6 paginiDatos Estandares en Operaciones MaquinadoangelnfÎncă nu există evaluări
- Practica01 Diseno de InstalacionesDocument7 paginiPractica01 Diseno de InstalacionesRoberto Emmanuel AlvarezÎncă nu există evaluări
- Ensayo Iso 28000 David Martinez LopezDocument1 paginăEnsayo Iso 28000 David Martinez LopezDAVID MARTINEZ LOPEZÎncă nu există evaluări
- Programación de producción y asignación de personalDocument83 paginiProgramación de producción y asignación de personalLEDESMADANIEL620% (1)
- Administracion de Operaciones I Problemas Unidad 4Document21 paginiAdministracion de Operaciones I Problemas Unidad 4Ivan MarÎncă nu există evaluări
- Problemas 40,41,42Document7 paginiProblemas 40,41,42ninoshkaÎncă nu există evaluări
- Problemas U3 Tiempo de Agotamiento de PrácticaDocument4 paginiProblemas U3 Tiempo de Agotamiento de PrácticaNohemi RodriguezÎncă nu există evaluări
- Muestreo trabajo análisisDocument22 paginiMuestreo trabajo análisiscecilia cruz cruzÎncă nu există evaluări
- Graficas de Control Por AtributoDocument37 paginiGraficas de Control Por Atributopa0l0Încă nu există evaluări
- Plan de Muestreo de Aceptación Por AtributosDocument7 paginiPlan de Muestreo de Aceptación Por AtributosSerch XpÎncă nu există evaluări
- Metodo CameronDocument3 paginiMetodo Cameroncarlos gÎncă nu există evaluări
- Diagramas TortilleriaDocument5 paginiDiagramas TortilleriaJorge Lopez DominguezÎncă nu există evaluări
- Unidad 5 Lineas de EsperaDocument18 paginiUnidad 5 Lineas de EsperaSalvador Ramirez AyalaÎncă nu există evaluări
- Planta 12Document1 paginăPlanta 12ANDRES FELIPE PARRA VIVASÎncă nu există evaluări
- Indicadores Linea de Acción Productividad Operativa Camara de ComercioDocument4 paginiIndicadores Linea de Acción Productividad Operativa Camara de ComercioRicardo ChegwinÎncă nu există evaluări
- Programación maestra para la fabricación de palos de golfDocument4 paginiProgramación maestra para la fabricación de palos de golfIchigo Shiba KurosakiÎncă nu există evaluări
- Menor Es Mejor 1Document20 paginiMenor Es Mejor 1Mario HernandezÎncă nu există evaluări
- Ejemplo Aplicación ABCDocument6 paginiEjemplo Aplicación ABCAle HopÎncă nu există evaluări
- Mapa Mental Creacion de Una Celda de ManufacturaDocument1 paginăMapa Mental Creacion de Una Celda de ManufacturaCarlos Lévano ValerioÎncă nu există evaluări
- IO2Document16 paginiIO2Emmanuel García Amador0% (1)
- 4.4 Elementos Del Sistema JitDocument9 pagini4.4 Elementos Del Sistema JitJosesiio ValdeezÎncă nu există evaluări
- Capacidad Diseñada y NominalDocument5 paginiCapacidad Diseñada y NominalRachel CastelÎncă nu există evaluări
- Metodo CorelapDocument15 paginiMetodo CorelapJuan GHÎncă nu există evaluări
- Metodo de Kilbridge y WesternDocument15 paginiMetodo de Kilbridge y WesternLuis Medina0% (1)
- Diseño de displays auditivos y visuales para guiar la navegación aéreaDocument13 paginiDiseño de displays auditivos y visuales para guiar la navegación aéreaJuan Jaime Delgado0% (1)
- Balance en LíneaDocument14 paginiBalance en LíneamariaÎncă nu există evaluări
- Ejercicios Balance de LíneaDocument14 paginiEjercicios Balance de LíneaFrank Huamani SullaÎncă nu există evaluări
- Balance de LíneaDocument9 paginiBalance de LíneaJair Espino AlcarrazaÎncă nu există evaluări
- Lab 8 Balance de LineaDocument6 paginiLab 8 Balance de LineaHenrry Gonzales Manuel0% (1)
- Balanceo líneas ensamble optimiza producciónDocument7 paginiBalanceo líneas ensamble optimiza producciónFreddy SolísÎncă nu există evaluări
- Informe Final Balanceo de LineaDocument31 paginiInforme Final Balanceo de LineaErika AriasÎncă nu există evaluări
- Ficha para AtletismoDocument1 paginăFicha para AtletismoLuis Miguel MaytaÎncă nu există evaluări
- Solicitud Clausula CancelacionDocument1 paginăSolicitud Clausula CancelacionDORALISAÎncă nu există evaluări
- Cálculo en Una VariableDocument25 paginiCálculo en Una VariableLuis Miguel MaytaÎncă nu există evaluări
- Se Hacen TipeosDocument1 paginăSe Hacen TipeosLuis Miguel MaytaÎncă nu există evaluări
- Cancer A La SangreDocument3 paginiCancer A La SangreLuis Miguel MaytaÎncă nu există evaluări
- PROVERBIOSDocument2 paginiPROVERBIOSLuis Miguel MaytaÎncă nu există evaluări
- Practica 001 ModeloDocument1 paginăPractica 001 ModeloFelipe Rene AucailleÎncă nu există evaluări
- Practica #7Document1 paginăPractica #7Luis Miguel MaytaÎncă nu există evaluări
- CafeDocument1 paginăCafeLuis Miguel MaytaÎncă nu există evaluări
- Ejercicio Paso A Paso Unidad 16 Tablas DinamicasDocument4 paginiEjercicio Paso A Paso Unidad 16 Tablas DinamicasJuan Camilo MillánÎncă nu există evaluări
- C Oooook, JKÑJKDocument1 paginăC Oooook, JKÑJKLuis Miguel MaytaÎncă nu există evaluări
- Nuevo Documento de Microsoft WordDocument1 paginăNuevo Documento de Microsoft WordLuis Miguel MaytaÎncă nu există evaluări
- Caso PrácticoDocument4 paginiCaso PrácticoLuis Miguel MaytaÎncă nu există evaluări
- Nuevo Documento de Microsoft WordDocument1 paginăNuevo Documento de Microsoft WordLuis Miguel MaytaÎncă nu există evaluări
- Un Modelo Carta de SolicitudDocument2 paginiUn Modelo Carta de SolicitudLuis Miguel MaytaÎncă nu există evaluări
- Preguntas Nesecidad de Abordar InformacionDocument6 paginiPreguntas Nesecidad de Abordar InformacionLuis Miguel MaytaÎncă nu există evaluări
- Ciro Castillo RojoDocument1 paginăCiro Castillo RojoLuis Miguel MaytaÎncă nu există evaluări
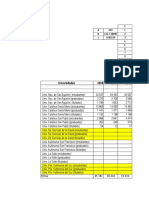
- Univerrsidades IneiDocument4 paginiUniverrsidades IneiLuis Miguel MaytaÎncă nu există evaluări
- Cl1 - Gestion Del Talento Humano en Las OrganizacioneseessDocument23 paginiCl1 - Gestion Del Talento Humano en Las OrganizacioneseessLuis Miguel MaytaÎncă nu există evaluări
- 2ejercicio ClaseDocument6 pagini2ejercicio ClaseLuis Miguel MaytaÎncă nu există evaluări
- Lea Libros, AudkkDocument2 paginiLea Libros, AudkkLuis Miguel MaytaÎncă nu există evaluări
- Diagrama de Flujo 5PDocument1 paginăDiagrama de Flujo 5PLuis Miguel MaytaÎncă nu există evaluări
- Caso Bohem 3ro AdmDocument2 paginiCaso Bohem 3ro AdmLuis Miguel MaytaÎncă nu există evaluări
- cl1 1 SALARIODocument44 paginicl1 1 SALARIOLuis Miguel MaytaÎncă nu există evaluări
- Ficha de Informacion Vinculados 2016Document8 paginiFicha de Informacion Vinculados 2016Luis Miguel MaytaÎncă nu există evaluări
- Instrucciones AlamoDocument1 paginăInstrucciones AlamoLuis Miguel MaytaÎncă nu există evaluări
- 1195 tObBbIZ9 PlantilladeclaraciónDocument1 pagină1195 tObBbIZ9 PlantilladeclaraciónAnonymous nhMc6kÎncă nu există evaluări
- cl1 1 SALARIODocument44 paginicl1 1 SALARIOLuis Miguel MaytaÎncă nu există evaluări
- 009 Daily ActivitiesDocument13 pagini009 Daily ActivitiesJavier LoyerÎncă nu există evaluări
- Litte Red Riding HoodDocument6 paginiLitte Red Riding Hoodrebka181Încă nu există evaluări
- EXPORTACIONES E IMPORTACIONES DE TUMBES MiluDocument16 paginiEXPORTACIONES E IMPORTACIONES DE TUMBES MiluMaria RodriguezÎncă nu există evaluări
- Dua Pautas Cuadro SintesisDocument10 paginiDua Pautas Cuadro SintesisTanya Alvarado OyarzoÎncă nu există evaluări
- Pensamiento Político Del RenacimientoDocument6 paginiPensamiento Político Del Renacimientojamder GonzalezÎncă nu există evaluări
- Practica de Laboratorio 4Document10 paginiPractica de Laboratorio 4elmeraqpÎncă nu există evaluări
- Características Primera RepúblicaDocument6 paginiCaracterísticas Primera RepúblicaGabriela Jonaily Urdaneta Quijada100% (2)
- ANALISIS DE LA PELICULA HUELEPEGA-LEY DE LA CALLE Por Caonabo ValdezDocument16 paginiANALISIS DE LA PELICULA HUELEPEGA-LEY DE LA CALLE Por Caonabo ValdezCaonabo Valdez100% (2)
- Prueba Enlace 2008Document5 paginiPrueba Enlace 2008joevazÎncă nu există evaluări
- Diseños en Ingeniería Electrónica para tratamientos médicosDocument7 paginiDiseños en Ingeniería Electrónica para tratamientos médicosCarmarx Vicente Rojas BahamonÎncă nu există evaluări
- Clase 5 Desarrollo de La Acuicultura en El PeruDocument21 paginiClase 5 Desarrollo de La Acuicultura en El PeruVillamar Guillermo OskarÎncă nu există evaluări
- Organizador - Analisis ClinicoDocument5 paginiOrganizador - Analisis ClinicoKaren RivasplataÎncă nu există evaluări
- Plan Paadrino Axp MesanDocument45 paginiPlan Paadrino Axp Mesanbreiner pachecoÎncă nu există evaluări
- Defectos en La ColadaDocument3 paginiDefectos en La ColadaRomario Pauccara SÎncă nu există evaluări
- Guía 2 Los Elementos de La ComunicaciónDocument8 paginiGuía 2 Los Elementos de La ComunicaciónCarolinaAngelesLealÎncă nu există evaluări
- Silabo de Codigo CivilDocument6 paginiSilabo de Codigo CivilSegundo Ulises Calderón ChambiÎncă nu există evaluări
- Consejo de Estado Revoca Condena Contra La Nación Por Atentado en El Club El NogalDocument43 paginiConsejo de Estado Revoca Condena Contra La Nación Por Atentado en El Club El NogalRafael Pérez-BecerraÎncă nu există evaluări
- Figuras Literarias 1 MedioDocument2 paginiFiguras Literarias 1 MedioDaniela GVÎncă nu există evaluări
- La Investigacion Como Proceso de Intervencion SocialDocument5 paginiLa Investigacion Como Proceso de Intervencion SocialjosezawadskyÎncă nu există evaluări
- Por Instagram Todos Los DiasDocument15 paginiPor Instagram Todos Los DiasCeleste JuárezÎncă nu există evaluări
- Ponencia 2022Document35 paginiPonencia 2022erika montoyaÎncă nu există evaluări
- Aportes de Mardones A La Sociología de La ReligiónDocument2 paginiAportes de Mardones A La Sociología de La ReligiónjaimeÎncă nu există evaluări
- Vicios de La VoluntadDocument20 paginiVicios de La Voluntadvictorascue0% (1)
- Cuadro Comparativo NT atDocument3 paginiCuadro Comparativo NT atAbigailTejedaÎncă nu există evaluări
- Gtic U2 A2 CymvDocument5 paginiGtic U2 A2 Cymvcynthiamva100% (2)
- Comparativo Instituciones Nacionales de La Evaluación y Certificación de Calidad Educativa.Document12 paginiComparativo Instituciones Nacionales de La Evaluación y Certificación de Calidad Educativa.Gaby VBÎncă nu există evaluări
- TR1 Huancas MantnimientoDocument14 paginiTR1 Huancas Mantnimientokevin anderson esquen cercadoÎncă nu există evaluări
- Bases Legales de La Seguridad en VenezuelaDocument3 paginiBases Legales de La Seguridad en Venezuelaleonardo80% (5)
- Práctica-Deformación de Un ResorteDocument5 paginiPráctica-Deformación de Un ResorteEstrada Chavez MauricioÎncă nu există evaluări
- Tema 2Document25 paginiTema 2carlos pachecoÎncă nu există evaluări
- Solicitud A La Supersalud para Intervención Del FHUM FinalDocument8 paginiSolicitud A La Supersalud para Intervención Del FHUM FinalLIBERTAD DIARIOÎncă nu există evaluări
- Guias de Laboratorio de Circuitos Eléctricos I UnificadasDocument33 paginiGuias de Laboratorio de Circuitos Eléctricos I UnificadasIsmael JaramilloÎncă nu există evaluări