S-ar putea să vă placă și
- SAP S/4HANA Retail: Processes, Functions, CustomisingDe la EverandSAP S/4HANA Retail: Processes, Functions, CustomisingEvaluare: 5 din 5 stele5/5 (1)
- AC Training Book - 2019.08.07Document99 paginiAC Training Book - 2019.08.07Hetang Pandya100% (1)
- Extended Safety Stock Planning in Capable-To-Match (CTM)Document12 paginiExtended Safety Stock Planning in Capable-To-Match (CTM)Luciano GonzalezÎncă nu există evaluări
- Apo-Ppds Cookbook - 2Document40 paginiApo-Ppds Cookbook - 2Rajanish MaddesiyaÎncă nu există evaluări
- Implementing Integrated Business Planning: A Guide Exemplified With Process Context and SAP IBP Use CasesDe la EverandImplementing Integrated Business Planning: A Guide Exemplified With Process Context and SAP IBP Use CasesÎncă nu există evaluări
- Two-Tier ERP Strategy A Clear and Concise ReferenceDe la EverandTwo-Tier ERP Strategy A Clear and Concise ReferenceÎncă nu există evaluări
- Sap PP Integration FlowDocument2 paginiSap PP Integration Flowaunhavc0% (1)
- Configure IntercompanyDocument6 paginiConfigure IntercompanyaunhavcÎncă nu există evaluări
- EIL Underground StoragesDocument12 paginiEIL Underground StoragesanandelectricalsÎncă nu există evaluări
- Yamaha CLP 170 Service ManualDocument122 paginiYamaha CLP 170 Service ManualicaroheartÎncă nu există evaluări
- SAP PPPI Process Industry Master Recipe SettingDocument9 paginiSAP PPPI Process Industry Master Recipe SettingPradyot Kumar BhowmikÎncă nu există evaluări
- Can MRP Be Carried Out For One Particular Level of A BomDocument10 paginiCan MRP Be Carried Out For One Particular Level of A BomVipul ShuklaÎncă nu există evaluări
- SAP APO DP Interview Questions by NKDDocument7 paginiSAP APO DP Interview Questions by NKDnileshÎncă nu există evaluări
- APO SNP - Administrative Data - 01Document13 paginiAPO SNP - Administrative Data - 01Mayank AgrawalÎncă nu există evaluări
- Production Planning (PP/DS) and Global Available-to-Promise (Global ATP) in SAP Advanced Planning and Optimization 7.0Document1 paginăProduction Planning (PP/DS) and Global Available-to-Promise (Global ATP) in SAP Advanced Planning and Optimization 7.0karamananÎncă nu există evaluări
- How To TECO Process Order With PI Sheets in SAPDocument3 paginiHow To TECO Process Order With PI Sheets in SAPKRISHNAÎncă nu există evaluări
- Sap Apo: Global ATP Production Planing & Detailed SchedulingDocument22 paginiSap Apo: Global ATP Production Planing & Detailed SchedulingMeÎncă nu există evaluări
- APO DP Characteristics-Based ForecastigDocument18 paginiAPO DP Characteristics-Based Forecastigsrinivas0212Încă nu există evaluări
- Determination of The Order PriorityDocument2 paginiDetermination of The Order PriorityvikashdhimanÎncă nu există evaluări
- Apo Sapapo - Curto Simu Id Display Pds JPNDocument12 paginiApo Sapapo - Curto Simu Id Display Pds JPNnguyencaohuyÎncă nu există evaluări
- Customer: Goals Set by You: 1Document5 paginiCustomer: Goals Set by You: 1Nelson Karunakar DarlaÎncă nu există evaluări
- APO Technical InformationDocument12 paginiAPO Technical InformationNilesh Panchal100% (1)
- C Tscm42 05 DetailDocument2 paginiC Tscm42 05 Detail邵駿宇Încă nu există evaluări
- PPDS For Process IndustryDocument6 paginiPPDS For Process IndustryVinay KumarÎncă nu există evaluări
- C TSCM42 65 Sample QuestionsDocument4 paginiC TSCM42 65 Sample QuestionsnpalemÎncă nu există evaluări
- Managing Supply Chain RiskDocument8 paginiManaging Supply Chain Riskwasim786nasirÎncă nu există evaluări
- Batch Classification DocumentDocument22 paginiBatch Classification DocumentRaj ReddyÎncă nu există evaluări
- SAP APO Create Planning Area and Planning BookDocument8 paginiSAP APO Create Planning Area and Planning BookEsti Esti CÎncă nu există evaluări
- PP/DS Optimizer: PPDS Optimizer Used To Create An Optimized Production Schedule in Respect To Setup Times, Delays and Total Lead TimeDocument1 paginăPP/DS Optimizer: PPDS Optimizer Used To Create An Optimized Production Schedule in Respect To Setup Times, Delays and Total Lead TimetitanantonyÎncă nu există evaluări
- SAP For DiaryDocument31 paginiSAP For DiaryPavan Kumar ChÎncă nu există evaluări
- GATPDocument29 paginiGATPSanjiv KumarÎncă nu există evaluări
- PP GL E-Glossary For PPDocument19 paginiPP GL E-Glossary For PPsatyajitsadekar123Încă nu există evaluări
- Capable To Promise and Capacity ReservationDocument17 paginiCapable To Promise and Capacity Reservationshivanesh kumarÎncă nu există evaluări
- Sap PP Interview QuestionDocument55 paginiSap PP Interview QuestionkumarÎncă nu există evaluări
- Apo-Ppds Cookbook - 4Document40 paginiApo-Ppds Cookbook - 4Rajanish MaddesiyaÎncă nu există evaluări
- CIF Monitoring Guideline V3Document48 paginiCIF Monitoring Guideline V3giampiero_gallarateÎncă nu există evaluări
- Apo CTPDocument4 paginiApo CTPAnkush Agrawal100% (1)
- DP BOM ProcessDocument21 paginiDP BOM ProcessSundaran Nair100% (1)
- Cif Post ProcessingDocument10 paginiCif Post ProcessingdiptirakaÎncă nu există evaluări
- Quality Certificate - Goods ReceiptDocument5 paginiQuality Certificate - Goods Receiptbcg_503Încă nu există evaluări
- #1 Service Desk Software: What Is SAP Production PlanningDocument3 pagini#1 Service Desk Software: What Is SAP Production PlanningAnonymous IpnRP293100% (1)
- Multilevel ATP Check: PurposeDocument11 paginiMultilevel ATP Check: PurposeAnanth ChandrasekharanÎncă nu există evaluări
- 02 - Constraint Solving With Advanced Variant ConfigurationDocument35 pagini02 - Constraint Solving With Advanced Variant ConfigurationShailesh MahajanÎncă nu există evaluări
- Step by Step Approach For Configuration of Warehouse ManagementDocument5 paginiStep by Step Approach For Configuration of Warehouse Managementolivier larocheÎncă nu există evaluări
- Tips and Tricks ForDocument59 paginiTips and Tricks Forsmiks100% (1)
- Apo - Expert CVDocument10 paginiApo - Expert CVvijay_apoÎncă nu există evaluări
- 45 Important SAP PP Interview Questions Answers Set 1 - CareersLiteDocument34 pagini45 Important SAP PP Interview Questions Answers Set 1 - CareersLiterushikeshdeokar155Încă nu există evaluări
- Learn C - TSCM 42 - 65Document4 paginiLearn C - TSCM 42 - 65Wisnu AjiÎncă nu există evaluări
- LSMW IntroductionDocument37 paginiLSMW IntroductionAlina AlexÎncă nu există evaluări
- S4220 (Sap S/4hana 1909)Document2 paginiS4220 (Sap S/4hana 1909)Tanmoy KarmakarÎncă nu există evaluări
- Variant Configfor A BOMDocument14 paginiVariant Configfor A BOMGurram VenkateswarluÎncă nu există evaluări
- LiveCache Start and StopDocument10 paginiLiveCache Start and StopalamitabÎncă nu există evaluări
- LO935 Flexible Planning: Release 640 04/06/2006Document220 paginiLO935 Flexible Planning: Release 640 04/06/2006KRISHNAÎncă nu există evaluări
- Sap Tips and TricksDocument4 paginiSap Tips and TricksPraveen Gupta100% (1)
- 100 Most Important SAP PP Interview QuestionsDocument5 pagini100 Most Important SAP PP Interview QuestionsBhasker ECÎncă nu există evaluări
- First Steps in Sap Production Processes PPDocument6 paginiFirst Steps in Sap Production Processes PPMichael Platt OlabodeÎncă nu există evaluări
- MPN ConfigDocument17 paginiMPN Configrajesh dashÎncă nu există evaluări
- Overhead Cost Planning Using Costing SheetDocument15 paginiOverhead Cost Planning Using Costing SheetBalanathan Virupasan100% (1)
- SAP NetWeaver Portal A Clear and Concise ReferenceDe la EverandSAP NetWeaver Portal A Clear and Concise ReferenceÎncă nu există evaluări
- Data Migration and Consolidation A Complete GuideDe la EverandData Migration and Consolidation A Complete GuideÎncă nu există evaluări
- Biz Dashboard: Mock UpDocument17 paginiBiz Dashboard: Mock UpaunhavcÎncă nu există evaluări
- StoDocument4 paginiStoaunhavcÎncă nu există evaluări
- Material Requirements Planning (MRP) Process in SAP Business OneDocument33 paginiMaterial Requirements Planning (MRP) Process in SAP Business OneaunhavcÎncă nu există evaluări
- Team Work's Principle: Factors That PromoteDocument1 paginăTeam Work's Principle: Factors That PromoteaunhavcÎncă nu există evaluări
- From-Checklist INET LogDocument6 paginiFrom-Checklist INET LogaunhavcÎncă nu există evaluări
- FM-BJC-03 BJC User Request Form - Choke - 3Document2 paginiFM-BJC-03 BJC User Request Form - Choke - 3aunhavcÎncă nu există evaluări
- Leading Style vs. Client Style: Chokchai ADocument5 paginiLeading Style vs. Client Style: Chokchai AaunhavcÎncă nu există evaluări
- Introduction To HANA: Core TeamDocument31 paginiIntroduction To HANA: Core TeamaunhavcÎncă nu există evaluări
- UAT Ret2VendorDocument6 paginiUAT Ret2VendoraunhavcÎncă nu există evaluări
- SAP Fiori - ArchitectureDocument4 paginiSAP Fiori - ArchitectureaunhavcÎncă nu există evaluări
- Program Interface SAP and MFGDocument4 paginiProgram Interface SAP and MFGaunhavcÎncă nu există evaluări
- MF50 SapDocument4 paginiMF50 SapaunhavcÎncă nu există evaluări
- SAP Fiori ArchitectureDocument4 paginiSAP Fiori ArchitectureaunhavcÎncă nu există evaluări
- Production Planning Process FlowDocument3 paginiProduction Planning Process Flowrvnd_kkÎncă nu există evaluări
- Issue With Stock CardDocument1 paginăIssue With Stock CardaunhavcÎncă nu există evaluări
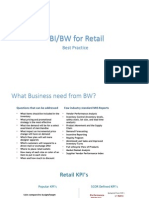
- BI4Retail Best PracticeDocument16 paginiBI4Retail Best PracticeaunhavcÎncă nu există evaluări
- Origami Japanese Paper-FoldingDocument98 paginiOrigami Japanese Paper-FoldingaunhavcÎncă nu există evaluări
- Batch DeterminationDocument4 paginiBatch Determinationaunhavc100% (1)
- HXI Maintenance ManualDocument118 paginiHXI Maintenance ManualFrancisco Wilton bezerraÎncă nu există evaluări
- Midea Air Cooled Chillers and Fan Coil Units 2016 CatalogueDocument37 paginiMidea Air Cooled Chillers and Fan Coil Units 2016 CatalogueOlefile Mark MolokoÎncă nu există evaluări
- Power Consumption Table For RRUDocument3 paginiPower Consumption Table For RRUsidney TeahÎncă nu există evaluări
- Engineering ProfessionDocument26 paginiEngineering ProfessionTyn MaturanÎncă nu există evaluări
- 2020 Fully-Auto Nucleic Acid Extraction Instrument Price List V1.0Document1 pagină2020 Fully-Auto Nucleic Acid Extraction Instrument Price List V1.0Dwomoh SarpongÎncă nu există evaluări
- C++ Programming: From Problem Analysis To Program DesignDocument46 paginiC++ Programming: From Problem Analysis To Program DesignNishantha Pushpa KumaraÎncă nu există evaluări
- Hua Chi QuanDocument1 paginăHua Chi QuanHứa Chí QuânÎncă nu există evaluări
- 2021 All JCs Prelim Paper 1Document4 pagini2021 All JCs Prelim Paper 1qiyunÎncă nu există evaluări
- JitDocument15 paginiJitRedoanRiyadhÎncă nu există evaluări
- Symbol Table Symbol Table:: Possible Implementations TechniquesDocument7 paginiSymbol Table Symbol Table:: Possible Implementations TechniquesMilad AkbariÎncă nu există evaluări
- 900169-001-Ovation 1 Quick Start Guide-Rev00 PDFDocument12 pagini900169-001-Ovation 1 Quick Start Guide-Rev00 PDFNorlan JoinerÎncă nu există evaluări
- Date Subject Unit Topic Name: Overview of SQL InjectionDocument4 paginiDate Subject Unit Topic Name: Overview of SQL InjectionKshitija KulkarniÎncă nu există evaluări
- Graduate Aptitude Test in EngineeringDocument48 paginiGraduate Aptitude Test in Engineeringsomsubhra_1988Încă nu există evaluări
- DOS CommandsDocument12 paginiDOS Commandsmanisha mudgalÎncă nu există evaluări
- UNIT-1 Basic Elements of AutomationDocument18 paginiUNIT-1 Basic Elements of AutomationSudhanshu PatelÎncă nu există evaluări
- Transportation SystemDocument6 paginiTransportation SystemMawi CrovempireÎncă nu există evaluări
- Modo Servicio Bizhub C250 y C252Document5 paginiModo Servicio Bizhub C250 y C252Miki Perez WarÎncă nu există evaluări
- Media and Information Literacy: Quarter 4 - Lesson 3: Massive Open Online CourseDocument9 paginiMedia and Information Literacy: Quarter 4 - Lesson 3: Massive Open Online CourseCatherine BotardoÎncă nu există evaluări
- Optoma Pico PK320 DLP Portable ProjectorDocument4 paginiOptoma Pico PK320 DLP Portable ProjectorWebAntics.com Online Shopping StoreÎncă nu există evaluări
- FABM1 Exercise Workbook For StudentDocument69 paginiFABM1 Exercise Workbook For StudentCarel AgustinÎncă nu există evaluări
- The Implementation of Disney Using The ITIL ToolDocument8 paginiThe Implementation of Disney Using The ITIL Tooliness bslimaneÎncă nu există evaluări
- News From Vietnam Chemical DatabaseDocument3 paginiNews From Vietnam Chemical DatabasequýÎncă nu există evaluări
- WebDocument72 paginiWebRakesh GunduÎncă nu există evaluări
- Ltn156at24 W01 PDFDocument33 paginiLtn156at24 W01 PDFspider. methanolÎncă nu există evaluări
- KS0077 (78,79) Super Learning Kit For ArduinoDocument315 paginiKS0077 (78,79) Super Learning Kit For ArduinoАнтон ПыхаловÎncă nu există evaluări
- RTN CommissioningDocument38 paginiRTN CommissioningAbu-Abdullah Sameer100% (2)
- Codex Wave Table Synth Crackedl PDFDocument3 paginiCodex Wave Table Synth Crackedl PDFMattÎncă nu există evaluări