S-ar putea să vă placă și
- Rta 15Document7 paginiRta 15George DomusciuÎncă nu există evaluări
- Service Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94Document9 paginiService Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94zbkt07Încă nu există evaluări
- General Information: Wärtsilä 2-Stroke RT-119Document11 paginiGeneral Information: Wärtsilä 2-Stroke RT-119Raul DiazÎncă nu există evaluări
- Improve Fuel Nozzle TipsDocument5 paginiImprove Fuel Nozzle TipsAlexis Barnabás Collins100% (1)
- 2.wartsila - Rail Valve LeakageDocument15 pagini2.wartsila - Rail Valve LeakageSmithmykÎncă nu există evaluări
- RT-161 A1 PDFDocument8 paginiRT-161 A1 PDFRaul Diaz100% (1)
- Wartsila O E RT Flex48T D MIM Part 2.Document247 paginiWartsila O E RT Flex48T D MIM Part 2.Uhrin ImreÎncă nu există evaluări
- Piston Assembly Instruction For Watsila 20 Engines - 20-09-2012Document2 paginiPiston Assembly Instruction For Watsila 20 Engines - 20-09-2012NorelkysbucanÎncă nu există evaluări
- S80 MCCDocument236 paginiS80 MCCAnonymous 8rb48tZS100% (1)
- ICU Onboard Repair Kits for Wärtsilä 2-Stroke RT-flex EnginesDocument7 paginiICU Onboard Repair Kits for Wärtsilä 2-Stroke RT-flex EnginesKr Manu100% (2)
- Connecting Rod: Ident No.: 0741673-1Document15 paginiConnecting Rod: Ident No.: 0741673-1Şansal DikmenerÎncă nu există evaluări
- Pci 389Document2 paginiPci 389ZitaPÎncă nu există evaluări
- Maintaining Micro Pilot InjectorsDocument40 paginiMaintaining Micro Pilot InjectorsPeteÎncă nu există evaluări
- Internal IM PAAE044210-11Document496 paginiInternal IM PAAE044210-11Julia KusovaÎncă nu există evaluări
- Rta 70Document6 paginiRta 70George Domusciu100% (1)
- RT 137A2 Issue2Document7 paginiRT 137A2 Issue2G_ARVALIS8470Încă nu există evaluări
- RT Flex 05Document12 paginiRT Flex 05George Domusciu100% (1)
- Ue60ls IiDocument5 paginiUe60ls IiHaziq IsmailÎncă nu există evaluări
- Checking and adjusting fuel injection pumps on Sulzer ZA 40S enginesDocument7 paginiChecking and adjusting fuel injection pumps on Sulzer ZA 40S enginesarness22100% (1)
- B1 OperatingInstructionsDocument294 paginiB1 OperatingInstructionscengiz kutukcu100% (4)
- RT 133 PDFDocument6 paginiRT 133 PDFRaul DiazÎncă nu există evaluări
- MM - Rta48t 2008 10Document458 paginiMM - Rta48t 2008 10Евгений СавченкоÎncă nu există evaluări
- Wartsila 50 DFDocument96 paginiWartsila 50 DFimant197812gmail.comÎncă nu există evaluări
- RT 110 Issue2Document30 paginiRT 110 Issue2papaki2100% (1)
- MAN Diesel and Turbo SL2014-571 PDFDocument20 paginiMAN Diesel and Turbo SL2014-571 PDFparamjyot_sabharwal0% (1)
- 3210Q011 - Cylinder Liner Maintenance - ExternalDocument6 pagini3210Q011 - Cylinder Liner Maintenance - Externaloska150Încă nu există evaluări
- IM PAAE044212 13 InternalDocument496 paginiIM PAAE044212 13 InternalJulia KusovaÎncă nu există evaluări
- Wartsila O E RT Flex68 D MIM Part 2.Document331 paginiWartsila O E RT Flex68 D MIM Part 2.Uhrin Imre100% (2)
- Iston With Undulated Piston Crown: Lmbo QFKD Fkpqor'qflkDocument2 paginiIston With Undulated Piston Crown: Lmbo QFKD Fkpqor'qflkRonald Bienemi Paez100% (2)
- Cylinder LubricationDocument8 paginiCylinder LubricationVinay Kumar Neelam100% (1)
- UG-25 Plus FlyerDocument4 paginiUG-25 Plus FlyerJoonki Yun100% (1)
- G90me-C10 5Document618 paginiG90me-C10 5GeorgeÎncă nu există evaluări
- Service Bulletin WCH Rt-82 Issue2Document20 paginiService Bulletin WCH Rt-82 Issue2aleventÎncă nu există evaluări
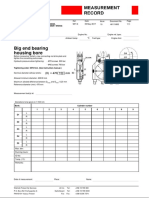
- Big End Bearing Housing Bore (Records)Document1 paginăBig End Bearing Housing Bore (Records)Jose MarcialÎncă nu există evaluări
- Technical Bulletin: RT-82 Wärtsilä 2-StrokeDocument23 paginiTechnical Bulletin: RT-82 Wärtsilä 2-StrokeRaul DiazÎncă nu există evaluări
- Adjusting The Camshaft: Tion" in Chapter "Lower Valve Drive"Document25 paginiAdjusting The Camshaft: Tion" in Chapter "Lower Valve Drive"JavierÎncă nu există evaluări
- Pci 344Document2 paginiPci 344Андрей АндреевÎncă nu există evaluări
- I-19 Instruction For Replac of ICU Fuel Valve AssemblyDocument15 paginiI-19 Instruction For Replac of ICU Fuel Valve Assemblyposeidon100% (3)
- 2004 Wartsila RT Flex DescDocument15 pagini2004 Wartsila RT Flex Desckarloneilz100% (1)
- Om Wingd Rt-Flex50dfDocument610 paginiOm Wingd Rt-Flex50dfПавел ГалущенкоÎncă nu există evaluări
- MAN SL2017-654 - JNN (2017.11) - Crankshaft Torsional Vibration DamperDocument1 paginăMAN SL2017-654 - JNN (2017.11) - Crankshaft Torsional Vibration DamperGrandpa100% (1)
- MAN Service Experience 2012Document32 paginiMAN Service Experience 2012Sylvek91Încă nu există evaluări
- BookDocument28 paginiBookFebrian Wardoyo100% (1)
- S46MC-C Project Guide: Engine Specs and PerformanceDocument240 paginiS46MC-C Project Guide: Engine Specs and PerformanceAnonymous 8rb48tZSÎncă nu există evaluări
- Man BWDocument24 paginiMan BWDhanie KhruxzÎncă nu există evaluări
- RT Flex 11 PDFDocument4 paginiRT Flex 11 PDFMarijaŽaperÎncă nu există evaluări
- Project Guide C25 33 Propulsion EnginesDocument138 paginiProject Guide C25 33 Propulsion EnginesJose RamonÎncă nu există evaluări
- Rta 54 PDFDocument8 paginiRta 54 PDFAnonymous d00A9zetÎncă nu există evaluări
- W38B New Bolts For Charge Air CoolerDocument3 paginiW38B New Bolts For Charge Air CoolerD.PoljachihinÎncă nu există evaluări
- Cam Effects - Wartsila PDFDocument6 paginiCam Effects - Wartsila PDFimed100% (2)
- ABB Turbocharging TPS - . - F32 - A New Series of Small Turbochargers For Higher Pressure RatiosDocument2 paginiABB Turbocharging TPS - . - F32 - A New Series of Small Turbochargers For Higher Pressure RatiosTibor AngeloÎncă nu există evaluări
- Slide Type Fuel Valves PDFDocument5 paginiSlide Type Fuel Valves PDFThusith AlexanderÎncă nu există evaluări
- Man B&W k90mcc6Document375 paginiMan B&W k90mcc6avm4343100% (2)
- Wartsila Slow SteamingDocument6 paginiWartsila Slow SteamingNapoleon MpÎncă nu există evaluări
- 701Document35 pagini701tmtt44100% (1)
- RT-113 Sulphur Dependent Cyl Oil Feed RateDocument14 paginiRT-113 Sulphur Dependent Cyl Oil Feed RatePipis FakidomitisÎncă nu există evaluări
- I-26 ICU Onboard Repair Kit Fuel Quantity Piston Kit and Fuel Quantity Sensor KitDocument11 paginiI-26 ICU Onboard Repair Kit Fuel Quantity Piston Kit and Fuel Quantity Sensor KitposeidonÎncă nu există evaluări
- Manual de Partes Miller W-46Document491 paginiManual de Partes Miller W-46Romeo Vijil100% (1)
- 14cyl For RTA96CDocument2 pagini14cyl For RTA96Cmarko4096Încă nu există evaluări
- Common Rail Fuel Injection Technology in Diesel EnginesDe la EverandCommon Rail Fuel Injection Technology in Diesel EnginesÎncă nu există evaluări
- Lightforce Has Arrived: Lightforce Durability and Power, Now Available in A Compact Utility LightDocument2 paginiLightforce Has Arrived: Lightforce Durability and Power, Now Available in A Compact Utility LightChristopher GarciaÎncă nu există evaluări
- Custom structural beams fabricationDocument9 paginiCustom structural beams fabricationChristopher GarciaÎncă nu există evaluări
- 1083fm PDFDocument46 pagini1083fm PDFMohamed NaserÎncă nu există evaluări
- Kenwood TM-271A E Instructions ManualDocument80 paginiKenwood TM-271A E Instructions ManualYayok S. AnggoroÎncă nu există evaluări
- Polishing English PDFDocument16 paginiPolishing English PDFHemanth RajuÎncă nu există evaluări
- The Construction of A Simple But Mechanically Perfect Watch - Moritz GrossmanDocument50 paginiThe Construction of A Simple But Mechanically Perfect Watch - Moritz GrossmanGabrielBarile100% (3)
- 1984 Surf Roughness PGDocument8 pagini1984 Surf Roughness PGHussn YazdanÎncă nu există evaluări
- Solutions Intelligent Maintenance SystemsDocument40 paginiSolutions Intelligent Maintenance SystemsChristopher GarciaÎncă nu există evaluări
- 12062011ferment & Distill 11 PDFDocument15 pagini12062011ferment & Distill 11 PDFChristopher GarciaÎncă nu există evaluări
- MFPT 59 Acceleration Measurements Session 4-19-05 - CompDocument142 paginiMFPT 59 Acceleration Measurements Session 4-19-05 - CompProphx BliziceÎncă nu există evaluări
- Vibration Terminology PDFDocument20 paginiVibration Terminology PDFChristopher GarciaÎncă nu există evaluări
- PHD Pajaczkowski Piotr PDFDocument162 paginiPHD Pajaczkowski Piotr PDFChristopher GarciaÎncă nu există evaluări
- DytranCatalog2011 LowResolutionDocument172 paginiDytranCatalog2011 LowResolutionChristopher GarciaÎncă nu există evaluări
- Avic-Hd3: This Product Conforms To New Cord ColoursDocument30 paginiAvic-Hd3: This Product Conforms To New Cord ColoursChristopher GarciaÎncă nu există evaluări
- Smootharc MMA 130 Operating ManualDocument36 paginiSmootharc MMA 130 Operating ManualChristopher GarciaÎncă nu există evaluări
- Bearings: Thrust and JournalDocument51 paginiBearings: Thrust and JournalHamad KhaledÎncă nu există evaluări
- New PDFDocument12 paginiNew PDFChristopher GarciaÎncă nu există evaluări
- Din 1302 SupplementDocument2 paginiDin 1302 SupplementRodrigo García Cruz100% (1)
- Energies 10 00329 v2Document12 paginiEnergies 10 00329 v2Christopher GarciaÎncă nu există evaluări
- 896 1886Document7 pagini896 1886Christopher GarciaÎncă nu există evaluări
- Digital Temperature Controller User's GuideDocument4 paginiDigital Temperature Controller User's GuideChristopher GarciaÎncă nu există evaluări
- AN011 Basics of Structural Testing Analysis PDFDocument16 paginiAN011 Basics of Structural Testing Analysis PDFdejavu_45Încă nu există evaluări
- Surface RoughnessDocument9 paginiSurface RoughnessKarthick DuraiÎncă nu există evaluări
- Reading Strength PDFDocument1 paginăReading Strength PDFChristopher GarciaÎncă nu există evaluări
- Resolving Intermittent Vibration Spikes on Steam TurbinesDocument18 paginiResolving Intermittent Vibration Spikes on Steam TurbinesChristopher Garcia100% (1)
- Avic-Hd3: This Product Conforms To New Cord ColoursDocument30 paginiAvic-Hd3: This Product Conforms To New Cord ColoursChristopher GarciaÎncă nu există evaluări
- Orbit AnalysisDocument5 paginiOrbit AnalysisMaurizio Sciancalepore0% (1)
- 17670Document3 pagini17670Christopher GarciaÎncă nu există evaluări
- 18.environmental Impact AssessementDocument401 pagini18.environmental Impact AssessementChristopher Garcia100% (1)
- G2 Vibration Spectrum: 2x Dominantmayhinttomisalignment, However Timewaveform BelowindicatesunbalancesymptomDocument3 paginiG2 Vibration Spectrum: 2x Dominantmayhinttomisalignment, However Timewaveform BelowindicatesunbalancesymptomChristopher GarciaÎncă nu există evaluări
- Sustainable Performance in The Construction Industry: CEMEX STUDY 18/5/10 14:34 Page 1Document4 paginiSustainable Performance in The Construction Industry: CEMEX STUDY 18/5/10 14:34 Page 1Nikhil SatavÎncă nu există evaluări
- Ploughshare Mixer Mixema Intense en PDFDocument5 paginiPloughshare Mixer Mixema Intense en PDFEMAAustriaÎncă nu există evaluări
- Introduction To Design of Steel Strucutres: Lecturer: Mark Christian D. Esguerra, MSCE-SE CandidateDocument20 paginiIntroduction To Design of Steel Strucutres: Lecturer: Mark Christian D. Esguerra, MSCE-SE CandidateMark Christian EsguerraÎncă nu există evaluări
- RedValve - Mixing in Storage TanksDocument49 paginiRedValve - Mixing in Storage TanksRWBalmeloÎncă nu există evaluări
- Raceways, Boxes and FittingsDocument10 paginiRaceways, Boxes and FittingssallammohamedÎncă nu există evaluări
- Krytox Chemical StabilityDocument2 paginiKrytox Chemical StabilityMichael PimentelÎncă nu există evaluări
- Use of Waste Material in ConcreteDocument56 paginiUse of Waste Material in Concretemanoj588Încă nu există evaluări
- CBSE Sample Paper Class 8 Science SA1 Set 2: General InstructionsDocument4 paginiCBSE Sample Paper Class 8 Science SA1 Set 2: General InstructionsVijayalakshmi SenthilÎncă nu există evaluări
- Elaborate Report Field Testing Pit Emptying BlantyreDocument69 paginiElaborate Report Field Testing Pit Emptying BlantyreAlphonsius WongÎncă nu există evaluări
- Machine Tools Design and Numerical Control by M. K. Mehta PDFDocument560 paginiMachine Tools Design and Numerical Control by M. K. Mehta PDFPranav Thorat100% (3)
- Production of Wire Via Friction Extrusion of Aluminum Alloy Machining ChipsDocument7 paginiProduction of Wire Via Friction Extrusion of Aluminum Alloy Machining ChipsMartin DuarteÎncă nu există evaluări
- Maintenance ProblemDocument19 paginiMaintenance Problembgs_ndrtÎncă nu există evaluări
- WASHER-DRYER INSTRUCTIONSDocument12 paginiWASHER-DRYER INSTRUCTIONSmitkopip979250% (2)
- Scotgrip® Anti-Slip Stairways Safegrip®Document2 paginiScotgrip® Anti-Slip Stairways Safegrip®scotgripÎncă nu există evaluări
- Engineering Disasters - Alexander L. KiellandDocument8 paginiEngineering Disasters - Alexander L. KiellandAnonymous ka2kX4jNÎncă nu există evaluări
- STRING WOUND CPPW Cartridge ContinentalDocument1 paginăSTRING WOUND CPPW Cartridge ContinentalIndoarthawa FilterÎncă nu există evaluări
- Functional Range Synchronising Relay: UN1, FN2, SY1, SY/SPDocument12 paginiFunctional Range Synchronising Relay: UN1, FN2, SY1, SY/SPLeon WilliamsÎncă nu există evaluări
- Design of Flexible PavementDocument8 paginiDesign of Flexible PavementyashirupÎncă nu există evaluări
- Bulk BOQUpload TemplateDocument12 paginiBulk BOQUpload TemplatemargamvivekkumarÎncă nu există evaluări
- IGM No. 204 Container DetailsDocument16 paginiIGM No. 204 Container DetailsMuhammad Shahzad100% (1)
- IO - 20190107 - ABB MV Switchgear 36kV - Installation and Operating Instructions - V20 - ENDocument24 paginiIO - 20190107 - ABB MV Switchgear 36kV - Installation and Operating Instructions - V20 - ENFranco MolinaÎncă nu există evaluări
- A1AC Boundary Sample CastingDocument4 paginiA1AC Boundary Sample CastingShiva SrtÎncă nu există evaluări
- Bs 7671 2001Document6 paginiBs 7671 2001jelenapopovic81100% (2)
- Coatings Non-ITAR Product and Specification GuideDocument16 paginiCoatings Non-ITAR Product and Specification GuideCarlos Alberto Rozo R.Încă nu există evaluări
- TG-500M CRANE SPECIFICATIONSDocument16 paginiTG-500M CRANE SPECIFICATIONSnamduong368Încă nu există evaluări
- Lead Acid Battery WWW - HiokiDocument23 paginiLead Acid Battery WWW - HiokiMuhammad AhsenÎncă nu există evaluări
- 1.2 Structure and PropertiesDocument15 pagini1.2 Structure and PropertiesLuisa Fernanda Sanchez ZambranoÎncă nu există evaluări
- C87600 Copper Silicon: Brass & Bronze AlloysDocument1 paginăC87600 Copper Silicon: Brass & Bronze AlloysDeepak KumarÎncă nu există evaluări
- Polycoat Rbe PDFDocument2 paginiPolycoat Rbe PDFAmer GonzalesÎncă nu există evaluări