S-ar putea să vă placă și
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants. Le guide complet de la Fusion 360 d'Autodesk !De la EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants. Le guide complet de la Fusion 360 d'Autodesk !Încă nu există evaluări
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesDe la EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesÎncă nu există evaluări
- Chapitre 3 Programmation Iso PDFDocument17 paginiChapitre 3 Programmation Iso PDFMohamedAyoub0% (1)
- Omocn MTP06 PDFDocument90 paginiOmocn MTP06 PDFBadr HadriÎncă nu există evaluări
- Chapitre 6 Technique Sous Programmes Cycles Fraisage Siemens 840dDocument15 paginiChapitre 6 Technique Sous Programmes Cycles Fraisage Siemens 840dKhalid TamiÎncă nu există evaluări
- 11 Langage ISO, ProgrammationDocument15 pagini11 Langage ISO, ProgrammationKld MntÎncă nu există evaluări
- M13 - Programmation, Réglage Et Conduite Des MOCN Version 2Document44 paginiM13 - Programmation, Réglage Et Conduite Des MOCN Version 2shi_salbe_1583880% (5)
- Codeti 2010 Div 2 - SommaireDocument18 paginiCodeti 2010 Div 2 - SommaireDhia EddineÎncă nu există evaluări
- Le Soudage Sous Flux en PoudreDocument26 paginiLe Soudage Sous Flux en Poudrelaurent daniel professeur33% (3)
- Normes Et Reglements Installation Eclairage PublicDocument2 paginiNormes Et Reglements Installation Eclairage PublicELMSSALI100% (1)
- Tp1 Fao FraisageDocument32 paginiTp1 Fao Fraisagemaraghni_hassine7592Încă nu există evaluări
- CNC MachinesDocument69 paginiCNC Machinestechno musicÎncă nu există evaluări
- Thème Montage ModulaireDocument16 paginiThème Montage Modulairekldmnt100% (1)
- Mémoire de Projet de Fin D'etudesDocument51 paginiMémoire de Projet de Fin D'etudesJalil Akaaboune86% (28)
- Cours Intro SuperDocument55 paginiCours Intro SuperBahae Ddine ErmikiÎncă nu există evaluări
- Programmation Des Machines - OutilsDocument27 paginiProgrammation Des Machines - OutilsFAWZI RONALDOÎncă nu există evaluări
- CC TR 2010 2011Document2 paginiCC TR 2010 2011Soulaiman AndahmouÎncă nu există evaluări
- Les Normes Dans Les Sti Rail Conventionnel 01 12Document3.708 paginiLes Normes Dans Les Sti Rail Conventionnel 01 12fenfan87100% (1)
- Commande NumériqueDocument7 paginiCommande NumériqueMohamed KerrouÎncă nu există evaluări
- Rapport Ocp de KhouribgaDocument29 paginiRapport Ocp de Khouribgaمهدي حمدة100% (1)
- Compte Rendu Tournage 1 CFM31Document5 paginiCompte Rendu Tournage 1 CFM31Nour Khenine100% (1)
- Fiabilitex - PDF FiabilitéDocument10 paginiFiabilitex - PDF FiabilitéLarbi Elbakkali100% (1)
- Cours 1 Ère PartieDocument146 paginiCours 1 Ère PartieAlexandre TézardÎncă nu există evaluări
- La Programmation Des MOCN - Codes ISO PDFDocument8 paginiLa Programmation Des MOCN - Codes ISO PDFCherche Annonce AnnonceÎncă nu există evaluări
- Flasque AvantDocument7 paginiFlasque AvantBadr HadriÎncă nu există evaluări
- Pdf-Gamme CompressDocument18 paginiPdf-Gamme Compresskuzgun cebeciÎncă nu există evaluări
- TD 2 MeriseDocument14 paginiTD 2 MeriseFouad AbatouyÎncă nu există evaluări
- 3 Prefs DecDocument4 pagini3 Prefs DecTarhouni100% (1)
- 2 Encastrement Cours PDFDocument7 pagini2 Encastrement Cours PDFLarbi ElbakkaliÎncă nu există evaluări
- Turbo HP Pannes Et SolutionsDocument1 paginăTurbo HP Pannes Et SolutionsRaffaello RaphaëlÎncă nu există evaluări
- Support Cfao Issatso PDFDocument98 paginiSupport Cfao Issatso PDFAhmed Yassine HdhiriÎncă nu există evaluări
- Boîte de Vitesses Mécanique: CaractéristiquesDocument19 paginiBoîte de Vitesses Mécanique: Caractéristiquesnasro nasro100% (1)
- Fabbricazione Antenna LecherDocument3 paginiFabbricazione Antenna LecherSilvia VialeÎncă nu există evaluări
- Les Cycles de FraisageDocument32 paginiLes Cycles de Fraisageرفيق طرشونÎncă nu există evaluări
- DS CN CFM Novembre 2018Document4 paginiDS CN CFM Novembre 2018Naoufel FaresÎncă nu există evaluări
- Exercice 3 Cor RigDocument3 paginiExercice 3 Cor Rigمنير بوزيد100% (1)
- Leçon 2 - Mise en Œuvre de La MOCNDocument26 paginiLeçon 2 - Mise en Œuvre de La MOCNAbichou IssaÎncă nu există evaluări
- Machine-Outil Commande NumeriqueDocument4 paginiMachine-Outil Commande NumeriqueRayan BenachourÎncă nu există evaluări
- Cycle Fanuc Tournage PDFDocument16 paginiCycle Fanuc Tournage PDFAminChaariÎncă nu există evaluări
- Programme Formation Mastercam Mai2016Document4 paginiProgramme Formation Mastercam Mai2016Mounir Frija0% (1)
- Correction TSMFM FF 2014 v1Document11 paginiCorrection TSMFM FF 2014 v1Ami ne50% (2)
- Les PREF, DEC, Et Jauges OutilsDocument42 paginiLes PREF, DEC, Et Jauges OutilsAbichou IssaÎncă nu există evaluări
- Examen Fao 20211Document5 paginiExamen Fao 20211Amer ChaffaiÎncă nu există evaluări
- Technicien en Fabrication Mecanique (Admissibilite) Zone 3 1290776888073Document23 paginiTechnicien en Fabrication Mecanique (Admissibilite) Zone 3 1290776888073Makrem CherifÎncă nu există evaluări
- Production Par Commande Numérique 1-1Document77 paginiProduction Par Commande Numérique 1-1salhi ziedÎncă nu există evaluări
- Gamme D Usinage de La Piece 2Document3 paginiGamme D Usinage de La Piece 2Med Amine HattakiÎncă nu există evaluări
- TP de CNCDocument3 paginiTP de CNCYouness El HamriÎncă nu există evaluări
- Examen FF 2017 V1 Énoncé - 231102 - 175709Document16 paginiExamen FF 2017 V1 Énoncé - 231102 - 175709mahdiabo755Încă nu există evaluări
- 3 Gu BC PDFDocument2 pagini3 Gu BC PDFtagne simo rodrigueÎncă nu există evaluări
- Ex TH TSMFM FF 09Document11 paginiEx TH TSMFM FF 09ŶŐÚŚŚĔŦ ßĔĹМÁĤĨÎncă nu există evaluări
- Gamme D'usinageDocument4 paginiGamme D'usinagesinchicovichÎncă nu există evaluări
- Gamme - Usinage - 2010 (6dia - Page)Document6 paginiGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- APEFDocument29 paginiAPEFAnass MerbouhÎncă nu există evaluări
- Chapitre 02 - Syst+ - Me FAODocument12 paginiChapitre 02 - Syst+ - Me FAOMohamedAmineDabachiÎncă nu există evaluări
- Technicien D'usinageDocument2 paginiTechnicien D'usinageHassenKhlifiÎncă nu există evaluări
- TD1 Correction CFAODocument4 paginiTD1 Correction CFAOEddehbi100% (1)
- CN TournageDocument21 paginiCN TournageAbdellah El BarkanyÎncă nu există evaluări
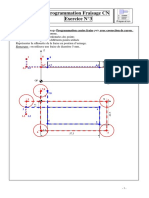
- Exercice N8 PDFDocument1 paginăExercice N8 PDFO ZÎncă nu există evaluări
- Examen FF V2 2016 Énoncé PDFDocument14 paginiExamen FF V2 2016 Énoncé PDFYassin BelkacemÎncă nu există evaluări
- Les Cycles FixesDocument28 paginiLes Cycles FixesYosr Maiza100% (1)
- Les Méthodes de Fabrication MécaniqueDocument26 paginiLes Méthodes de Fabrication Mécaniquesharer sharerÎncă nu există evaluări
- Exercice CN FraisageDocument6 paginiExercice CN FraisageBouallegue MounirÎncă nu există evaluări
- 4-Mode D'action Des FraisesDocument3 pagini4-Mode D'action Des Fraisessb ali0% (1)
- TD FaoDocument3 paginiTD FaoAmer ChaffaiÎncă nu există evaluări
- Module 31 Projet de synthese-TFM PDFDocument86 paginiModule 31 Projet de synthese-TFM PDFMajda El AouniÎncă nu există evaluări
- Fonction MiroirDocument6 paginiFonction MiroirEganfack Tabougue Lyns LeonnelÎncă nu există evaluări
- TP N°3 Disperssion AléatoiresDocument11 paginiTP N°3 Disperssion AléatoiresBilel Boulehmi0% (1)
- Exam Prat TSMFM FF 09Document16 paginiExam Prat TSMFM FF 09Hamza NassibÎncă nu există evaluări
- Chapitre 003 Programmation Des MocnDocument125 paginiChapitre 003 Programmation Des MocnsiniorÎncă nu există evaluări
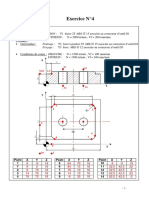
- Exercice 4 CorrigDocument2 paginiExercice 4 CorrigsiniorÎncă nu există evaluări
- Cours 3-FAODocument32 paginiCours 3-FAOReda MoukhfiÎncă nu există evaluări
- Controle Esa101Document2 paginiControle Esa101MOHAM BELHOUDAÎncă nu există evaluări
- Fiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFDocument41 paginiFiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFBoulehmi NizarÎncă nu există evaluări
- TSMFM Fin de FormationDocument13 paginiTSMFM Fin de FormationKrimo0% (1)
- 2015 04 19 TD2Document7 pagini2015 04 19 TD2Larbi Elbakkali100% (1)
- 17 2 CastiglianoDocument2 pagini17 2 CastiglianoLarbi ElbakkaliÎncă nu există evaluări
- Descriptif Du Module BoussouisDocument4 paginiDescriptif Du Module BoussouisLarbi ElbakkaliÎncă nu există evaluări
- Annales Concours Tsa Tseeac 2016 LiaisonsDocument71 paginiAnnales Concours Tsa Tseeac 2016 LiaisonsLarbi ElbakkaliÎncă nu există evaluări
- La Mécatronique Est La RobotiqueDocument1 paginăLa Mécatronique Est La RobotiqueLarbi ElbakkaliÎncă nu există evaluări
- El HaddadDocument5 paginiEl HaddadLarbi ElbakkaliÎncă nu există evaluări
- Chapitre 1 Generalites Sur Les Systemes AsservisDocument5 paginiChapitre 1 Generalites Sur Les Systemes AsservisLarbi Elbakkali0% (1)
- Chapitre 2 Transformee de LaplaceDocument6 paginiChapitre 2 Transformee de LaplaceLarbi ElbakkaliÎncă nu există evaluări
- Chapitre 3 Schemas FonctionnelsDocument6 paginiChapitre 3 Schemas FonctionnelsLarbi ElbakkaliÎncă nu există evaluări
- Chapitre 3 Programmation Iso PDFDocument17 paginiChapitre 3 Programmation Iso PDFLarbi ElbakkaliÎncă nu există evaluări
- Chapitre 4 Graphes de FluenceDocument4 paginiChapitre 4 Graphes de FluenceLarbi Elbakkali100% (1)
- 9 1 TD 1 Sujet HydrauliqueDocument3 pagini9 1 TD 1 Sujet HydrauliqueLarbi Elbakkali50% (2)
- 1 Encastrement CoursDocument8 pagini1 Encastrement CoursLarbi ElbakkaliÎncă nu există evaluări
- Sujet 2Document11 paginiSujet 2Larbi ElbakkaliÎncă nu există evaluări
- FICHE SYNTETIQUE de LA FORMATION-Métiers de L'industrie Mécatronique Et RobotiqueDocument2 paginiFICHE SYNTETIQUE de LA FORMATION-Métiers de L'industrie Mécatronique Et RobotiqueLarbi ElbakkaliÎncă nu există evaluări
- Word 2007 Pour Les Filles PDFDocument256 paginiWord 2007 Pour Les Filles PDFSanaz DhkhÎncă nu există evaluări
- Pro PR625N21RHDocument4 paginiPro PR625N21RHRoberto Suárez-AlvarezÎncă nu există evaluări
- Spécifications Des Exigences D'un Logiciel Adapté de La Norme IEEE 830-1993Document6 paginiSpécifications Des Exigences D'un Logiciel Adapté de La Norme IEEE 830-1993Montasser TaktakÎncă nu există evaluări
- MMC Partie 2Document68 paginiMMC Partie 2kimÎncă nu există evaluări
- 02-Entité D'usinageDocument39 pagini02-Entité D'usinageMècanique Groupe 1Încă nu există evaluări
- BRC V7Document136 paginiBRC V7AmiineÎncă nu există evaluări
- Revêtements Standard Pour Courroies BrecoDocument2 paginiRevêtements Standard Pour Courroies BrecoClaudine ElisseevÎncă nu există evaluări
- TD MRPDocument3 paginiTD MRPachraf weslatiÎncă nu există evaluări
- Curriculum Vitae HydroconseilDocument3 paginiCurriculum Vitae HydroconseilNoubadoumÎncă nu există evaluări
- Evaluation Sommative Tournage CorrigeDocument7 paginiEvaluation Sommative Tournage CorrigeChristophe RollandÎncă nu există evaluări
- Programme: - Procédés de Fonderie - Mise en Œuvre Des Matières Plastique - Travail Des Métaux Par DéformationDocument81 paginiProgramme: - Procédés de Fonderie - Mise en Œuvre Des Matières Plastique - Travail Des Métaux Par DéformationSanhouidi StephaneÎncă nu există evaluări
- Fiche Projet N 42 Conditionnement de Semences de Céréales Et de Légumineuses À GrainsDocument3 paginiFiche Projet N 42 Conditionnement de Semences de Céréales Et de Légumineuses À GrainsnadaÎncă nu există evaluări
- DevalDocument11 paginiDevalYahia BobÎncă nu există evaluări
- Samuel Watchueng IedDocument25 paginiSamuel Watchueng Iedyaroing100% (1)
- Decompte Route Mosse LondengDocument26 paginiDecompte Route Mosse Londenglando de chanceÎncă nu există evaluări
- Extrusion 2020-2021Document54 paginiExtrusion 2020-2021Bilel LetaiefÎncă nu există evaluări
- 3 - GemmaDocument25 pagini3 - GemmaBrahim Aljjaou0% (1)