S-ar putea să vă placă și
- Anexo 09 Grafcet Using Sequential Funtion Chart LanguageDocument28 paginiAnexo 09 Grafcet Using Sequential Funtion Chart LanguageRafo Vega GuerovichÎncă nu există evaluări
- Servo Motor - Types, Construction, Working, Controlling & ApplicationsDocument7 paginiServo Motor - Types, Construction, Working, Controlling & ApplicationsAHMED YOUSEFÎncă nu există evaluări
- TcPlcControl PDFDocument249 paginiTcPlcControl PDFpaull2002Încă nu există evaluări
- Lab 2 Industrial AutomationDocument7 paginiLab 2 Industrial AutomationMuhammad UmarÎncă nu există evaluări
- Quick Start GuideDocument9 paginiQuick Start GuidePeter WraightÎncă nu există evaluări
- Automation in ManufacturingDocument400 paginiAutomation in ManufacturingRam TulasiÎncă nu există evaluări
- Automation Studio ProDocument24 paginiAutomation Studio PronelsonÎncă nu există evaluări
- Process Control System A Complete Guide - 2020 EditionDe la EverandProcess Control System A Complete Guide - 2020 EditionÎncă nu există evaluări
- Semi-Markov Models: Control of Restorable Systems with Latent FailuresDe la EverandSemi-Markov Models: Control of Restorable Systems with Latent FailuresÎncă nu există evaluări
- Programming Industrial Automation Laboratory Manual 2021-22Document60 paginiProgramming Industrial Automation Laboratory Manual 2021-22Insane PersonÎncă nu există evaluări
- Design and Fabrication of Thermoelectric Cooler Cum HeaterDocument8 paginiDesign and Fabrication of Thermoelectric Cooler Cum HeaterSelva BabuÎncă nu există evaluări
- Operating ModesDocument1.880 paginiOperating ModesMohamed SayedÎncă nu există evaluări
- Colorado School of Mines CHEN403 Ziegler-Nichols Example: M Is The Amplitude Ratio. K M PDocument6 paginiColorado School of Mines CHEN403 Ziegler-Nichols Example: M Is The Amplitude Ratio. K M Parpit gargÎncă nu există evaluări
- PLC371 Programming in Sequential Function Chart (SFC)Document5 paginiPLC371 Programming in Sequential Function Chart (SFC)Eladio Cortes TapiaÎncă nu există evaluări
- Leverage Object-Oriented Industrial Programming - Control EngineeringDocument20 paginiLeverage Object-Oriented Industrial Programming - Control EngineeringPravivVivpraÎncă nu există evaluări
- Supervisory control and data acquisition Third EditionDe la EverandSupervisory control and data acquisition Third EditionÎncă nu există evaluări
- CODESYS Engineering enDocument12 paginiCODESYS Engineering enElectronica PolancoÎncă nu există evaluări
- PLC Based Inspection, Packaging and Storing of MaterialsDocument5 paginiPLC Based Inspection, Packaging and Storing of MaterialsAlauddin khanÎncă nu există evaluări
- The Value Virtual Commissioning Rockwell PDFDocument15 paginiThe Value Virtual Commissioning Rockwell PDFLuis Jonathan Bahamaca Fernandez100% (1)
- Automation FileDocument56 paginiAutomation FileLoveable ShubhamÎncă nu există evaluări
- INST231 Sec1plcDocument122 paginiINST231 Sec1plchassanaagib100% (1)
- Industrial Training On PLC Programmable Logic ControlleDocument37 paginiIndustrial Training On PLC Programmable Logic Controlleaman guptaÎncă nu există evaluări
- Industrial Automation 1Document41 paginiIndustrial Automation 1Chandan Chandan100% (2)
- CFC - List - of - ElementsDocument188 paginiCFC - List - of - Elementsjhon omar100% (1)
- 1756-pm006 - En-P - Sequential Function ChartsDocument82 pagini1756-pm006 - En-P - Sequential Function Chartsjediael.pjÎncă nu există evaluări
- Motion Control System Information PDFDocument349 paginiMotion Control System Information PDFJose ValenciaÎncă nu există evaluări
- Control Systems 2825: Dr. Mohammad Abdelrahman Semester I 2014/2015Document54 paginiControl Systems 2825: Dr. Mohammad Abdelrahman Semester I 2014/2015Nur AdlinaÎncă nu există evaluări
- Principal of Electric DrivesDocument52 paginiPrincipal of Electric DrivesMallickarjuna A.SÎncă nu există evaluări
- Robotic Pick and Place Automation Using PLC For Airport Cargo SectorDocument11 paginiRobotic Pick and Place Automation Using PLC For Airport Cargo Sectorpappa20Încă nu există evaluări
- Tutorial 02 PLC PDFDocument23 paginiTutorial 02 PLC PDFTete GoriÎncă nu există evaluări
- 14-EC-3 - Version Anglaise - Novembre 2014Document2 pagini14-EC-3 - Version Anglaise - Novembre 2014LuisAranaÎncă nu există evaluări
- Iec61131 3Document37 paginiIec61131 3spfallasÎncă nu există evaluări
- 05 - DC Motor Control Using PLCDocument49 pagini05 - DC Motor Control Using PLCKoppoju PadmaÎncă nu există evaluări
- Manual Cutler HammerDocument114 paginiManual Cutler HammerMarcelo Palacios SantanaÎncă nu există evaluări
- Rockwell NetworksDocument32 paginiRockwell NetworksTrí NguyễnÎncă nu există evaluări
- Test Sistem EtherNetIP AOI RSLogix5000 Integration Manual v1.3Document66 paginiTest Sistem EtherNetIP AOI RSLogix5000 Integration Manual v1.3rguzmanabundisÎncă nu există evaluări
- Robotic Sensors: Robot Actuators - Different TypesDocument4 paginiRobotic Sensors: Robot Actuators - Different Typesmohan_rapaka100% (1)
- Factoryio Parts EssentialsDocument82 paginiFactoryio Parts EssentialsAlexander Diaz AlvarezÎncă nu există evaluări
- CS Lecture Notes Units 1 2 3Document88 paginiCS Lecture Notes Units 1 2 3sushinkÎncă nu există evaluări
- Usingcontrol MatlabDocument1.626 paginiUsingcontrol MatlabGjergjiÎncă nu există evaluări
- Cim PDFDocument32 paginiCim PDFVarshaÎncă nu există evaluări
- 1.cim Text BookDocument18 pagini1.cim Text BookVinayakÎncă nu există evaluări
- System On A Chip A Complete Guide - 2020 EditionDe la EverandSystem On A Chip A Complete Guide - 2020 EditionÎncă nu există evaluări
- Training TUM GS Simulink 13aDocument70 paginiTraining TUM GS Simulink 13aAnonymous WkbmWCa8MÎncă nu există evaluări
- Final Year Projects List - PLC and SCADADocument4 paginiFinal Year Projects List - PLC and SCADAEnsemble Technologies83% (6)
- MechatronicsDocument314 paginiMechatronicsEric HabinshutiÎncă nu există evaluări
- Pick and Place Robot Arm For Metal and Non-Metal DetectionDocument6 paginiPick and Place Robot Arm For Metal and Non-Metal DetectionAnonymous izrFWiQ100% (1)
- LabView For ControlDocument12 paginiLabView For Controlmaxellligue5487Încă nu există evaluări
- Getting Started Guide: Control System Toolbox™ 9Document280 paginiGetting Started Guide: Control System Toolbox™ 9PANKAJ TIWARIÎncă nu există evaluări
- Center Crack Problem To Evaluate SIF (Mode-I) Solving Procedure Using Ansys 11 - By: Alfred Franklin.VDocument5 paginiCenter Crack Problem To Evaluate SIF (Mode-I) Solving Procedure Using Ansys 11 - By: Alfred Franklin.VAlfred Franklin V100% (3)
- Door Knock Alarm PPT.2Document11 paginiDoor Knock Alarm PPT.2ChandhuÎncă nu există evaluări
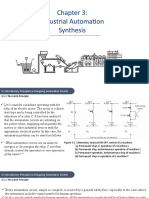
- Chapter3-Industrial Automation SynthesisDocument36 paginiChapter3-Industrial Automation SynthesisThuan HuynhÎncă nu există evaluări
- Lecture Week2 2021 Cobot Basic ConceptsDocument33 paginiLecture Week2 2021 Cobot Basic ConceptsPaulo SantosÎncă nu există evaluări
- Interaction of Process Design and Control: Ref: Seider, Seader and Lewin (2004), Chapter 20Document34 paginiInteraction of Process Design and Control: Ref: Seider, Seader and Lewin (2004), Chapter 20josejuanramos100% (1)
- Industrial Automation CertificationDocument1 paginăIndustrial Automation CertificationAndhika Kumara DjaffriÎncă nu există evaluări
- 22534-2019-Winter-Model-Answer-Paper (Msbte Study Resources)Document32 pagini22534-2019-Winter-Model-Answer-Paper (Msbte Study Resources)rashmi patil100% (1)
- Unit 14-Select and Using Secondary Machining BTEC Level 2Document30 paginiUnit 14-Select and Using Secondary Machining BTEC Level 2Samantha AshmanÎncă nu există evaluări
- "Design and Fabrication of Solar Vehicle ": A Project PresentationDocument33 pagini"Design and Fabrication of Solar Vehicle ": A Project Presentationguru arya2100% (1)
- Design and Analysis of High Performance of A BLDC Motor For Electric VehicleDocument4 paginiDesign and Analysis of High Performance of A BLDC Motor For Electric VehicleShubhzsÎncă nu există evaluări
- Asa2310 High-Speed TMR Analog Front-End 1piDocument2 paginiAsa2310 High-Speed TMR Analog Front-End 1piMohammed Abdul HamidÎncă nu există evaluări
- Hebi Teardown PresentationDocument22 paginiHebi Teardown PresentationPrashant Kumar100% (1)
- TeA Novel Approach of Using A Planar Inductive Position Sensor For The Permanent Magnet Synchronous Motor Control ApplicationDocument5 paginiTeA Novel Approach of Using A Planar Inductive Position Sensor For The Permanent Magnet Synchronous Motor Control ApplicationSantiagoLozadaÎncă nu există evaluări
- Motors - Stepper, BLDC, DCRDocument46 paginiMotors - Stepper, BLDC, DCRSaurabh Shukla100% (1)
- Temperature Effects On DC Motor Performance PDFDocument10 paginiTemperature Effects On DC Motor Performance PDFthierry42Încă nu există evaluări
- Minor Scheme SyllabusRobotics EngineeringDocument9 paginiMinor Scheme SyllabusRobotics EngineeringajayÎncă nu există evaluări
- Zytek IDT 300-70: Integrated 70kW Electric EngineDocument2 paginiZytek IDT 300-70: Integrated 70kW Electric Enginezz zzz0% (1)
- Digital AC Servo Drive ACS606: 3. ApplicationsDocument6 paginiDigital AC Servo Drive ACS606: 3. ApplicationsFirda NatalieÎncă nu există evaluări
- Datasheet Epos 24 5Document3 paginiDatasheet Epos 24 5Halima TamboÎncă nu există evaluări
- PA4600 & PA6000 User Manual - Rev GDocument53 paginiPA4600 & PA6000 User Manual - Rev GjatzireÎncă nu există evaluări
- Catalog MotoareDocument21 paginiCatalog MotoareCristian TincaÎncă nu există evaluări
- Total Solution For Gear MachiningDocument12 paginiTotal Solution For Gear Machiningalecandro_90Încă nu există evaluări
- Hall Sensor Output Signal Fault-Detection - Safety Implementation LogicDocument4 paginiHall Sensor Output Signal Fault-Detection - Safety Implementation LogicdinhquangcdtbkÎncă nu există evaluări
- Brushless DC MotorDocument6 paginiBrushless DC Motorpsksiva13Încă nu există evaluări
- VFDDocument20 paginiVFDHarsh Tiwari100% (1)
- Help - Permanent Magnet Synchronous Machine - Blocks (SimPowerSystems™)Document14 paginiHelp - Permanent Magnet Synchronous Machine - Blocks (SimPowerSystems™)lojain centerÎncă nu există evaluări
- Index 2017 Electric Motor ControlDocument10 paginiIndex 2017 Electric Motor ControlCelso SimonatoÎncă nu există evaluări
- Racor Filtry PDFDocument32 paginiRacor Filtry PDFSanjeeb SinhaÎncă nu există evaluări
- A Survey On Comparison of Electric Motor Types and Drives Used For Electric VehiclesDocument7 paginiA Survey On Comparison of Electric Motor Types and Drives Used For Electric VehiclesNoel BinoyÎncă nu există evaluări
- 4kW 28vdc Electric Motor Specification SheetDocument2 pagini4kW 28vdc Electric Motor Specification SheetVinay KashyapÎncă nu există evaluări
- Questions & Answers On Synchronous MachinesDocument80 paginiQuestions & Answers On Synchronous Machineskibrom atsbha100% (2)
- Lci DriveDocument92 paginiLci DriveDev Swain50% (2)
- Electrocraft EAD BLDC CatalogDocument16 paginiElectrocraft EAD BLDC CatalogElectromateÎncă nu există evaluări
- Implementation of Control Strategies and Parameter Compensation For Brushless DC Motor (BLDC) DriveDocument50 paginiImplementation of Control Strategies and Parameter Compensation For Brushless DC Motor (BLDC) DriveJurgen CokuÎncă nu există evaluări
- Analysis, Design and Control of Permanent Magnet Synchronous Motors For Wide-Speed OperationDocument230 paginiAnalysis, Design and Control of Permanent Magnet Synchronous Motors For Wide-Speed OperationkarthikÎncă nu există evaluări
- Modular Network 1 16-Axis Position Controller For RCP/RCA/RCD/RCS/IS (D) B/SSPA/NS (A) /DDADocument36 paginiModular Network 1 16-Axis Position Controller For RCP/RCA/RCD/RCS/IS (D) B/SSPA/NS (A) /DDAEstebanÎncă nu există evaluări
- Project Report KalyanDocument26 paginiProject Report Kalyankalyan100% (1)
- Design of An Outer-Rotor-Type Permanent Magnet Motor For Electric Scooter Propulsion SystemsDocument7 paginiDesign of An Outer-Rotor-Type Permanent Magnet Motor For Electric Scooter Propulsion SystemsVinay KashyapÎncă nu există evaluări