S-ar putea să vă placă și
- Productivity and Reliability-Based Maintenance Management, Second EditionDe la EverandProductivity and Reliability-Based Maintenance Management, Second EditionÎncă nu există evaluări
- X BAR R ChartDocument4 paginiX BAR R ChartGaurao WarungaseÎncă nu există evaluări
- Whitepaper Oeeoverview PDFDocument9 paginiWhitepaper Oeeoverview PDFbasura12345Încă nu există evaluări
- Eamesetal Thermostatic Valves 2014Document10 paginiEamesetal Thermostatic Valves 2014rickitek gaaso100% (1)
- KP ThermostatsDocument9 paginiKP ThermostatsMargaret DaughertyÎncă nu există evaluări
- IES 331 Process Capability AnalysisDocument22 paginiIES 331 Process Capability AnalysisAnonymous 7ZYHilDÎncă nu există evaluări
- The Big Cheese of Mousetraps: Case Study on Trap-Ease AmericaDocument6 paginiThe Big Cheese of Mousetraps: Case Study on Trap-Ease Americajanela bautistaÎncă nu există evaluări
- Armstrong Svoemmervandudladere Katalog PDFDocument22 paginiArmstrong Svoemmervandudladere Katalog PDFShaheryar Akram Kang100% (1)
- Course HandoutDocument4 paginiCourse HandoutlucasÎncă nu există evaluări
- MTech CAD-CAM Automation PDFDocument50 paginiMTech CAD-CAM Automation PDFSanjay DolareÎncă nu există evaluări
- Coordinate Measuring Machine (CMM)Document21 paginiCoordinate Measuring Machine (CMM)info_azeet100% (1)
- Statistical Process Control: Operations Management R. Dan Reid & Nada R. SandersDocument32 paginiStatistical Process Control: Operations Management R. Dan Reid & Nada R. SandersM Afif Budi WicaksonoÎncă nu există evaluări
- Statistical Process Control: Samir MistryDocument26 paginiStatistical Process Control: Samir Mistrypankajschaudhary7588Încă nu există evaluări
- Metrology NOTEDocument90 paginiMetrology NOTERyan Goh Chuang HongÎncă nu există evaluări
- Statistical Process Control ChartDocument69 paginiStatistical Process Control ChartLeechel Ella Recalde (Ellie)Încă nu există evaluări
- Review of Orifice Plate Steam TrapsDocument35 paginiReview of Orifice Plate Steam TrapsOmar Ezzat100% (1)
- Lecture 17 Control ChartsDocument26 paginiLecture 17 Control Chartstanveer_buitemsÎncă nu există evaluări
- Nicholson Thermostatic Steam TrapsDocument18 paginiNicholson Thermostatic Steam TrapsAli Fanani100% (1)
- CHAPTER - 6 Statistical Quality ControlDocument19 paginiCHAPTER - 6 Statistical Quality ControlshamzanÎncă nu există evaluări
- Statistical Quality Control VariableDocument53 paginiStatistical Quality Control VariableMalaika Qaiser100% (1)
- ∞ 0 x=e YN μ, σ θ>0 β >0: Question # MS - 01 (10 + 15 (=25 marks) )Document3 pagini∞ 0 x=e YN μ, σ θ>0 β >0: Question # MS - 01 (10 + 15 (=25 marks) )Aditya TiwariÎncă nu există evaluări
- Work Sampling Technique for Standard Time DeterminationDocument5 paginiWork Sampling Technique for Standard Time DeterminationRoshan SinghÎncă nu există evaluări
- Chapter 11 The Seven Quality Control Tools and Intoduction To StatisticsDocument14 paginiChapter 11 The Seven Quality Control Tools and Intoduction To Statisticsyey100% (1)
- Numerical Descriptive MeasuresDocument63 paginiNumerical Descriptive MeasuresSantosh SrikarÎncă nu există evaluări
- Control ChartsDocument11 paginiControl ChartsHasler Machaca ParedesÎncă nu există evaluări
- X-Bar and R Charts: NCSS Statistical SoftwareDocument26 paginiX-Bar and R Charts: NCSS Statistical SoftwareukavathekarÎncă nu există evaluări
- 1) Intro To MinitabDocument29 pagini1) Intro To MinitabKareem AbdelazizÎncă nu există evaluări
- A Kano Model Based Computer System For Respondents Determination: Customer Needs Analysis For Product Development AspectsDocument5 paginiA Kano Model Based Computer System For Respondents Determination: Customer Needs Analysis For Product Development AspectsDr. Engr. Md Mamunur RashidÎncă nu există evaluări
- 4 Sampling DistributionsDocument30 pagini4 Sampling Distributionskristel lina100% (1)
- Statistical Process ControlDocument42 paginiStatistical Process ControlErick Bok Cang YeongÎncă nu există evaluări
- P ChartDocument21 paginiP ChartSumit Patil100% (1)
- Acceptance Sampling: Online TutorialDocument7 paginiAcceptance Sampling: Online TutorialSevinc TunaÎncă nu există evaluări
- Thyssenkrupp - Supplier Rating PDFDocument18 paginiThyssenkrupp - Supplier Rating PDFmihaichfÎncă nu există evaluări
- GRR Study MSA TemplateDocument21 paginiGRR Study MSA TemplaterajarajanÎncă nu există evaluări
- Uncertainty Budget TemplateDocument4 paginiUncertainty Budget TemplateshahazadÎncă nu există evaluări
- T9 - Table For Constants For Control and Formulas For Control ChartsDocument3 paginiT9 - Table For Constants For Control and Formulas For Control ChartsAmit JoshiÎncă nu există evaluări
- Final Notes On SQCDocument12 paginiFinal Notes On SQCShashank Srivastava100% (1)
- Hypothesis Testing: Ms. Anna Marie T. Ensano, MME CASTEDSWM Faculty Universidad de Sta. Isabel, Naga CityDocument25 paginiHypothesis Testing: Ms. Anna Marie T. Ensano, MME CASTEDSWM Faculty Universidad de Sta. Isabel, Naga Cityshane cansancioÎncă nu există evaluări
- ISO 14000 Quality StandardsDocument4 paginiISO 14000 Quality Standardsmastercontroldotcom100% (1)
- ch05 Slides Quality ControlDocument36 paginich05 Slides Quality ControlAntranik Emerezian100% (1)
- Presentation On Lean Manufacturing: Course Title: Ergonomics and Productivity Engineering Sessional Course Code: IPE 3202Document26 paginiPresentation On Lean Manufacturing: Course Title: Ergonomics and Productivity Engineering Sessional Course Code: IPE 3202Ayman Sajjad AkashÎncă nu există evaluări
- Measurement Systems Analysis: Total Quality ManagementDocument17 paginiMeasurement Systems Analysis: Total Quality Managementtlatuani1000Încă nu există evaluări
- Maintenance Management Best Practice - 01 04 2014Document270 paginiMaintenance Management Best Practice - 01 04 2014Mahmoud GamalÎncă nu există evaluări
- IOE 466 W08: Gage and Measurement System AnalysisDocument29 paginiIOE 466 W08: Gage and Measurement System AnalysisobvertÎncă nu există evaluări
- CAD CAM Lab ManualDocument29 paginiCAD CAM Lab ManualPrashanth M PrashuÎncă nu există evaluări
- Statistical Quality ControlDocument18 paginiStatistical Quality ControluzaimyÎncă nu există evaluări
- Mechanical Pressure Thermometer Working Principle Construction ApplicationsDocument17 paginiMechanical Pressure Thermometer Working Principle Construction ApplicationsMayur Charan100% (1)
- Reliability in Maintenance: Source: Chapter 8 From Maintenance Engineering and Management by R.C.MishraDocument20 paginiReliability in Maintenance: Source: Chapter 8 From Maintenance Engineering and Management by R.C.Mishranikitanath23Încă nu există evaluări
- Lecture Notes 01-Introduction and Error AnalysisDocument96 paginiLecture Notes 01-Introduction and Error Analysispeter zirkgÎncă nu există evaluări
- Chapter 4 ECON NOTESDocument8 paginiChapter 4 ECON NOTESMarkÎncă nu există evaluări
- 14 Process CapabilityDocument33 pagini14 Process CapabilitySamÎncă nu există evaluări
- Process Capability AnalysisDocument37 paginiProcess Capability Analysisabishank09100% (1)
- Six SigmaDocument27 paginiSix SigmaArivudai NambiÎncă nu există evaluări
- 5.EMM Lab ManualDocument38 pagini5.EMM Lab ManualRakeshkumarcegÎncă nu există evaluări
- Determination of Yarn Count by Using Warp Reel MachineDocument7 paginiDetermination of Yarn Count by Using Warp Reel MachineNaimul HasanÎncă nu există evaluări
- Process CapabilityDocument10 paginiProcess CapabilityskptcaeÎncă nu există evaluări
- Mechanical VibrationsDocument9 paginiMechanical Vibrationssanga69Încă nu există evaluări
- CHE3330 HW1 - Solution 1 PDFDocument6 paginiCHE3330 HW1 - Solution 1 PDFWendy LinÎncă nu există evaluări
- Chapter 5 Measure - GBDocument134 paginiChapter 5 Measure - GBKaranShindeÎncă nu există evaluări
- 10 NRBDocument102 pagini10 NRBShanmugam BalasubramaniamÎncă nu există evaluări
- Train Track and Children: SMO Customer Services Monthly TipsDocument15 paginiTrain Track and Children: SMO Customer Services Monthly TipsShanmugam BalasubramaniamÎncă nu există evaluări
- New 7 QCToolsDocument41 paginiNew 7 QCToolsMadhu MithaÎncă nu există evaluări
- Chipset - Mobile Terms GlossaryDocument3 paginiChipset - Mobile Terms GlossaryShanmugam BalasubramaniamÎncă nu există evaluări
- TractelfDocument1 paginăTractelfShanmugam BalasubramaniamÎncă nu există evaluări
- Ever Growing CPU Core Count of Mobile ChipsetsDocument3 paginiEver Growing CPU Core Count of Mobile ChipsetsShanmugam BalasubramaniamÎncă nu există evaluări
- Respiratory SystemDocument60 paginiRespiratory SystemShanmugam BalasubramaniamÎncă nu există evaluări
- 3-Point Hitch DimensionsDocument2 pagini3-Point Hitch DimensionsShanmugam BalasubramaniamÎncă nu există evaluări
- Total AtfDocument7 paginiTotal AtfShanmugam BalasubramaniamÎncă nu există evaluări
- Psychiatry: MedpgnotesDocument54 paginiPsychiatry: MedpgnotesShanmugam BalasubramaniamÎncă nu există evaluări
- All You Need To Know About Mobile Phone ChipsetsDocument9 paginiAll You Need To Know About Mobile Phone ChipsetsShanmugam BalasubramaniamÎncă nu există evaluări
- General PediatricsDocument21 paginiGeneral PediatricsShanmugam Balasubramaniam100% (2)
- Market and TaxationDocument58 paginiMarket and TaxationDhananjay ChandraÎncă nu există evaluări
- 21 Books Every Entrepreneur Should ReadDocument32 pagini21 Books Every Entrepreneur Should ReadShanmugam BalasubramaniamÎncă nu există evaluări
- Orthogonal Array For Optimization of ResourcesDocument35 paginiOrthogonal Array For Optimization of Resourcesgaminigsuresh4069Încă nu există evaluări
- Hiten Rana 1Document3 paginiHiten Rana 1Hiten RanaÎncă nu există evaluări
- Three Way ANOVA ExampleDocument16 paginiThree Way ANOVA ExampleShanmugam BalasubramaniamÎncă nu există evaluări
- Zerodha Stock Market PDFDocument108 paginiZerodha Stock Market PDFAnshu GauravÎncă nu există evaluări
- Site NO Site Facing Door Entrance Other Cost Corpus Fund TAXDocument4 paginiSite NO Site Facing Door Entrance Other Cost Corpus Fund TAXShanmugam BalasubramaniamÎncă nu există evaluări
- Distance Line 3 Line 3Document8 paginiDistance Line 3 Line 3Shanmugam BalasubramaniamÎncă nu există evaluări
- ECRS Worksheet Ideas for Process ImprovementDocument1 paginăECRS Worksheet Ideas for Process ImprovementShanmugam BalasubramaniamÎncă nu există evaluări
- Ansys HFSS TutorialDocument132 paginiAnsys HFSS Tutorialsinhco1100% (3)
- Spoken Hindi Part-01 PDFDocument24 paginiSpoken Hindi Part-01 PDFSakthivel MurthyÎncă nu există evaluări
- The Lean Agile and World Class Manufacturing CookbookDocument107 paginiThe Lean Agile and World Class Manufacturing CookbookShanmugam BalasubramaniamÎncă nu există evaluări
- Three Way ANOVA ExampleDocument16 paginiThree Way ANOVA ExampleShanmugam BalasubramaniamÎncă nu există evaluări
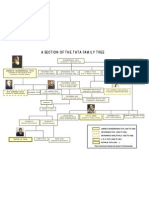
- TATA Family TreeDocument1 paginăTATA Family Treemehulchauhan_9950% (2)
- Quality Planning AgreementDocument13 paginiQuality Planning AgreementShanmugam BalasubramaniamÎncă nu există evaluări
- Indra GanesanDocument89 paginiIndra GanesanShanmugam BalasubramaniamÎncă nu există evaluări
- Anovaex SanthoshDocument4 paginiAnovaex SanthoshShanmugam BalasubramaniamÎncă nu există evaluări
- Introduction To Bayesian Monte Carlo Methods in WINBUGSDocument37 paginiIntroduction To Bayesian Monte Carlo Methods in WINBUGSrshe0025004Încă nu există evaluări
- The Impact of Employees Training On The Organization's Performance - Case Study in AlbaniaDocument8 paginiThe Impact of Employees Training On The Organization's Performance - Case Study in AlbaniaGuÎncă nu există evaluări
- January 2015 (IAL) QP - S1 EdexcelDocument15 paginiJanuary 2015 (IAL) QP - S1 EdexcelahamedÎncă nu există evaluări
- Earthquake-Risk Salience and Housing PricesDocument10 paginiEarthquake-Risk Salience and Housing PricesAnnA BÎncă nu există evaluări
- Deep Learning Detects Traffic Accidents from Social MediaDocument47 paginiDeep Learning Detects Traffic Accidents from Social MediaRicardo HoganÎncă nu există evaluări
- Practice Test 2 Part II (Dragged)Document3 paginiPractice Test 2 Part II (Dragged)Mery TellezÎncă nu există evaluări
- Bio StatisticsDocument24 paginiBio StatisticsJaycel Dianne Barcoma AlaÎncă nu există evaluări
- Bayesian Learning: Based On "Machine Learning", T. Mitchell, Mcgraw Hill, 1997, Ch. 6Document54 paginiBayesian Learning: Based On "Machine Learning", T. Mitchell, Mcgraw Hill, 1997, Ch. 6Notout NagaÎncă nu există evaluări
- SLR OcrDocument28 paginiSLR OcrPREdator DilaÎncă nu există evaluări
- AAPOR Guidance on Reporting Precision for Nonprobability SamplesDocument5 paginiAAPOR Guidance on Reporting Precision for Nonprobability SamplesPatricio CamejoÎncă nu există evaluări
- ARIMA (P, D, Q) ModelDocument4 paginiARIMA (P, D, Q) ModelselamitspÎncă nu există evaluări
- Contoh CJRDocument16 paginiContoh CJRmmerry743Încă nu există evaluări
- Aps U6 Test Review 2016 KeyDocument4 paginiAps U6 Test Review 2016 Keynuoti guanÎncă nu există evaluări
- Statisics Assignment #01Document3 paginiStatisics Assignment #01Faizan KhanÎncă nu există evaluări
- 3c) Question Paper (Mid Exam)Document2 pagini3c) Question Paper (Mid Exam)venkiscribd444Încă nu există evaluări
- Business Research Methods-Lecutre Notes-ALL UNITSDocument74 paginiBusiness Research Methods-Lecutre Notes-ALL UNITSVenkatachalam Uma78% (32)
- Probability DistributionDocument20 paginiProbability DistributionRabin BaniyaÎncă nu există evaluări
- Week 27 Practical Research 2 G12Document6 paginiWeek 27 Practical Research 2 G12Jac Polido0% (1)
- Milrinone FarmacologiaDocument14 paginiMilrinone FarmacologiaLuis ChancusigÎncă nu există evaluări
- Wilcoxon Sign Rank TestDocument5 paginiWilcoxon Sign Rank TestMan Ah KeowÎncă nu există evaluări
- Week 6 Decision TreesDocument47 paginiWeek 6 Decision TreessinanahmedofficalÎncă nu există evaluări
- Essentials of Modern Business Statistics (7e) : Anderson, Sweeney, Williams, Camm, Cochran © 2018 Cengage LearningDocument52 paginiEssentials of Modern Business Statistics (7e) : Anderson, Sweeney, Williams, Camm, Cochran © 2018 Cengage LearningTwicePinkVelvetÎncă nu există evaluări
- T-Test Compares Pre and Post ScoresDocument10 paginiT-Test Compares Pre and Post Scoresai daÎncă nu există evaluări
- Regression AMPL ModelingDocument5 paginiRegression AMPL Modelingredsox1903Încă nu există evaluări
- Experimental and Quasi-Experimental Research in Information SystemsDocument9 paginiExperimental and Quasi-Experimental Research in Information SystemsRubylen Sabanal ManobaÎncă nu există evaluări
- StatsDocument24 paginiStatsRainiel Victor M. CrisologoÎncă nu există evaluări
- 02 Simple Random SamplingDocument35 pagini02 Simple Random SamplingMahesa ElfikraÎncă nu există evaluări
- Business Statistics Guide to Key TermsDocument46 paginiBusiness Statistics Guide to Key TermsChetanÎncă nu există evaluări
- Two-Point Estimates in ProbabilitiesDocument7 paginiTwo-Point Estimates in ProbabilitiesrannscribdÎncă nu există evaluări
- 347217chapter - 32 Binomial DistributionDocument33 pagini347217chapter - 32 Binomial DistributionK SantoshÎncă nu există evaluări
- A Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormDe la EverandA Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormEvaluare: 5 din 5 stele5/5 (5)
- Psychology Behind Mathematics - The Comprehensive GuideDe la EverandPsychology Behind Mathematics - The Comprehensive GuideÎncă nu există evaluări
- Mathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingDe la EverandMathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingEvaluare: 4.5 din 5 stele4.5/5 (21)
- Mental Math: How to Develop a Mind for Numbers, Rapid Calculations and Creative Math Tricks (Including Special Speed Math for SAT, GMAT and GRE Students)De la EverandMental Math: How to Develop a Mind for Numbers, Rapid Calculations and Creative Math Tricks (Including Special Speed Math for SAT, GMAT and GRE Students)Încă nu există evaluări
- Quantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsDe la EverandQuantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsEvaluare: 5 din 5 stele5/5 (2)
- Basic Math & Pre-Algebra Workbook For Dummies with Online PracticeDe la EverandBasic Math & Pre-Algebra Workbook For Dummies with Online PracticeEvaluare: 4 din 5 stele4/5 (2)
- Calculus Made Easy: Being a Very-Simplest Introduction to Those Beautiful Methods of Reckoning Which are Generally Called by the Terrifying Names of the Differential Calculus and the Integral CalculusDe la EverandCalculus Made Easy: Being a Very-Simplest Introduction to Those Beautiful Methods of Reckoning Which are Generally Called by the Terrifying Names of the Differential Calculus and the Integral CalculusEvaluare: 4.5 din 5 stele4.5/5 (2)
- Making and Tinkering With STEM: Solving Design Challenges With Young ChildrenDe la EverandMaking and Tinkering With STEM: Solving Design Challenges With Young ChildrenÎncă nu există evaluări
- Build a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.De la EverandBuild a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.Evaluare: 5 din 5 stele5/5 (1)
- A Guide to Success with Math: An Interactive Approach to Understanding and Teaching Orton Gillingham MathDe la EverandA Guide to Success with Math: An Interactive Approach to Understanding and Teaching Orton Gillingham MathEvaluare: 5 din 5 stele5/5 (1)
- A-level Maths Revision: Cheeky Revision ShortcutsDe la EverandA-level Maths Revision: Cheeky Revision ShortcutsEvaluare: 3.5 din 5 stele3.5/5 (8)
- Math Magic: How To Master Everyday Math ProblemsDe la EverandMath Magic: How To Master Everyday Math ProblemsEvaluare: 3.5 din 5 stele3.5/5 (15)
- A Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormDe la EverandA Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormEvaluare: 4.5 din 5 stele4.5/5 (20)
- Mental Math Secrets - How To Be a Human CalculatorDe la EverandMental Math Secrets - How To Be a Human CalculatorEvaluare: 5 din 5 stele5/5 (3)
- How Math Explains the World: A Guide to the Power of Numbers, from Car Repair to Modern PhysicsDe la EverandHow Math Explains the World: A Guide to the Power of Numbers, from Car Repair to Modern PhysicsEvaluare: 3.5 din 5 stele3.5/5 (9)
- Strategies for Problem Solving: Equip Kids to Solve Math Problems With ConfidenceDe la EverandStrategies for Problem Solving: Equip Kids to Solve Math Problems With ConfidenceÎncă nu există evaluări
- Fluent in 3 Months: How Anyone at Any Age Can Learn to Speak Any Language from Anywhere in the WorldDe la EverandFluent in 3 Months: How Anyone at Any Age Can Learn to Speak Any Language from Anywhere in the WorldEvaluare: 3 din 5 stele3/5 (79)