Documente Academic
Documente Profesional
Documente Cultură
Proativa
Încărcat de
José Roberto HonórioTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Proativa
Încărcat de
José Roberto HonórioDrepturi de autor:
Formate disponibile
1
Manuteno proativa pode economizar 10 vezes mais do que prticas de
manuteno preditiva/preventiva convencionais
Por: James C. Fitch, P.E.
Introduo
O custo crescente de manuteno um problema srio para os negcios. De acordo com a Dupont
manuteno a maior despesa independente controlvel numa fbrica: em muitas empresas
freqentemente excede o lucro lquido anual. Um dos grandes fabricantes de automveis americano
possui uma equipe de manuteno entre 15.000 e 18.000 funcionrios em todas as suas fbricas. Eles
dizem que 85 a 90 % tempo ocioso. A manuteno preventiva, quando bem implantada, mostrou
gerar economias acima de 25 por cento, alm disso, seus benefcios alcanam rapidamente o ponto de
retomo dos investimentos. De acordo com um estudo da revista Forbes, um de cada trs dlares gasto
em manuteno preventiva desperdiado. Uma grande empresa de reparos relata que 60 por cento
das bombas hidrulicas enviadas para reparo no tm nada de errado com elas. Essas ineficincias so
o resultado da manuteno executada de acordo com uma programao (trabalho de suposio) em
oposio s verdadeiras condies e necessidades da mquina.
Mais recentemente, a manuteno preditiva (tambm conhecida como monitoramento da condio
operacional) tem liderado o caminho para economias adicionais em relao manuteno preventiva,
O uso de tempo real ou instrumentos portteis, tais como monitores de vibrao, termografia,
ferrografia, etc. tm sido eficazes no reconhecimento de sintomas de falha iminente da mquina. O
maior benefcio a disponibilidade de um alerta anterior, de umas poucas horas a poucos dias, que
reduzem o nmero de falhas catastrficas.
Geralmente, a manuteno preditiva implantada juntamente com a manuteno preventiva e objetiva
tanto os sinais de alerta de falha iminente como o reconhecimento de falhas pequenas que iniciam a
reao em cadeia que leva s falhas grandes (isto , controle de danos).
Manuteno Proativa de Extenso da Vida Util
A manuteno proativa tem recebido ateno mundial como o meio mais importante de alcanar
economias inalcanveis pelas tcnicas de manuteno convencionais. A abordagem substitui a
filosofia de manuteno de falha reativa pela de falha proativa evitando as condies subjacentes
que levam a falhas e degradao da mquina. Ao contrrio da manuteno preditiva/preventiva, a
manuteno proativa cria aes conetivas que objetivam as causas da falha-raiz, no apenas sintomas.
Seu objeto central aumentar a vida da mquina mecnica ao invs de (1) fazer reparos quando em
geral nada est quebrado, (2) aceitar a falha como rotina e normal (3) substituindo a manuteno de
falha de crise pela manuteno de falha programada.
Enquanto as causas-raiz da falha so muitas, ou pelo menos se presume que so, geralmente aceito
que 10 por cento das causas da falha so responsveis por 90 por cento das ocorrncias. Na maioria dos
casos, os sintomas da falha mascaram a causa raiz ou so eles prprios considerados como a causa. Por
exemplo, a falha sbita de um rolamento com freqncia considerada como causada por lubrificante
de m qualidade ou ruim. A causa- raiz, por outro lado, contaminao no lubrificante ou instalao
defeituosa do rolamento.
Quando uma mquina bem projetada e bem construda, as causas da falha podem se reduzidas
geralmente a aplicao indevida da mquina ou contaminao. E, entre as duas, a contaminao
claramente a mais comum e mais sria culpada pela falha. Uma grande quantidade de provas de
laboratrio e confirmaes de campo esto agora disponveis para comprovar este fato. Portanto, a
abordagem inicial lgica para a manuteno proativa a implantao de programas de controle
rigoroso da contaminao para fluidos lubrificantes, hidrulicos, lquidos arrefecedores, ar e
combustvel. A propriedade e veracidade desta estratgia de manuteno enfatizada abaixo.
A) De acordo com a diviso de rolamentos da TRW, contaminao a causa nmero um de avaria de
rolamento que leva troca prematura.
B) A revista Machine Design relata que menos de 10 por cento de todos os roletes e esferas dos
rolamentos atingem o limite de fadiga porque a contaminao causa desgaste ou falha prematura
por fragmentao.
C) De acordo com a Caterpillar, sujeira e contaminao so de longe a causa nmero um das falhas
do sistema hidrulico. A J. 1. Case diz que uma coisa verdadeira sobre sistemas hidrulicos: os
sistemas devem ser mantidos limpos imaculadamente limpos a fim de atingir a produtividade
que so capazes.
D) Estudos proativos da Marinha americana mostram que o custo por hora da contaminao em
equipamento naval e aeronutico excede 60 por cento do custo por hora de combustvel do mesmo
equipamento.
E) O Massachusets Institute of Technology declara que seis a sete por cento do produto nacional
bruto (US$ 240 bilhes) requerido somente para reparar avarias causadas por desgaste mecnico.
O desgaste ocorre como resultado da contaminao.
F) A Oklahoma State University relata que quando o fluido mantido 10 vezes mais limpo a vida das
bombas hidrulicas aumentada 50 vezes.
Medicina Humana Comparada com Estratgias de Manuteno
O corpo humano oferece muitas comparaes com a manuteno de mquinas. De fato, com uma boa
observao dos avanos da medicina humana podemos obter uma excelente percepo de estratgias
eficientes na manuteno de mquinas.
A maioria das mquinas so sistemas dependentes de fluidos, como o corpo humano. Fluidos tais como
lubrificantes, fluidos hidrulicos, lquidos refrigerantes, combustveis e ar carregam e transportam os
contaminantes dentro do sistema. A presena anormal de contaminao num sistema pode ser descrita
como a etapa inicial da falha, significando que, apesar da mquina ainda no apresentar perda de
desempenho ou degradao do componente no momento, as condies que levam falha e vida
operacional reduzida esto presentes e sem defesa. Nveis de contaminantes altos so semelhantes a
apresentar nveis de colesterol e presso sangunea altos:
mais cedo do que o esperado voc morre. E de maneira semelhante ao colesterol, contaminao alta
uma condio corrigvel.
Tipos de Falhas Induzidas por Contaminante
H muitos tipos de falhas de mquinas induzidas por contaminantes. As mais comuns so desgaste,
atrito esttico, engripamento, eroso e corroso. Os contaminantes envolvidos incluem partculas
slidas, umidade, ar, produtos qumicos e outros materiais estranhos ao sistema. Dos tipos de falha, no
entanto, o desgaste abrasivo causado por partculas slidas, substancialmente o mais srio. De acordo
com a diviso Vicckers da TrinovalAeroquip, desgaste abrasivo responsvel por cerca de 90% das
falhas devidas contaminao. Este desgaste abrasivo o resultado de partculas (muito pequenas
para serem vistas) que cortam e sulcam superfcies de rolagem e deslizantes.
A taxa com que a contaminao entra nos fluidos de mquinas hidrulicas geralmente muito
subestimada e minimizada. Da mesma maneira, a eficincia dos filtros para remover contaminantes dos
fluidos dos sistemas no campo superestimada. De acordo com um estudo de equipamento hidrulico
feito pela Oklahoma State University, tem sido demonstrado que taxas de ingresso de lOa 100 milhes
de partculas maiores do que 10 micra (por minuto) caracterizam os sistemas no campo.
Portanto, o filtro, se existente, desafiado com a formidvel tarefa de remover partculas do fluido com
mesma taxa que entram. Testes dos fabricantes de mquinas mostram que os filtros tm grande
dificuldade de executar essa tarefa no campo, onde so submetidos a condies de mudanas
freqentes de temperatura, viscosidade do fluido, presso e fluxo, mais os efeitos de choque, vibrao e
fadiga. Outros problemas comuns so vlvulas de derivao que emperram abertas, juntas de filtro
avariadas ou faltantes e filtros instalados ao contrrio ou tortos. Assim sendo, os prejuzos e
idiossincrasias das situaes de campo so muitos. Como resultado, os nveis de contaminao dos
fluidos deve ser monitorados com freqncia para verificar o desempenho do filtro e prover o retomo
essencial que d integridade a um programa de controle da contaminao.
Economia da Manuteno dos Sistemas Hidrulicos
Tratando-se de controle de contaminao da manuteno proativa, os japoneses talvez sejam os lderes
mundiais. Eles escolheram claramente a abordagem do faa, no fale somente. A evidncia disto vem
dos relatrios de duas das maiores siderrgicas mundiais, Nippon Steel e Kawasaki Steel, ambas no
Japo:
A) Depois que a Nippon implantou um programa de controle da contaminao de sistemas hidrulicos
em toda a fbrica, envolvendo ambos: filtragem melhorada e monitoramento rigoroso da limpeza do
fluido a freqncia de troca de bombas foi reduzida a um quinto e a freqncia acumulada de
todas as falhas devidas a desgaste e contaminao foram reduzidas a um dcimo.
B) Da mesma maneira, a Kawasaki Steel, para no ser ultrapassada, implantou um programa de
controle de contaminao similar e conseguiu uma reduo quase inacreditvel de 97% nas falhas
de componentes hidrulicos. Declaraes como estas estimularam a British Hydromechanics
Research Association (BHRA) e a Marinha americana a conduzirem seus prprios estudos para
comprovar os benefcios do controle de contaminao da manuteno proativa:
1) O estudo da BHRA cobriu um perodo de 3 anos e baseou-se numa experincia de campo com 117
mquinas hidrulicas, cuidadosamente monitoradas, de oito categorias (moldagem por injeo,
mquinas ferramentas, movimentao de material, mvel/ construo, martimo, trabalho com
metal, bancadas de teste e diversos). Os resultados do estudo mostraram uma relao expressiva
entre nveis de contaminao do fluido e vida til. Limpeza melhorada do sistema atingiu tempo
mdio entre falhas (mean time between failures - MTBF) real aumentado de 10 a 50 vezes,
dependendo da limpeza.
2) Um estudo do Naval Air Development Center em Warminster, Pennsylvania (EUA), realizado em
bombas hidrulicas de avio, mostrou um aumento de aproximadamente 4 vezes na vida til com
66 por cento de melhoria na filtragem e aumento de 13 vezes na vida til com 93 por cento de
melhoria na filtragem.
Economia na Vida dos Mancais
De acordo com a Diviso de Rolamentos da TWR, contaminao a causa nmero um de avarias de
rolamentos... o montante da avaria causada por contaminantes slidos que passam entre as superfcies
de rolagem e deslizantes de um mancal anti-frico proporcional ao tamanho e concentrao dos
contaminantes. Ao contrrio das avarias originadas abaixo da superfcie associadas comumente a
fadiga, a contaminao causa aos rolamentos avarias originadas na superfcie. Este desgaste induzido
por contaminante reduz a vida do rolamento a apenas cinco por cento da vida estimada, de acordo com
pesquisadores japoneses. Outros estudos na fbrica tambm so ressoantes:
1) O programa de controle de contaminao relatado pela Nippon Steel incluiu sistemas de
lubrificao envolvendo mancais fixos e de roletes. Durante os trs anos do perodo de estudo
conseguiram 50 por cento de reduo nas compras de mancais na fbrica.
2) A International Paper Company relatou uma reduo aproximada de 90 por cento nas falhas de
mancais em apenas 6 meses depois que implantaram filtragem melhorada e controle de
contaminao na sna fabrica de papel em Pine Buff (EUA).
3)
w[(pesq ps-nvolantes de u3( w[hplan)]TJ651.015 0 TD0.0007 Tc490.153 Tecnduzsna fabontanas de m
3) Um estudo conduzido pela cadeia de supermercados Albertsons Inc., numa srie de motores
Cummins para cavalo-mecnico, encontrou taxas de desgaste acentuadamente reduzidas com maior
limpeza do leo lubrificante. Depois de analisar seis motores com 600.000 milhas de operao,
Albertsons relata os munhes do virabrequim do motor apresentaram apenas 0,0005 de polegada
de desgaste. Os mancais de biela e principais no tinham gasto nem a camada de cobre. O desgaste
dos anis de compresso e de leo era inexpressivo.
4) Estudo de uma universidade Europia independente, conforme publicado na revista Lubrication
Engineer, relata reduo no desgaste dos motores diesel, com fator 14, quando feita melhor
limpeza do leo lubrificante. O estudo tambm iguala a reduo do atrito resultante com um
aumento de 5 por cento na economia de combustvel.
Com referncia a motores de turbinas a gs, o U. S. Department of Defense relata que
aproximadamente 30 por cento de todas as falhas dos motores so causadas por contaminao de
partculas metlicas nos sistemas de leo lubrificante. Estudos mais precisos, se realizados,
provavelmente provariam que a verdadeira porcentagem seria bem e maior. Afinal de contas, o
processo de desgaste e falhas das turbinas a gas, por projeto, deve ser semelhante s falhas do motor
diesel e mancais, conforme relatado e documentado anteriormente.
interessante notar que, atualmente, nos Estados Unidos, analisado um volume anual estimado de 25
a 50 milhes de amostras de leo lubrificante pelos laboratrios. Ainda assim, apesar do fato da
contaminao ser o maior contribuinte da falha de motor, menos de 5 por cento desses laboratrios
fazem contagem de partculas nas amostras de leo lubrificante. A anlise de metais de desgaste e
anlise de elementos so muito freqentemente confundidas como sendo indicadoras dos tamanhos e
concentraes de partculas nos leos lubrificantes. Apenas dispositivos precisos de contagem de
partculas podem determinar isso.
Passos para Implantao do Controle de Contaminao da Manuteno Proativa
O controle de contaminao, como alicerce da manuteno proativa, implantado em trs passos
simples:
1) Estabelecer os nveis-alvo de limpeza do fluido para cada mquina e sistema.
2) Selecionar e instalar equipamento de filtragem (ou melhorar a classificao atual do filtro) e
tcnicas de eliminao de contaminante para atingir os objetivos de nveis de limpeza.
3) Monitorar a limpeza do fluido em intervalos regulares para assegurar que os objetivos sejam
atingidos. Ajustar as tcnicas de filtragem e eliminao de contaminante, confonne requerido, para
estabilizar os objetivos de limpeza.
A explicao detalhada para implantar cada um desses passos encontrada no livro Eluid
Contanination Cont rol, de Dr. Emest C. Fitch.
importante notar que um mito comum entre o pessoal responsvel pela manuteno de mquinas a
crena de que os custos incrementais superam os benefcios de atingir a limpeza do fluido. Esses custos
so associados adio ou melhoria dos filtros e/ou a troca de fluidos com maior freqncia. Apesar de
no ser inteno deste artigo detalhar o elenco de tcnicas para implantar o controle de contaminao
de fluidos, deve ser observado que se forem requeridos custos originados pelo programa, so, em geral,
absorvidos muito rapidamente pelas economias no custo de manuteno. Alm dos custos de
implantao, somente devem ser esperados custos operacionais incrementais para certas aplicaes de
ingresso alto de contaminantes, tipicamente menos de 10 por cento dos casos. Fora isso, a economia
geralmente ultrapassa os custos com margens grandes.
De maneira geral, os fluidos e lubrificantes tm vida infinita quando protegidos de calor excessivo,
umidade, ar e partculas. Como so sujeitos contaminao, seu monitoramento deve fazer parte do
programa de controle de contaminao. De fato alguns leos lubrificantes de sistemas de gerao de
energia, atingiram vida til de mais de 10 anos. Em relao ao relatrio da Nippon Steel, eles declaram
que a influncia de prticas de controle de contaminao rgidas contribuiu para a reduo de 83 por
cento de consumo de leo. A PaI! Corporation diz que com a melhoria da limpeza dos fluidos, os
intervalos de troca de leo podem ser aumentados de duas vezes ou mais.
Devido a taxas de desgaste significativamente menores (gerao de partculas), a PalI tambm declara
que os intervalos de troca de filtros tambm podem ser aumentados em duas vezes. Estes podem ainda
ser aumentados adotando medidas para restringir a entrada de contaminantes no fluido. Economia
adicional pode ser conseguida atravs do monitoramento rotineiro dos nveis de contaminao do
fluido a fim de programar as trocas de filtro em pontos timos.
O Monitoramento da Contaminao Essencial para o Sucesso do Controle de Contaminao
Inegavelmente, o monitoramento da contaminao um elemento operativo para atingir o objetivo de
aumento de vida til da mquina. Os nveis de contaminantes da mquina, como afetados pelo ingresso
e filtragem, so extremamente dinmicos. E no anormal os nveis variarem duas a trs ordens de
grandeza num perodo de dias ou mesmo de horas. Conseqentemente, o monitoramento de
contaminante fecha o circuito oferecendo retorno essencial, e portanto, o controle. Pilotar um avio
numa tempestade sem altmetro, ou um navio no mar sem bssola, ou dirigir um carro num ral sem
marcador de combustvel so algumas analogias que se pode usar para tentar fazer manuteno sem
monitoramento.
O monitoramento de contaminante no fluido pode ser feito no campo ou na fbrica retirando amostras
do fluido em frascos para anlise em laboratrio ou instrumentos portteis na prpria mquina.
Recentemente h uma tendncia de fugir da amostragem em frascos e anlise de laboratrio para
monitoramento rotineiro de contaminante devido ao alto custo associado, menor preciso e demora. Em
seu lugar esto em uso monitores portteis que recebem o fluido diretamente das mquinas para anlise
no local.
Um instrumento vendido pela Diagnetics, denominado digital Contam-Alert (dCA), operado por
bateria e extremamente leve. Consiste de um sensor acoplado a um computador de mo por um cabo.
Durante o teste, o sensor colocado momentaneamente numa porta de diagnstico instalada
permanentemente na mquina. Uma pequena amostra do fluido sob presso passa pelo sensor e depois
de um ou dois minutos a contagem das partculas exibida na tela do computador.
A unidade pode ser usada com uma variedade de leos lubrificantes e lquidos arrefecedores. Aps
cada teste, o cabo do sensor comprimido, o que expele a amostra, tomando-o imediatamente pronto
para uso. Os dados de contagem de partcula podem ser facilmente armazenados no computador,
rotulados com a identificao da mquina, data e comentrios do usurio. Depois, os dados podem ser
impressos com uma impressora porttil ou baixados para um computador pessoal de mesa.
O uso do monitor de contaminao porttil oferece manuteno proativa ou preditiva na fbrica ou no
campo. Os operadores de manuteno podem simplesmente andar de mquina em mquina para
verificar os nveis de contaminante no fluido e compar-los com objetivos padres. As ordens de
servio de manuteno podem ento ser emitidas para corrigir os sistemas fora de especificao.
Comparao entre Monitoramento de Contaminante com Tcnicas de Manuteno Preditiva
Tpicas
Alm de sua utilidade como ferramenta de manuteno proativa, o monitoramento de contaminante
pode ser igualmente eficaz como primeiro alerta para falhas iminentes da mquina, isto , manuteno
preditiva. Quando uma falha de mquina est em progresso, h gerao abrupta de resduos de desgaste
resultando em presena anormal de partculas nos fluidos. Essa reao em cadeia de poucas partculas
gerando mais e mais partculas uma indicao incontestvel de falha em progresso. O uso de
monitores de contaminantes portteis, mudanas distintas nos nveis de contaminante podem ser
facilmente reconhecidos, geralmente com tempo suficiente para programar a manuteno.
Esta tcnica tem inmeras vantagens em relao a outras tcnicas de manuteno preditiva:
Monitoramento de Vibrao
De acordo com a obra Hanbuch der Schadenverhutung, 63% das falhas de compressores e 78% das
falhas de turbina no causam alterao na vibrao. Alm disso, nas tentativas de detectar falhas de
compressor centrfugo usando monitoramento de vibrao, a Chevron relata que, muitas falhas de
mancal de encosto ocorrem instantaneamente, permitindo apenas segundos entre a primeira indicao
do problema e o contato interno das peas rotativas e estacionrias. Eles dizem mais, as rbitas de
vibrao sempre surgem pouco antes da falha catastrfica sbita, excedendo o limite de desligamento
em ambas as direes X e Y.
O desgaste ocorre bem antes do aparecimento da vibrao na maioria das mquinas. O nvel acelerado
de partculas no leo lubrificante , portanto, o primeiro sinal de falha iminente. Fora isso, h muitos
tipos de equipamento em que o sinal de vibrao muito complexo para monitorar sem software
sofisticado de computador para decifrar a assinatura. At agora, por exemplo, as tentativas para usar
monitoramento da vibrao em equipamento hidrulico no tem tido muito sucesso.
Anlise Ferrogrtica
Ferrografia o processo de depositar partculas magnticas numa lmina de laboratrio e observ-la no
microscpio. Seu uso limitado anlise de laboratrio de amostras em frascos, visto no ser porttil.
mais freqente, devido ao alto custo do equipamento analtico da ferrografia, enviar as amostras para
laboratrios comerciais onde os resultados podem demorar de alguns dias a vrias semanas. Alm do
mais, a ferrografia analtica no uma tcnica quantitativa e no avalia a presena de partculas no
magnticas, tais como alumnio, lato, cobre e cromo. A ferrografia analtica pode, no entanto, ser
muito til como ferramenta suplementar para localizar falhas e interpretar os processos de desgaste,
uma vez que a indicao inicial seja dada pelo monitoramento de contaminante.
Anlise Espectrogrfica de Elementos
A anlise espectrogrfica tem sido usada desde a Segunda Guerra Mundial para estabelecer e
quantificar a presena de metais de desgaste a aditivos nos leos lubrificantes e fluidos hidrulicos.
Tem havido muitos estudos conflitantes em relao utilidade e preciso da anlise espectrogrfica. Os
que duvidam dizem que a tcnica no pode detectar partculas maiores do que 10 micra e que no
determina dados quantitativos referentes a tamanho e contagem de partculas. Um estudo publicado na
revista Lubrication Engineering envolvendo mais de 150 amostras de leo usado coletadas de caixas de
engrenagens industriais, compressores, transmisses e sistemas hidrulicos, concluiu que:
1) Altos nveis de contaminao nesses sistemas contribui para nveis maiores de desgaste, aceleram
o processo de desgaste e resultam em falha prematura.
2) Quando a anlise de metais sozinha (confrontada com monitoramento de contaminante) indica
aumento de desgaste, o processo abrasivo pode ser irreversvel e o sistema pode, de fato, estar no
ponto de falha total.
3) interessante notar que os resultados da anlise espectroscpica do desgaste de metais NO
MUDARAM significativamente (apesar da filtragem altamente melhorada), entretanto, foi obtida
uma reduo geral no desgaste total depois de vrios meses de monitoramento do sistema.
Outro estudo ainda, mostrou que a anlise espectogrfica no previu a falha de componentes banhados
a leo da aeronave. Surpreendentemente, depois de analisar uma amostra de leo de um gerador
eltrico em outro relatrio, os resultados espectogrficos indicaram sem maiores problemas. De fato,
a amostra foi colhida DEPOIS da falha total, um ponto em que nveis exorbitantes de metal de desgaste
deveriam ter sido detectados.
Hierarquia de Monitoramento do Sistema
Foi dito que o propsito fundamental do controle de contaminao e monitoramento de contaminante
obter tempo mdio entre falhas (MTBF) largamente aumentado, no controle de dano. Entretanto,
quando condies anormais esto presentes, como indicado antes, anlises adicionais usando
ferrografia ou vibrao podem identificar a fonte do problema.
So estabelecidas trs linhas de base para cada aplicao. A primeira a linha de base do
monitoramento de rotina do contaminante, que satisfaz os principais requisitos de monitoramento do
sistema. Estabelece o objetivo de nvel de limpeza, para o qual o aumento de vida til desejado para a
mquina pode ser conseguido. A segunda linha de base definida acima da primeira na escala do nvel
de contaminante e representa condies anormais que requerem anlise adicional. O autor prefere a
ferrografia como o meio para localizar e explicar a fonte de contaminao.
No exemplo mostrada a falha de um retentor raspador de cilindro. Esse tipo de falha no afeta o
desempenho operacional de imediato, mas resulta em alta taxa de entrada de partculas. Uma vez
corrigida, os nveis de contaminantes voltam ao normal, abaixo da primeira linha de base. O segundo
movimento alm da primeira linha de base, um filtro gasto, que foi substitudo. Em ambos os casos, a
ferrografia falhou na confirmao dos nveis anormais de detritos de desgaste, direcionando a pesquisa
de falhas para outro lugar.
Uma terceira linha de base estabelecida para alguns sistemas onde pode ser usado monitoramento de
vibrao. Se os nveis de contaminante progridem nessa regio e a ferrografia confirma desgaste
abrasivo ou anormal, ento a anlise de vibrao pode ser empregada como tcnica de controle de
avaria. Outros mtodos, tais como anlise volumtrica ou anlise espectrogrfica tambm podem ser
teis. Uma vez identificado o componente problema, a manuteno pode ser programada prontamente.
A hierarquia de monitoramento do sistema deve ser personalizada para os requisitos adequados do
usurio e da aplicao. projetada para servir as necessidades combinadas da manuteno proativa e
preditiva para obter o mximo de economia possvel. A ttulo de orientao, a chave para a
implantao eficaz 90 por cento planejamento e 10 por cento ao.
Sumrio e Concluses
A manuteno proativa apresentada como meio importante para curar as causas da falha raiz e
aumentar a vida til da mquina. O controle da c
10
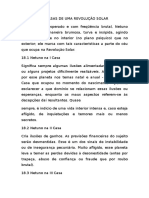
Contagem de partculas ISO 21/18 contm sujeira e
areia.
Representa contagem de partculas ISO 18/14.
Representa contaminao 38 vezes maior do que o
leo limpo ISO 16/13.
Microscopa do leo novo, contaminado por sujeira e
outros detritos.
Referncias
Beercheck, Richard C. How Dirt and Water can Slash Bearing Life. Machine Design. July 6,
1978.
Bertele, Otto V Why Condition Monitor? 3rd international Conference on Condition Monitoring.
October 15-16, 1990.
Blok, Peter Jim C. Fitch, and Kim A. Hodgson. Measuring Contaminant Level in the Field
(Bestimmung der Oireinheitsgrades on Ort und Stelle). Olhydraulik und Pneumatik. 34. No. 5.
1990.
Chaplin, James. improving Vehicle Productivity Through Better Contamination Control. SAE
Paper No. 861300. September 1986.
Cooper, Richard. Prevention of Ball Bearing Failures. Plant Services. December, 1985.
Cunningham, Ernest R. Contaminant Removal Methods and Equipment for Cleaning Hydraulic
Fluids. Plant Engineering. June 11, 1987.
Dodd Ray V. Condition Monitoring of Major Turbomachinery Cuts Costs Over 4-year Period.
Oil and Gas Journal March, 12, 1984.
Editor Early Warning Helps Avoid Costly Repairs. Heavy Eguipment Maintenance. ApriL, 1989.
Editor Troubleshooting Hydraulics. Eguipment Management. January, 1991.
Farris, John A. Controlling Contamination in Hydraulic Systems. Contractors and Engineers
11
Magazine. May, 1974.
Fitch, E. C. A Perspective of Contamination Control Economics. The BFPR Journal. 1978, 11,
1: 49-53.
Fitch, E. C. An in-line Contaminant Monitor for Fluid Power and Lubrication Systems. The
Fluid Power Research Center, OSU. 1982.
Fitch, E. C. Fluid Contamination Control. Sillwater: FES, Inc., /988.
Fitch, J. C. Hydraulic Fluid Analysis - Avoiding the Potential Pitfalls. Hydraulics and
Pneumatics Magazine. Part 1, December, 1987. Part 2, January, 1988.
Fitch, J. C. Quantifying the Contaminant Tolerance of Hydraulic Systems Using the Contaminant
Life index. National Conference on Fluid Power. 1986.
Hankins, Carrol F. Increasing Bearing Life in Paper Machines by Contamination Control.
PALL Symposium on Contamination and Wear 1984.
Hitchcox, A. L. Portable Equipment Evaluates Hydraulic Performance. Hydraulics and
Pneumatics Magazine. July, 1987.
Jones, H. J. Coming to Terms with Contamination in Naval Hydraulic Systems. IMECHE,
C243/84. 1984
Krivejko, Gary E. Increasing Cash Flow by Contamination Control in Hydraulic Lubricating
Systems in the Steel industry. Association of Iron and Steel Engineers. September 1983.
Leugner L. O. The Use of Oil Contamination Testing Combined with Improved Filtration Will
Optimize Both Lubricant and Equipment Life. Lubrication Engineering. October, 1989.
Needelman, William M. Review of Lubricant Contamination and Diesel Engine Wear. SAE
Paper No. 881827. 1988.
Ohlson, John. Effect of Contamination and Filtration Level on Pump Wear and Performance.
SAE A6 Committee Meeting No. 96.
Oishi, Naoki. Contamination Control Benefits at Nagoya Works, Nippon Steel. Internal report.
1989.
Poley, Jack. Oil Analysis for Monitoring Hydraulic Oil Systems, a Step-Stage Approach. Journal
of the Society of Tribologists and Lubricating Engineers. January, 1990.
Rabinowicz, Ernest. Graduate Level Course Outline in Tribology, Friction, Wear and
Lubrication. Massachusetts Institute of Technology. 1986.
Roe, John. Determining Financial Benefits for Predictive Maintenance and Developing
Management Support. PPM Technology May/June, 1990.
Rosen, Jerome. Power Plant Diagnostics Go On-line. Mechanical Engineering. December,
1989.
Siegel, Stewart. High-Efficiency Filtration - Reducing Engine Wear. Fleet Owner. February,
1990.
Spencer John. Effective Contamination Control in Fluid Power Systems. Sperry Vickers. 1980.
Staley, David R. Correlating Lube Oil Filtration Efficiencies with Engine Wear. NonWovens
Conference, TAPPI 1989.
Tessmann, R. K. and E. C. Fitch. Field Contaminant ingression Rates - How Much? Eighth
Annual Fluid Power Research Conference, OSU. Paper No. P74 -47. October 8-9, 1974.
12
Unknown author How DuPont Can Stop Maintenance Costs from Eating Away Your Profits.
Commercial literature. 1983.
Unknown author Quantitative Lubricating Oil Debris Monitoring and Analysis. N89-123,
Program Solicitation, SBIR, Department of Defense. 1989.
Verdegan, Barry M., Laura Thibodeau and Stephen L. Fallon. Lubricating Oil Condition
Monitoring Through Particle Size Analysis. SAE Paper NO. 881824. 1988.
www.sotreq.com.br
SAC: 0800-220080
S-ar putea să vă placă și
- Manual Utilização Plataforma ElevDocument110 paginiManual Utilização Plataforma ElevLiliana RibeiroÎncă nu există evaluări
- Aula - 2 - Análise de Tensões e Deformações e Vasos de Pressão de Paredes FinasDocument42 paginiAula - 2 - Análise de Tensões e Deformações e Vasos de Pressão de Paredes FinasJosé Roberto HonórioÎncă nu există evaluări
- 241 2014 PDFDocument150 pagini241 2014 PDFTravis TurnerÎncă nu există evaluări
- INSTRUÇÃO TÉCNICA # - 17-2014 Brigada de Incêndio Parte 2 - 08mai14Document38 paginiINSTRUÇÃO TÉCNICA # - 17-2014 Brigada de Incêndio Parte 2 - 08mai14José Roberto HonórioÎncă nu există evaluări
- IPANDocument2 paginiIPANClark Araujo ReisÎncă nu există evaluări
- Problemas Diagrama de VennDocument3 paginiProblemas Diagrama de VennJOSEANE MARIA PESCHÎncă nu există evaluări
- Material Complementar 2Document9 paginiMaterial Complementar 2Letícia LoiolaÎncă nu există evaluări
- 07 - Escravizada - Daniella WrightDocument25 pagini07 - Escravizada - Daniella Wrightprofessora AdrianaÎncă nu există evaluări
- Como Ouvir Pessoas PDFDocument58 paginiComo Ouvir Pessoas PDFEugênia De CamposÎncă nu există evaluări
- Planejamento Alimentar - Daniel Araújo de Freitas - Dieta 01 - EmagrecimentoDocument5 paginiPlanejamento Alimentar - Daniel Araújo de Freitas - Dieta 01 - EmagrecimentoDaniel Araújo de FreitasÎncă nu există evaluări
- A Diversidade Cultural e Econômica Do Continente EuropeuDocument35 paginiA Diversidade Cultural e Econômica Do Continente EuropeuConhecerÎncă nu există evaluări
- Slide BioéticaDocument13 paginiSlide Bioéticaiza machadoÎncă nu există evaluări
- SISTEMA DE ENSINO PRESENCIAL CONECTADO PEDAGOGIA - Cristiane GestaoDocument12 paginiSISTEMA DE ENSINO PRESENCIAL CONECTADO PEDAGOGIA - Cristiane Gestaosra. barbosaÎncă nu există evaluări
- Sistema GNV SENAI PDFDocument59 paginiSistema GNV SENAI PDFCristovan BT86% (7)
- Netuno Nas Casas de Uma Revolução SolarDocument4 paginiNetuno Nas Casas de Uma Revolução Solarroberthnmd67% (3)
- N-1706 Petrobras PDFDocument22 paginiN-1706 Petrobras PDFWalter RigolinoÎncă nu există evaluări
- Cerveja PDFDocument28 paginiCerveja PDFLucas Beirao Do ValleÎncă nu există evaluări
- Apostila - Identificação de EscorpiõesDocument40 paginiApostila - Identificação de EscorpiõesDébora Samira G. NegrãoÎncă nu există evaluări
- Ligações QuímicasDocument66 paginiLigações QuímicasBenites PatrickÎncă nu există evaluări
- Termodinamica Q Geral-Parte1aDocument48 paginiTermodinamica Q Geral-Parte1avito xxxÎncă nu există evaluări
- Estratégias Discursivas Da Publicidade Viral: Um Estudo Do Vídeo "Real Test Ride" Da Marca Harley DavidsonDocument12 paginiEstratégias Discursivas Da Publicidade Viral: Um Estudo Do Vídeo "Real Test Ride" Da Marca Harley DavidsonEspaço ExperiênciaÎncă nu există evaluări
- Cronograma Semana 22 Extensivo OnlineDocument1 paginăCronograma Semana 22 Extensivo OnlineThomas HaasÎncă nu există evaluări
- Valeria Cristina Esparrachiari OAB/SP Nº 161.960Document3 paginiValeria Cristina Esparrachiari OAB/SP Nº 161.960Fabio BentoÎncă nu există evaluări
- Tecnica Hertz PowermindDocument13 paginiTecnica Hertz PowermindBolinho Chuva100% (4)
- Solucionario Livro Algebra Moderna PDFDocument111 paginiSolucionario Livro Algebra Moderna PDFJean Carlos60% (5)
- Apostila InformaticaDocument128 paginiApostila Informaticawilson netto100% (1)
- FAULSTICH, Enilde L. de J. Como Ler, Entender e Redigir Um TextoDocument118 paginiFAULSTICH, Enilde L. de J. Como Ler, Entender e Redigir Um TextoOPS100% (2)
- Princípio Do Devido Processo LegalDocument2 paginiPrincípio Do Devido Processo LegalDireito 1001Încă nu există evaluări
- Bombas NuclearesDocument10 paginiBombas NuclearesDaviSeerÎncă nu există evaluări
- Recuperação JudicialDocument21 paginiRecuperação JudicialJulia AndradeÎncă nu există evaluări
- Planejamentos de Conteúdos Ensino FundamentalDocument9 paginiPlanejamentos de Conteúdos Ensino FundamentalLuana DuarteÎncă nu există evaluări
- Fundamentos Históricos Do Serviço Social em YazbeckDocument23 paginiFundamentos Históricos Do Serviço Social em YazbeckBarbosa DavidÎncă nu există evaluări
- Ética e Testes Genéticos - O Caso de Nahaniel WuDocument2 paginiÉtica e Testes Genéticos - O Caso de Nahaniel WuJ Ricardo VeigaÎncă nu există evaluări
- 8ºano - Arte - TRILHA - Semana 02Document1 pagină8ºano - Arte - TRILHA - Semana 02Reginer Garcia NavesÎncă nu există evaluări