S-ar putea să vă placă și
- RT Procedure GeneralDocument18 paginiRT Procedure GeneralvsnaiduqcÎncă nu există evaluări
- Radio Graphic ExaminationDocument33 paginiRadio Graphic ExaminationSakthi PanneerSelvam Tanjai100% (6)
- Radiography Examination Procedure For Asme Boiler, Pressure Vessel and PipingDocument15 paginiRadiography Examination Procedure For Asme Boiler, Pressure Vessel and PipingEko Kurniawan100% (1)
- PT Qualita Utama Radiographic Testing Procedure SpecificationDocument20 paginiPT Qualita Utama Radiographic Testing Procedure Specificationpapathsheila100% (1)
- 8 RT ProcedureDocument8 pagini8 RT ProcedureMagesh VenuÎncă nu există evaluări
- Internal RT Procedure Spread IIDocument4 paginiInternal RT Procedure Spread IIravi00098100% (1)
- Radiography Procedure for PipelinesDocument12 paginiRadiography Procedure for PipelinesMecon HyderabadÎncă nu există evaluări
- Radiography Test ProcedureDocument12 paginiRadiography Test Procedurehasan_676489616100% (4)
- RT ProcedureDocument14 paginiRT ProcedureEngEslam7100% (4)
- Muksyn Engineering Radiographic Testing ProcedureDocument24 paginiMuksyn Engineering Radiographic Testing Procedurecloud23100% (1)
- RT ProcedureDocument22 paginiRT ProcedureRavindra S. JivaniÎncă nu există evaluări
- RT Safe Work Area CalculationDocument10 paginiRT Safe Work Area CalculationMuhammed Hisham H100% (1)
- Radiography Testing - NDT Inspection - TWIDocument5 paginiRadiography Testing - NDT Inspection - TWIKolusu SivakumarÎncă nu există evaluări
- Ut ProcedureDocument7 paginiUt Procedurearavindan100% (1)
- Scope:: Area of Sample To Be Tested All Surfaces, Weld and Heat Affected Zone, Including Dimensions of HAZDocument2 paginiScope:: Area of Sample To Be Tested All Surfaces, Weld and Heat Affected Zone, Including Dimensions of HAZAnna PariniÎncă nu există evaluări
- Level IiiDocument3 paginiLevel IiiMangalraj MadasamyÎncă nu există evaluări
- NDT RT ProcedureDocument16 paginiNDT RT ProcedureSandiSandii100% (1)
- 013 NDT-UT TSE API 1104 - Rev 00-2-21Document21 pagini013 NDT-UT TSE API 1104 - Rev 00-2-21zainalÎncă nu există evaluări
- BIX - RT ProcedureDocument36 paginiBIX - RT ProcedureEduard Abastillas100% (1)
- RT ProcedureDocument33 paginiRT Procedurenathgsurendra100% (2)
- Wtm-058 Ut Procedure Aws d1.5 (2010)Document9 paginiWtm-058 Ut Procedure Aws d1.5 (2010)Wisüttisäk Peäröön0% (1)
- RT Procedure Rev01EDocument20 paginiRT Procedure Rev01ETrương Ngọc SơnÎncă nu există evaluări
- Nde ProceduresDocument66 paginiNde Proceduressoumaya yahyaouiÎncă nu există evaluări
- AWSD1.1 Procedure UtDocument19 paginiAWSD1.1 Procedure Utkevin desai50% (2)
- Magnetic Particle Examination Procedure: International Inspection Services LTDDocument12 paginiMagnetic Particle Examination Procedure: International Inspection Services LTDsantanurini100% (1)
- Cp16 Issue Renewal and Recertification of PCN Levels 1 & 2 CertificatesDocument19 paginiCp16 Issue Renewal and Recertification of PCN Levels 1 & 2 Certificatesndt_inspectorÎncă nu există evaluări
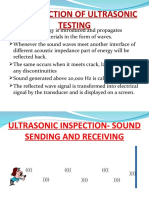
- Introduction of Ultrasonic TestingDocument70 paginiIntroduction of Ultrasonic TestingMAXX ENGINEERS100% (1)
- ULTRASONIC TESTING PROCEDUREDocument14 paginiULTRASONIC TESTING PROCEDUREshifa0% (1)
- Radiography Test Inspection Free NDT Sample Procedure 1 4Document5 paginiRadiography Test Inspection Free NDT Sample Procedure 1 4Alam MD SazidÎncă nu există evaluări
- Ultrasonic ProcedureDocument31 paginiUltrasonic ProcedureChristopher Jones100% (1)
- Eddy Current Array TutorialDocument13 paginiEddy Current Array TutorialsameerÎncă nu există evaluări
- Dye Penetrant ProcedureDocument8 paginiDye Penetrant ProcedureTouil HoussemÎncă nu există evaluări
- Job Procedure For X-Ray Radiographic TestingDocument25 paginiJob Procedure For X-Ray Radiographic TestingMahesh PanditÎncă nu există evaluări
- RFET Calibration Tube Standerds & Signal AnalysisDocument33 paginiRFET Calibration Tube Standerds & Signal AnalysisJeganJjÎncă nu există evaluări
- RT Procedure Rev.0Document19 paginiRT Procedure Rev.0Goutam Kumar DebÎncă nu există evaluări
- Radiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0Document13 paginiRadiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0BCE DeÎncă nu există evaluări
- Manual Ultrasonic Testing Procedure for 26Document12 paginiManual Ultrasonic Testing Procedure for 26Rohit Kumar Mishra100% (1)
- Hardness Test ProcedureDocument5 paginiHardness Test Procedurefebinjohns87100% (1)
- Reviewed UT Procedure 10-12-2016Document18 paginiReviewed UT Procedure 10-12-2016Muhammad Maulana100% (1)
- NDTDocument38 paginiNDTNishant B MayekarÎncă nu există evaluări
- RADIOGRAPHIC TEST PROCEDURE (RT Procedure)Document17 paginiRADIOGRAPHIC TEST PROCEDURE (RT Procedure)Senthil Kumaran100% (1)
- PMI Test ProcedureDocument5 paginiPMI Test Procedureazimr157100% (2)
- Magnetic Particle Examination Procedure PorDocument7 paginiMagnetic Particle Examination Procedure PorFasil ParuvanathÎncă nu există evaluări
- Radiography Acceptance Criteria As Per B 31.3Document2 paginiRadiography Acceptance Criteria As Per B 31.3mohamedÎncă nu există evaluări
- P-003 Ultrasonic Testing ProcedureDocument24 paginiP-003 Ultrasonic Testing ProcedureSaheb Yadav100% (2)
- Manual Ultrasonic Testing - WeldDocument5 paginiManual Ultrasonic Testing - Weldkiki270977Încă nu există evaluări
- Liquid Dye Penetrant Test Inspection Sample ProcedureDocument8 paginiLiquid Dye Penetrant Test Inspection Sample Procedureم.ذكى فضل ذكىÎncă nu există evaluări
- RT Specific ExamDocument3 paginiRT Specific ExamGoutam Kumar Deb100% (1)
- UT Report FormDocument1 paginăUT Report FormElisha NguyenÎncă nu există evaluări
- RT ProcedureDocument18 paginiRT Procedure1339979Încă nu există evaluări
- Isotrend Ir 192 Brochure PDFDocument2 paginiIsotrend Ir 192 Brochure PDFSafiq UddinÎncă nu există evaluări
- BeamTool Scan Plan SummaryDocument2 paginiBeamTool Scan Plan Summarywilfran villegasÎncă nu există evaluări
- ASNT Inspection Procedures - 08 - Industrial Radiography PDFDocument88 paginiASNT Inspection Procedures - 08 - Industrial Radiography PDFBasil KuriakoseÎncă nu există evaluări
- PWHT Procedure by FurnaceDocument5 paginiPWHT Procedure by Furnacerustamriyadi0% (1)
- RT ProcedureDocument25 paginiRT ProcedurePhong Do100% (2)
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989De la EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookÎncă nu există evaluări
- NDT - RADIOGRAPHDocument12 paginiNDT - RADIOGRAPHDedy TriandaÎncă nu există evaluări
- Embryo If Embryonic Period PDFDocument12 paginiEmbryo If Embryonic Period PDFRyna Miguel MasaÎncă nu există evaluări
- Feasibility StudyDocument47 paginiFeasibility StudyCyril Fragata100% (1)
- Chapter 1: The Critical Role of Classroom Management DescriptionDocument2 paginiChapter 1: The Critical Role of Classroom Management DescriptionJoyce Ann May BautistaÎncă nu există evaluări
- Modified Release Drug ProductsDocument58 paginiModified Release Drug Productsmailtorubal2573100% (2)
- Amana PLE8317W2 Service ManualDocument113 paginiAmana PLE8317W2 Service ManualSchneksÎncă nu există evaluări
- Statement of Compulsory Winding Up As On 30 SEPTEMBER, 2008Document4 paginiStatement of Compulsory Winding Up As On 30 SEPTEMBER, 2008abchavhan20Încă nu există evaluări
- Development of Rsto-01 For Designing The Asphalt Pavements in Usa and Compare With Aashto 1993Document14 paginiDevelopment of Rsto-01 For Designing The Asphalt Pavements in Usa and Compare With Aashto 1993pghasaeiÎncă nu există evaluări
- Board 2Document1 paginăBoard 2kristine_nilsen_2Încă nu există evaluări
- Socially Responsible CompaniesDocument2 paginiSocially Responsible CompaniesItzman SánchezÎncă nu există evaluări
- Ground Water Resources of Chennai DistrictDocument29 paginiGround Water Resources of Chennai Districtgireesh NivethanÎncă nu există evaluări
- Environmental Assessment of Sewer ConstructionDocument32 paginiEnvironmental Assessment of Sewer ConstructionKaleab TadesseÎncă nu există evaluări
- Hawk Technology Systems v. NCLDocument6 paginiHawk Technology Systems v. NCLPriorSmartÎncă nu există evaluări
- Yanmar America publication listing for engine parts, service, and operation manualsDocument602 paginiYanmar America publication listing for engine parts, service, and operation manualsEnrique Murgia50% (2)
- 27 MARCH 2020: Assignment 5 Question PaperDocument4 pagini27 MARCH 2020: Assignment 5 Question PaperShadreck SandweÎncă nu există evaluări
- Device Interface Device Type (Router, Switch, Host) IP Address Subnet Mask Default GatewayDocument2 paginiDevice Interface Device Type (Router, Switch, Host) IP Address Subnet Mask Default GatewayRohit Chouhan0% (1)
- Bandung Colonial City Revisited Diversity in Housing NeighborhoodDocument6 paginiBandung Colonial City Revisited Diversity in Housing NeighborhoodJimmy IllustratorÎncă nu există evaluări
- School Quality Improvement System PowerpointDocument95 paginiSchool Quality Improvement System PowerpointLong Beach PostÎncă nu există evaluări
- NPV Irr ArrDocument16 paginiNPV Irr ArrAnjaliÎncă nu există evaluări
- Elmeasure Solenoid Ates CatalogDocument12 paginiElmeasure Solenoid Ates CatalogSEO BDMÎncă nu există evaluări
- Desert Power India 2050Document231 paginiDesert Power India 2050suraj jhaÎncă nu există evaluări
- Periodic ClassificationDocument4 paginiPeriodic ClassificationtusharÎncă nu există evaluări
- ĐỀ SỐ 3Document5 paginiĐỀ SỐ 3Thanhh TrúcÎncă nu există evaluări
- C Exam13Document4 paginiC Exam13gauravsoni1991Încă nu există evaluări
- Living Nonliving DeadDocument11 paginiLiving Nonliving DeadArun AcharyaÎncă nu există evaluări
- 2019 May Chronicle AICFDocument27 pagini2019 May Chronicle AICFRam KrishnaÎncă nu există evaluări
- Furnace ITV Color Camera: Series FK-CF-3712Document2 paginiFurnace ITV Color Camera: Series FK-CF-3712Italo Rodrigues100% (1)
- TransistorDocument1 paginăTransistorXhaÎncă nu există evaluări
- Obiafatimajane Chapter 3 Lesson 7Document17 paginiObiafatimajane Chapter 3 Lesson 7Ayela Kim PiliÎncă nu există evaluări
- Afu 08504 - International Capital Bdgeting - Tutorial QuestionsDocument4 paginiAfu 08504 - International Capital Bdgeting - Tutorial QuestionsHashim SaidÎncă nu există evaluări
- Covey - Moral CompassingDocument5 paginiCovey - Moral CompassingAsimÎncă nu există evaluări