S-ar putea să vă placă și
- Pharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersDe la EverandPharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersÎncă nu există evaluări
- Actpro Al Drysyrup 3b001Document48 paginiActpro Al Drysyrup 3b001joerichladÎncă nu există evaluări
- BPR - FP025-1 V-1Azinil 35ml PFSDocument17 paginiBPR - FP025-1 V-1Azinil 35ml PFSShagorShagor100% (1)
- cGMP Current Good Manufacturing Practices for PharmaceuticalsDe la EverandcGMP Current Good Manufacturing Practices for PharmaceuticalsEvaluare: 1 din 5 stele1/5 (2)
- Aphrin PFS BMR V-01Document13 paginiAphrin PFS BMR V-01ShagorShagorÎncă nu există evaluări
- Prepared by Production: Approved by QA/QC:: NVIDAZOLE® 2500 BolusDocument17 paginiPrepared by Production: Approved by QA/QC:: NVIDAZOLE® 2500 BolusLegese HailuÎncă nu există evaluări
- BMR Cephracap 500 Cap Checked 1Document16 paginiBMR Cephracap 500 Cap Checked 1jordan7half7don100% (1)
- Aphrin 500 MG Capsule BPR 1Document12 paginiAphrin 500 MG Capsule BPR 1ShagorShagor100% (1)
- Vatakulantka Rasa TabletDocument7 paginiVatakulantka Rasa Tabletreflectprakash3610Încă nu există evaluări
- BMR SuspensionsDocument16 paginiBMR SuspensionsMohammed Zubair0% (1)
- BMR of Vericef 500capsuleDocument17 paginiBMR of Vericef 500capsuleShagorShagor100% (1)
- Acitral Syrup 1000litDocument4 paginiAcitral Syrup 1000litAhmad HussainÎncă nu există evaluări
- Metformin FormulationDocument6 paginiMetformin Formulationsujit50% (2)
- 2 Leozinc B SyrupDocument2 pagini2 Leozinc B SyrupShagorShagorÎncă nu există evaluări
- Manufacturing Formula: PRODUCT: Neuropal Suspension (Pyritinol Dihydrochloride 100mg)Document6 paginiManufacturing Formula: PRODUCT: Neuropal Suspension (Pyritinol Dihydrochloride 100mg)Mohammed ZubairÎncă nu există evaluări
- Cipro - MFR 500r1Document18 paginiCipro - MFR 500r1Anonymous IVUj0uiÎncă nu există evaluări
- Aphrin Pfs BPR p1 v-1Document13 paginiAphrin Pfs BPR p1 v-1ShagorShagorÎncă nu există evaluări
- A Product Which Has Completed All Stages of Manufacture, Including Final PackagingDocument4 paginiA Product Which Has Completed All Stages of Manufacture, Including Final Packagingom shankar JhaÎncă nu există evaluări
- Batch Manufacturing Record: Wellborne Pharmachem & BiologicalsDocument23 paginiBatch Manufacturing Record: Wellborne Pharmachem & BiologicalsMohammed Zubair100% (1)
- Quality Dossier of Asmatab TabletDocument16 paginiQuality Dossier of Asmatab TabletShagorShagor100% (1)
- 01 - Assay Procedure Development Protocol (APDP) of Celozin TabletDocument5 pagini01 - Assay Procedure Development Protocol (APDP) of Celozin TabletShagorShagorÎncă nu există evaluări
- Prepared by Production: Approved by QA/QC:: TERASOL® 600 BolusDocument19 paginiPrepared by Production: Approved by QA/QC:: TERASOL® 600 BolusLegese HailuÎncă nu există evaluări
- Raw Material Requisition Slip - For MergeDocument1 paginăRaw Material Requisition Slip - For Mergeasit_mÎncă nu există evaluări
- BMR - Reference - Moisturizing CreamDocument6 paginiBMR - Reference - Moisturizing CreamNIKHIL YEMUL100% (1)
- Emiset - BPRDocument25 paginiEmiset - BPRjordan7half7donÎncă nu există evaluări
- MFRDocument9 paginiMFRHarshal PawarÎncă nu există evaluări
- Dispensing of Raw Materials Version 02 (GMF 095)Document4 paginiDispensing of Raw Materials Version 02 (GMF 095)ShagorShagor100% (1)
- STP of Purified Talc BPDocument9 paginiSTP of Purified Talc BPMd. Moniruzzaman0% (1)
- 17 04 2023Document34 pagini17 04 2023BIONIAL HEALTHCAREÎncă nu există evaluări
- Aphrin 500 MG Capsule BPR 2Document16 paginiAphrin 500 MG Capsule BPR 2ShagorShagor100% (2)
- Guide To Master Formulae Final2021 PDFDocument39 paginiGuide To Master Formulae Final2021 PDFNafi Hasan Zahid100% (1)
- 02 Cleaning Validation of Double Cone Blender CLV 02Document2 pagini02 Cleaning Validation of Double Cone Blender CLV 02Ravi Yadav100% (2)
- Sop For Operating Dry GranulatorDocument3 paginiSop For Operating Dry GranulatorsaimaÎncă nu există evaluări
- Batch Manufacturing Record (Capsule) : TitleDocument25 paginiBatch Manufacturing Record (Capsule) : TitleMohammed Zubair100% (3)
- Manufacturing Formula: PRODUCT: Medgel Suspension (Sucralfate)Document5 paginiManufacturing Formula: PRODUCT: Medgel Suspension (Sucralfate)Mohammed ZubairÎncă nu există evaluări
- SMP 200mgDocument7 paginiSMP 200mgTahir IbrahimÎncă nu există evaluări
- 01 BMR Placebo TabletsDocument10 pagini01 BMR Placebo TabletsIris Patrisha Abigail BalutocÎncă nu există evaluări
- Chlorpheniramine Maleate: Supriya Lifescience LTDDocument17 paginiChlorpheniramine Maleate: Supriya Lifescience LTDRaul JimenezÎncă nu există evaluări
- Azithromycin 250mg TabletDocument12 paginiAzithromycin 250mg TabletziadddÎncă nu există evaluări
- Manufacturing Formula: Product: Ctzine SyrupDocument6 paginiManufacturing Formula: Product: Ctzine SyrupMohammed ZubairÎncă nu există evaluări
- BMR - fp025-01 v-1 Azinil Pfs 35mlDocument14 paginiBMR - fp025-01 v-1 Azinil Pfs 35mlShagorShagorÎncă nu există evaluări
- Film Coated Tablet Process Validation SchemeDocument12 paginiFilm Coated Tablet Process Validation SchemeFarhana Shermeen83% (6)
- VAL-115 Process Validation For Liquid and Solid Dosage Manufacturing SampleDocument3 paginiVAL-115 Process Validation For Liquid and Solid Dosage Manufacturing SampleMarwa Ahmed100% (2)
- Process Validation Protocol of Desvel 50Mg Tablet: Medisure Laboratories Pakistan (PVT.) LTDDocument16 paginiProcess Validation Protocol of Desvel 50Mg Tablet: Medisure Laboratories Pakistan (PVT.) LTDsamia khanÎncă nu există evaluări
- Sop For Cleaning Capsule Filling Machine C-14 in Capsulation Room 2Document5 paginiSop For Cleaning Capsule Filling Machine C-14 in Capsulation Room 2WANDERA ROBERTÎncă nu există evaluări
- Ceftrioxne Injection 250 DossiorDocument133 paginiCeftrioxne Injection 250 DossiorMohammed Zubair100% (1)
- Regulation of Cosmetics in Japan PDFDocument32 paginiRegulation of Cosmetics in Japan PDFMucharla Praveen KumarÎncă nu există evaluări
- RM-Method Validation ProtocolDocument12 paginiRM-Method Validation ProtocolShagorShagorÎncă nu există evaluări
- Guide To Master Formulae Final 2012Document119 paginiGuide To Master Formulae Final 2012MohamedRefaatMohamedÎncă nu există evaluări
- Assay by Titration Validation Protocol-ModelDocument9 paginiAssay by Titration Validation Protocol-ModelAnzari Muhammad100% (4)
- Ethical Drugs LTD.: Siddhirganj, NarayanganjDocument10 paginiEthical Drugs LTD.: Siddhirganj, NarayanganjBejoy Karim100% (1)
- 2.Pv Semisolid FDADocument37 pagini2.Pv Semisolid FDARahayu Maulida RÎncă nu există evaluări
- 02 LC of Double Cone Blender 02Document2 pagini02 LC of Double Cone Blender 02Ravi YadavÎncă nu există evaluări
- Batch Manufacturing RecordDocument7 paginiBatch Manufacturing RecordAnu JoshiÎncă nu există evaluări
- Master Formula CardDocument7 paginiMaster Formula CardTrilochan Ayurveda100% (1)
- 3.BatchRecordsF10sm 000Document22 pagini3.BatchRecordsF10sm 000abdelaziz_ismail685662Încă nu există evaluări
- Capsule Process ValidationDocument28 paginiCapsule Process ValidationNavdeep ChaudharyÎncă nu există evaluări
- Hold Time Studies For FBD BagsDocument12 paginiHold Time Studies For FBD BagsShubam Sharma100% (1)
- Cleaning ValidationDocument17 paginiCleaning ValidationMollidain SandeepÎncă nu există evaluări
- R1906D8711022 Assignment 2Document9 paginiR1906D8711022 Assignment 2joerichlad100% (1)
- R1906D8711022 AssignmentDocument11 paginiR1906D8711022 Assignmentjoerichlad67% (6)
- Free Audiobook VersionDocument1 paginăFree Audiobook Versioncigevoyani0% (1)
- A 2 WnewliteDocument48 paginiA 2 WnewlitejoerichladÎncă nu există evaluări
- Industrial TYROLITc 21Document611 paginiIndustrial TYROLITc 21kamilÎncă nu există evaluări
- System Substation Commissioning TestsDocument8 paginiSystem Substation Commissioning TestsCvijayakumar100% (1)
- D 5431 - 93 Rdu0mzetotmDocument4 paginiD 5431 - 93 Rdu0mzetotmJuanÎncă nu există evaluări
- A. Desplat: Godzilla (2014) - Film Score AnalysisDocument18 paginiA. Desplat: Godzilla (2014) - Film Score AnalysisR.PercacciÎncă nu există evaluări
- Detector de Fum Si Temperatura Apollo XP95-55000-885Document2 paginiDetector de Fum Si Temperatura Apollo XP95-55000-885dorobantu_alexandruÎncă nu există evaluări
- V + V Plus - EN1Document6 paginiV + V Plus - EN1james.anitÎncă nu există evaluări
- Systems of Linear Equations With Two VariablesDocument34 paginiSystems of Linear Equations With Two VariablesFatima KausarÎncă nu există evaluări
- Surface Chemistry: by General CharacteristicsDocument8 paginiSurface Chemistry: by General CharacteristicssriÎncă nu există evaluări
- Gunny PasteDocument2 paginiGunny PastejpesÎncă nu există evaluări
- BR Safetymatrix enDocument12 paginiBR Safetymatrix enHamidreza MoaddeliÎncă nu există evaluări
- Safety Data Sheet: 1. IdentificationDocument7 paginiSafety Data Sheet: 1. IdentificationKhobeb MuslimÎncă nu există evaluări
- GOLDEN DAWN 1 10 The Banishing Ritual of HexagramDocument4 paginiGOLDEN DAWN 1 10 The Banishing Ritual of HexagramF_RC86% (7)
- Cantece Copii in EnglezaDocument10 paginiCantece Copii in EnglezaGeorgi Neacşa100% (1)
- Ffu 0000034 01Document8 paginiFfu 0000034 01Karunia LestariÎncă nu există evaluări
- Atg SPRL 01 PDFDocument25 paginiAtg SPRL 01 PDFMuhammad Faiez AfzaalÎncă nu există evaluări
- Manual DessertDocument32 paginiManual DessertDANIEL F. HERNANDEZ100% (1)
- Lecture For ClassDocument97 paginiLecture For ClassRITHWIK DINESHÎncă nu există evaluări
- Iec 62031 PDFDocument16 paginiIec 62031 PDFAlbertoÎncă nu există evaluări
- Nokia 6131 NFCDocument5 paginiNokia 6131 NFCvetvetÎncă nu există evaluări
- Ovonic Unified Memory OR Phase Change MemoryDocument37 paginiOvonic Unified Memory OR Phase Change Memoryrockstar_69Încă nu există evaluări
- Ficha Tecnica p501Document4 paginiFicha Tecnica p501LizbethÎncă nu există evaluări
- Mixing L 6-7Document60 paginiMixing L 6-7hyde2520015754Încă nu există evaluări
- Denel Dynamics Product Brochure PDFDocument36 paginiDenel Dynamics Product Brochure PDFeggboy196967% (3)
- Mungbean 03india PDFDocument194 paginiMungbean 03india PDFSrujana PatelÎncă nu există evaluări
- Bock09 - Video Compression SystemsDocument300 paginiBock09 - Video Compression SystemsWong_Ngee_SengÎncă nu există evaluări
- Candaza, HM Pe4l Reaction PaperDocument5 paginiCandaza, HM Pe4l Reaction Papermaria isabel candazaÎncă nu există evaluări
- Figure Eight Island Homeowners' Association, Inc. Case StudyDocument16 paginiFigure Eight Island Homeowners' Association, Inc. Case StudyYoong YingÎncă nu există evaluări
- Metal-Tek Electric Contact Cleaner Spray - TDS (2021)Document1 paginăMetal-Tek Electric Contact Cleaner Spray - TDS (2021)metal-tek asteÎncă nu există evaluări
- 017 - Chapter 3 - L13Document6 pagini017 - Chapter 3 - L13nanduslns07Încă nu există evaluări
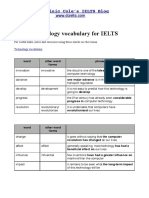
- Technology VocabularyDocument3 paginiTechnology VocabularyChixo GalaxyÎncă nu există evaluări
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincDe la EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincEvaluare: 3.5 din 5 stele3.5/5 (137)
- Organic Chemistry for Schools: Advanced Level and Senior High SchoolDe la EverandOrganic Chemistry for Schools: Advanced Level and Senior High SchoolÎncă nu există evaluări
- Is That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeDe la EverandIs That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeEvaluare: 5 din 5 stele5/5 (4)
- Chemistry for Breakfast: The Amazing Science of Everyday LifeDe la EverandChemistry for Breakfast: The Amazing Science of Everyday LifeEvaluare: 4.5 din 5 stele4.5/5 (90)
- Formulating, Packaging, and Marketing of Natural Cosmetic ProductsDe la EverandFormulating, Packaging, and Marketing of Natural Cosmetic ProductsÎncă nu există evaluări
- Handbook of Formulating Dermal Applications: A Definitive Practical GuideDe la EverandHandbook of Formulating Dermal Applications: A Definitive Practical GuideÎncă nu există evaluări
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactDe la EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactEvaluare: 5 din 5 stele5/5 (5)
- Monkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeDe la EverandMonkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeEvaluare: 4 din 5 stele4/5 (1)
- The Disappearing Spoon: And Other True Tales of Madness, Love, and the History of the World from the Periodic Table of the ElementsDe la EverandThe Disappearing Spoon: And Other True Tales of Madness, Love, and the History of the World from the Periodic Table of the ElementsEvaluare: 4 din 5 stele4/5 (146)
- AP® Chemistry Crash Course, For the 2020 Exam, Book + Online: Get a Higher Score in Less TimeDe la EverandAP® Chemistry Crash Course, For the 2020 Exam, Book + Online: Get a Higher Score in Less TimeEvaluare: 5 din 5 stele5/5 (1)
- AP Chemistry Flashcards, Fourth Edition: Up-to-Date Review and PracticeDe la EverandAP Chemistry Flashcards, Fourth Edition: Up-to-Date Review and PracticeÎncă nu există evaluări
- Ingredients: A Visual Exploration of 75 Additives & 25 Food ProductsDe la EverandIngredients: A Visual Exploration of 75 Additives & 25 Food ProductsEvaluare: 4 din 5 stele4/5 (1)
- Bioplastics: A Home Inventors HandbookDe la EverandBioplastics: A Home Inventors HandbookEvaluare: 4 din 5 stele4/5 (2)
- Taste: Surprising Stories and Science About Why Food Tastes GoodDe la EverandTaste: Surprising Stories and Science About Why Food Tastes GoodEvaluare: 3 din 5 stele3/5 (20)
- The Periodic Table: A Very Short IntroductionDe la EverandThe Periodic Table: A Very Short IntroductionEvaluare: 4.5 din 5 stele4.5/5 (3)
- Tribology: Friction and Wear of Engineering MaterialsDe la EverandTribology: Friction and Wear of Engineering MaterialsEvaluare: 5 din 5 stele5/5 (1)
- The Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsDe la EverandThe Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsEvaluare: 5 din 5 stele5/5 (3)
- The Elements We Live By: How Iron Helps Us Breathe, Potassium Lets Us See, and Other Surprising Superpowers of the Periodic TableDe la EverandThe Elements We Live By: How Iron Helps Us Breathe, Potassium Lets Us See, and Other Surprising Superpowers of the Periodic TableEvaluare: 3.5 din 5 stele3.5/5 (22)
- High School Chemistry: Comprehensive Content for High School ChemistryDe la EverandHigh School Chemistry: Comprehensive Content for High School ChemistryÎncă nu există evaluări
- Water-Based Paint Formulations, Vol. 3De la EverandWater-Based Paint Formulations, Vol. 3Evaluare: 4.5 din 5 stele4.5/5 (6)
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactDe la EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactEvaluare: 5 din 5 stele5/5 (1)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookDe la EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookÎncă nu există evaluări
- Fundamentals of Chemistry: A Modern IntroductionDe la EverandFundamentals of Chemistry: A Modern IntroductionEvaluare: 5 din 5 stele5/5 (1)
- A Perfect Red: Empire, Espionage, and the Quest for the Color of DesireDe la EverandA Perfect Red: Empire, Espionage, and the Quest for the Color of DesireEvaluare: 4 din 5 stele4/5 (129)