S-ar putea să vă placă și
- B31.8 2016, Capitulo II, Soldaduras en Español PDFDocument11 paginiB31.8 2016, Capitulo II, Soldaduras en Español PDFimarluÎncă nu există evaluări
- Formato para La Especificación Del Procedimiento de Soldadura (WPS)Document2 paginiFormato para La Especificación Del Procedimiento de Soldadura (WPS)Estefania Gamboa50% (2)
- Texto TigDocument43 paginiTexto TigLusmila FloresÎncă nu există evaluări
- 1340CP 2019 ANTAPACCAY Accesorios para Tubería HDPE - HidrogeologíaDocument4 pagini1340CP 2019 ANTAPACCAY Accesorios para Tubería HDPE - HidrogeologíaRaul FloresÎncă nu există evaluări
- Curso Accesorios Herramientas Corte Get Maquinaria Pesada Ferreyros CaterpillarDocument42 paginiCurso Accesorios Herramientas Corte Get Maquinaria Pesada Ferreyros CaterpillarAle Fierro100% (1)
- Valorizacion Concentrados-Dec 04Document17 paginiValorizacion Concentrados-Dec 04Xavier Kevin Peña LavadoÎncă nu există evaluări
- Ficha Plancha Lac A36Document1 paginăFicha Plancha Lac A36JairoMuñozAlegreÎncă nu există evaluări
- Oc-000005430 900492151 - Insak SasDocument1 paginăOc-000005430 900492151 - Insak SasVanessa Navarro CaldasÎncă nu există evaluări
- Departamento de Antioquia - Impuestos de Vehículos - Webcheckout PlacetoPayDocument2 paginiDepartamento de Antioquia - Impuestos de Vehículos - Webcheckout PlacetoPayVanessa Navarro CaldasÎncă nu există evaluări
- Diplomado Alta Gerencia Vanessa NavarroDocument1 paginăDiplomado Alta Gerencia Vanessa NavarroVanessa Navarro CaldasÎncă nu există evaluări
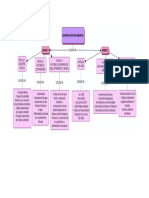
- Mapa Conceptual - SGADocument1 paginăMapa Conceptual - SGAVanessa Navarro CaldasÎncă nu există evaluări
- El Servicio Nacional de Aprendizaje SENA: Vanessa Navarro CaldasDocument1 paginăEl Servicio Nacional de Aprendizaje SENA: Vanessa Navarro CaldasVanessa Navarro CaldasÎncă nu există evaluări
- Latones y Zamak para Componentes en ContDocument25 paginiLatones y Zamak para Componentes en ContJorge Saul CarranzaÎncă nu există evaluări
- Sesión 13 - Carpintería MetálicaDocument17 paginiSesión 13 - Carpintería MetálicaAlexander Rubio GermanÎncă nu există evaluări
- Práctica Aleaciones CompletaJavierDocument45 paginiPráctica Aleaciones CompletaJavierJavi AfromenÎncă nu există evaluări
- DEFECTOS FundiciónDocument134 paginiDEFECTOS Fundiciónemreguero100% (1)
- Trefilado de Acero Inoxidable 304Document5 paginiTrefilado de Acero Inoxidable 304Santiago A. Gaitan TorresÎncă nu există evaluări
- Grupo COLLADO PDFDocument9 paginiGrupo COLLADO PDFElizabeth RodriguezÎncă nu există evaluări
- Concentrados de ZincDocument26 paginiConcentrados de ZincJosé AbantoÎncă nu există evaluări
- INSPECTOR ESTANDAR 003 Glosario 5GDocument7 paginiINSPECTOR ESTANDAR 003 Glosario 5GMachaditoÎncă nu există evaluări
- Guia de Aprendizaje - SmawDocument6 paginiGuia de Aprendizaje - SmawAlfonso Mejia FernandezÎncă nu există evaluări
- Separación Por FlotaciónDocument6 paginiSeparación Por Flotaciónworquera2507Încă nu există evaluări
- Alivio de Esfuerzos Residuales en Soldaduras de Tuberias Que Conducen Vapor PDFDocument88 paginiAlivio de Esfuerzos Residuales en Soldaduras de Tuberias Que Conducen Vapor PDFangel jimenez alonsoÎncă nu există evaluări
- Corte Cosntructivo Mas Detalle 1Document1 paginăCorte Cosntructivo Mas Detalle 1Luigi PalmaÎncă nu există evaluări
- 3era Participación 12 - 03 - 21 - Problemas Resueltos Del Proceso ElectrometalúrgicoDocument28 pagini3era Participación 12 - 03 - 21 - Problemas Resueltos Del Proceso ElectrometalúrgicoJhon WilliamsÎncă nu există evaluări
- Inconel 625Document2 paginiInconel 625pochito44Încă nu există evaluări
- Guía 4 Tabla Periódica y Elementos Químicos RESUELTADocument7 paginiGuía 4 Tabla Periódica y Elementos Químicos RESUELTAalejandro argumedoÎncă nu există evaluări
- Electrodo OxidanteDocument15 paginiElectrodo OxidanteRaul Quispe RamirezÎncă nu există evaluări
- Normas DinDocument41 paginiNormas Dinrodolfo delgadoÎncă nu există evaluări
- Primera Clase Introduccion A La Metalurgia y Comercialización de MineralesDocument101 paginiPrimera Clase Introduccion A La Metalurgia y Comercialización de MineralesMasur Jhonatan Reymundo Atencio100% (1)
- 4 Acero de Presfuerzo - 2 PDFDocument4 pagini4 Acero de Presfuerzo - 2 PDFsamuel_llave_cÎncă nu există evaluări
- Usos y Ejemplos de AmalgamasDocument3 paginiUsos y Ejemplos de AmalgamasCristofer Yaranga YarangaÎncă nu există evaluări
- Mejoramiento de La Cementación de Un Acero A36Document3 paginiMejoramiento de La Cementación de Un Acero A36Leandro Ayala RamirezÎncă nu există evaluări
- Oferta y Demanda Del NIQUELDocument10 paginiOferta y Demanda Del NIQUELRicardo HOÎncă nu există evaluări
- Esterología 2018Document71 paginiEsterología 2018Oneill Vasquez AmayaÎncă nu există evaluări