S-ar putea să vă placă și
- Hydrogen Production TechnologiesDe la EverandHydrogen Production TechnologiesMehmet SankirÎncă nu există evaluări
- Ulllted States Patent (19) (11) Patent Number: 6,013,597: Karim Et Al. (45) Date of Patent: Jan. 11, 2000Document10 paginiUlllted States Patent (19) (11) Patent Number: 6,013,597: Karim Et Al. (45) Date of Patent: Jan. 11, 2000shcnmartinÎncă nu există evaluări
- Light Monoolefins From Methanol And/or Dimethyl Ether: BonifazDocument12 paginiLight Monoolefins From Methanol And/or Dimethyl Ether: BonifazSp4rkZ87Încă nu există evaluări
- Process For AADocument15 paginiProcess For AASantiago BorgesÎncă nu există evaluări
- United States Patent Office: As The Central Atom On A CarrierDocument4 paginiUnited States Patent Office: As The Central Atom On A CarrierRasoulÎncă nu există evaluări
- Asetaldehid (Recovered)Document15 paginiAsetaldehid (Recovered)Mario VensfiseCrewÎncă nu există evaluări
- Integrated Process For The Production of Vinyl Acetate From Acetic Acid Via Ethyl AcetateDocument44 paginiIntegrated Process For The Production of Vinyl Acetate From Acetic Acid Via Ethyl Acetatearif ihwandaÎncă nu există evaluări
- Us 20120035390Document18 paginiUs 20120035390sariÎncă nu există evaluări
- 49 2 Philadelphia 10-04 1181Document4 pagini49 2 Philadelphia 10-04 1181lumengentiunÎncă nu există evaluări
- TOLUENEDocument7 paginiTOLUENEAlzahra AliÎncă nu există evaluări
- Us 5883295Document8 paginiUs 5883295Manuel Gonzalez GalvezÎncă nu există evaluări
- Us 4377495Document5 paginiUs 4377495DWNLD USRMLÎncă nu există evaluări
- United States Patent: 4,837,360 Patent Number: Date of Patent: EtDocument6 paginiUnited States Patent: 4,837,360 Patent Number: Date of Patent: EtorogenidaÎncă nu există evaluări
- Method For Producing Methyl Chloride PattenDocument23 paginiMethod For Producing Methyl Chloride PattenMufita RamadhinaÎncă nu există evaluări
- Methane Steam ReformingDocument8 paginiMethane Steam ReformingPanda BoyÎncă nu există evaluări
- The Highly Selective Oxidation of Cyclohexane To Cyclohexanone and Cyclohexanol Over Valpo Berlinite by Oxygen Under Atmospheric PressureDocument9 paginiThe Highly Selective Oxidation of Cyclohexane To Cyclohexanone and Cyclohexanol Over Valpo Berlinite by Oxygen Under Atmospheric PressureFelipe2 HoyosÎncă nu există evaluări
- Patent US3801634Document5 paginiPatent US3801634Santiago BorgesÎncă nu există evaluări
- Hydrocracking and Hydroisomerization of N-Hexadecane PT - 5Document11 paginiHydrocracking and Hydroisomerization of N-Hexadecane PT - 5ancaene99Încă nu există evaluări
- Ghita Danuta 1 16Document5 paginiGhita Danuta 1 16Anonymous p52JDZOdÎncă nu există evaluări
- Zhang Et Al 2011Document11 paginiZhang Et Al 2011bltzkrigÎncă nu există evaluări
- Gold-Ceria Catalysts For Low-Temperature Water-Gas Shift ReactionDocument13 paginiGold-Ceria Catalysts For Low-Temperature Water-Gas Shift ReactionleonardoÎncă nu există evaluări
- United States Patent (19) : 54 Process For Producing AcrylicacidDocument10 paginiUnited States Patent (19) : 54 Process For Producing AcrylicacidKatia Gutierrez GalaÎncă nu există evaluări
- Production of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno CatalystDocument6 paginiProduction of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno Catalystpetro121Încă nu există evaluări
- Laboratory Research On Tahe AR Fluid Coking On Weak Acid CatalystsDocument5 paginiLaboratory Research On Tahe AR Fluid Coking On Weak Acid Catalystsalejandro8787Încă nu există evaluări
- 1734 DDocument11 pagini1734 DPasha TanÎncă nu există evaluări
- MetoxidoDocument8 paginiMetoxidocessavelinoÎncă nu există evaluări
- United States Patent (19) : Fujii, All of Matsuyama, Japan Attorney, Agent, or Firm-Sherman & ShallowayDocument7 paginiUnited States Patent (19) : Fujii, All of Matsuyama, Japan Attorney, Agent, or Firm-Sherman & ShallowaySälàám Shãnü BhåïÎncă nu există evaluări
- Apl XGDocument3 paginiApl XGPravin ShindeÎncă nu există evaluări
- Catalyst PreparationDocument7 paginiCatalyst PreparationAulia RahmanÎncă nu există evaluări
- Imanaka2015 Article SelectiveLiquidPhaseOxidationODocument7 paginiImanaka2015 Article SelectiveLiquidPhaseOxidationOcamilcaÎncă nu există evaluări
- European Patent Specification: For The Production of Acetic AcidDocument9 paginiEuropean Patent Specification: For The Production of Acetic AcidWisnu Rochman HidayatullahÎncă nu există evaluări
- Acetonitrile PDFDocument4 paginiAcetonitrile PDFmarcelompassosÎncă nu există evaluări
- Office europeen des brevets (fi) Publication number : 0 4 8 2 753 A2Document16 paginiOffice europeen des brevets (fi) Publication number : 0 4 8 2 753 A2Lathifa Rahma AstutiÎncă nu există evaluări
- United States Patent (10) Patent N0.: US 6,743,952 B2Document8 paginiUnited States Patent (10) Patent N0.: US 6,743,952 B2Rizka AndhikaÎncă nu există evaluări
- Paraffin Dehydrogenation Catalyst CompositeDocument9 paginiParaffin Dehydrogenation Catalyst CompositeTri RudiÎncă nu există evaluări
- US Patent for Alkylation of Aromatic Compounds Using Novel CatalystDocument7 paginiUS Patent for Alkylation of Aromatic Compounds Using Novel CatalystStella AguirreÎncă nu există evaluări
- Polyhedron Paper PDFDocument9 paginiPolyhedron Paper PDFAlcides Rojas BarrosoÎncă nu există evaluări
- Steam Reforming of Bagasse To Hydrogen and Synthesis Gas Using Ruthenium Promoted Niefe/Geal O Nano-CatalystsDocument8 paginiSteam Reforming of Bagasse To Hydrogen and Synthesis Gas Using Ruthenium Promoted Niefe/Geal O Nano-CatalystsViet Quoc DinhÎncă nu există evaluări
- AmoolDocument12 paginiAmoolirfan k shahÎncă nu există evaluări
- Hydrogen Production by Catalytic Decomposition of Methane: Naresh Shah, Devadas Panjala, and Gerald P. HuffmanDocument7 paginiHydrogen Production by Catalytic Decomposition of Methane: Naresh Shah, Devadas Panjala, and Gerald P. HuffmanMuhammad HarisÎncă nu există evaluări
- CVD Graphene Supported Cobalt (II) Phthalocyanine As Cathode Electrocatalyst For PEM Fuel CellsDocument8 paginiCVD Graphene Supported Cobalt (II) Phthalocyanine As Cathode Electrocatalyst For PEM Fuel CellsAndres Carmona OsorioÎncă nu există evaluări
- 1 s2.0 S0255270104001461 MainDocument8 pagini1 s2.0 S0255270104001461 MainIlireaÎncă nu există evaluări
- Preparation of Diaryl SulfidesDocument3 paginiPreparation of Diaryl SulfidesThinh DangÎncă nu există evaluări
- Temperature-Programmed Oxidation of Coked Noble Metal Catalysts After Autothermal Reforming of N-HexadecaneDocument9 paginiTemperature-Programmed Oxidation of Coked Noble Metal Catalysts After Autothermal Reforming of N-HexadecaneImran KhanÎncă nu există evaluări
- Catalytic Oxidation of Cyclohexane To Cyclohexanone PDFDocument9 paginiCatalytic Oxidation of Cyclohexane To Cyclohexanone PDFlumengentiunÎncă nu există evaluări
- 12po MC 3 5 PDFDocument2 pagini12po MC 3 5 PDFMarcelo Varejão CasarinÎncă nu există evaluări
- Us2503724 - Ca2941105a1Document8 paginiUs2503724 - Ca2941105a1Facundo MendezÎncă nu există evaluări
- Zhao 2004Document7 paginiZhao 200463011273Încă nu există evaluări
- Bambang Veriansyah, Jae Young Han, Seok Ki Kim, Seung-Ah Hong, Young Jun Kim, Jong Sung Lim, Young-Wong Shu, Seong-Geun Oh, Jaehoon KimDocument8 paginiBambang Veriansyah, Jae Young Han, Seok Ki Kim, Seung-Ah Hong, Young Jun Kim, Jong Sung Lim, Young-Wong Shu, Seong-Geun Oh, Jaehoon Kimscorpion2001glaÎncă nu există evaluări
- Catalytic ConverterDocument30 paginiCatalytic ConverterAkhil R KrishnanÎncă nu există evaluări
- Alkaline Fuel CellDocument13 paginiAlkaline Fuel CellKusuma ZulyantoÎncă nu există evaluări
- Us6147263 PDFDocument6 paginiUs6147263 PDFأصلان أصلانÎncă nu există evaluări
- Production of Sodium DithioniteDocument10 paginiProduction of Sodium DithioniteDhaval PadaliaÎncă nu există evaluări
- US4780224Document4 paginiUS4780224Mohamad Reza JahanbakhshÎncă nu există evaluări
- Hydrogenation and Ring Opening of Naphthalene On Bulk and Supported Mo C CatalystsDocument11 paginiHydrogenation and Ring Opening of Naphthalene On Bulk and Supported Mo C Catalystsioanaandra5690Încă nu există evaluări
- Us 2005187374Document8 paginiUs 2005187374Huub van AertÎncă nu există evaluări
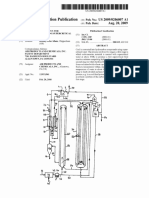
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Document13 paginiPatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaÎncă nu există evaluări
- US3093691Document2 paginiUS3093691Ayu GirlsÎncă nu există evaluări
- Oxidative Dehydrogenation of Propane Over Vanadium Oxide Based Catalysts Effect of Support and Alkali PromoterDocument9 paginiOxidative Dehydrogenation of Propane Over Vanadium Oxide Based Catalysts Effect of Support and Alkali PromoterAbdulhamid AliÎncă nu există evaluări
- Process For The Production of High Purity Aromatic Carboxylic Acids Using A Benzoic Acid and Water Solvent For Oxidation and PurificationDocument13 paginiProcess For The Production of High Purity Aromatic Carboxylic Acids Using A Benzoic Acid and Water Solvent For Oxidation and PurificationIsmail VohraÎncă nu există evaluări
- Steam GeneratorsDocument68 paginiSteam GeneratorskrazylionÎncă nu există evaluări
- EBAM Eco-Profile Acrylic Monomers 3Document44 paginiEBAM Eco-Profile Acrylic Monomers 3federico paÎncă nu există evaluări
- 2014 Dow Annual Report With 10K PDFDocument186 pagini2014 Dow Annual Report With 10K PDFKatia LoarteÎncă nu există evaluări
- Acrylic Acid A Summary of Safety and HandlingDocument74 paginiAcrylic Acid A Summary of Safety and Handlingfederico paÎncă nu există evaluări
- 320, 320L Medicion de Presiones Bomba Hidraulica PDFDocument181 pagini320, 320L Medicion de Presiones Bomba Hidraulica PDFrprim100% (2)
- GS-37 LcaDocument22 paginiGS-37 LcaGeny KucherÎncă nu există evaluări
- Galcon ProductDocument69 paginiGalcon Productapi-36492444Încă nu există evaluări
- Hydropower, Development & Poverty Reduction in Laos - Promises Realised or Broken (2020)Document22 paginiHydropower, Development & Poverty Reduction in Laos - Promises Realised or Broken (2020)Thulasidasan JeewaratinamÎncă nu există evaluări
- LLG FaultDocument8 paginiLLG Faultranjish_007Încă nu există evaluări
- Pressure MeasurementDocument19 paginiPressure MeasurementShadmanSakiefHridoyÎncă nu există evaluări
- Installation Manual E-Brick en LoresDocument80 paginiInstallation Manual E-Brick en LoresvideoramirezÎncă nu există evaluări
- Sany HBT8018C-5S (T3) Trailer Pump - 004118Document2 paginiSany HBT8018C-5S (T3) Trailer Pump - 004118اهى عيشه وبن عشها just a lifeÎncă nu există evaluări
- Caliber Modulo PCM PinoutDocument7 paginiCaliber Modulo PCM PinoutManuel Suarez100% (3)
- Thermal Shock Resistant Neoceram Glass-CeramicDocument2 paginiThermal Shock Resistant Neoceram Glass-CeramicAmândio PintoÎncă nu există evaluări
- High Voltage Products Reliable Products - EN PDFDocument102 paginiHigh Voltage Products Reliable Products - EN PDFSiva ReddyÎncă nu există evaluări
- 3/27/2016 Portable AC On Rent Pune - Portable AC Rentals Pune - AC Rentals Pune On SulekhaDocument3 pagini3/27/2016 Portable AC On Rent Pune - Portable AC Rentals Pune - AC Rentals Pune On SulekhadcoolsamÎncă nu există evaluări
- Chilled Water Pipe Insulation Method StatementDocument2 paginiChilled Water Pipe Insulation Method StatementGündoğdu Akın75% (4)
- OSHA Citations Against O&G and Ducci ElectricDocument107 paginiOSHA Citations Against O&G and Ducci ElectricRepublican-AmericanÎncă nu există evaluări
- Sungris BrochureDocument8 paginiSungris Brochurechemasi123Încă nu există evaluări
- Factors Affecting Potential EnergyDocument3 paginiFactors Affecting Potential EnergyArgyll PaguibitanÎncă nu există evaluări
- TERAO Presentation August 2022Document48 paginiTERAO Presentation August 2022LuatNguyenÎncă nu există evaluări
- Deepwater Training Seminar Presented ToDocument36 paginiDeepwater Training Seminar Presented ToSergio Jesus MarquezÎncă nu există evaluări
- Voith Thyricon Excitation SystemDocument8 paginiVoith Thyricon Excitation SystemKeshab ShresthaÎncă nu există evaluări
- Diesel Engines for Unrestricted Continuous OperationDocument2 paginiDiesel Engines for Unrestricted Continuous OperationJorge Bellido100% (1)
- Energy Manipulation and MeditationDocument6 paginiEnergy Manipulation and Meditationapi-246292178100% (1)
- Fluid KinematicsDocument49 paginiFluid KinematicsJM Jusay CarabLeÎncă nu există evaluări
- Seller'S Disclosure and Condition of Property Addendum (Residential)Document8 paginiSeller'S Disclosure and Condition of Property Addendum (Residential)Barbara BishopÎncă nu există evaluări
- 3512TA - 1000kVA - LV - Spec Sheet PDFDocument5 pagini3512TA - 1000kVA - LV - Spec Sheet PDFavinash_1229Încă nu există evaluări
- KRYPTOSPHERE TechnologyDocument20 paginiKRYPTOSPHERE TechnologySoniale Sánchez GómezÎncă nu există evaluări
- Multidisciplinary Nature of Environmental StudiesDocument6 paginiMultidisciplinary Nature of Environmental StudiesWiz Calvin ManutdÎncă nu există evaluări
- Nikunj Sir FinalDocument32 paginiNikunj Sir FinalSakthi MuruganÎncă nu există evaluări
- TDFC Global Engineering Solutions CompanyDocument189 paginiTDFC Global Engineering Solutions CompanyplanningÎncă nu există evaluări
- 39CQ Iom 06302014Document20 pagini39CQ Iom 06302014Non Etabas GadnatamÎncă nu există evaluări
- Short and Open Circuit Test On TransformerDocument1 paginăShort and Open Circuit Test On TransformerRyan DagsilÎncă nu există evaluări
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDe la EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsÎncă nu există evaluări
- Guidelines for Chemical Process Quantitative Risk AnalysisDe la EverandGuidelines for Chemical Process Quantitative Risk AnalysisEvaluare: 5 din 5 stele5/5 (1)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksDe la EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksEvaluare: 5 din 5 stele5/5 (1)
- Guidelines for the Management of Change for Process SafetyDe la EverandGuidelines for the Management of Change for Process SafetyÎncă nu există evaluări
- Advanced Process Control: Beyond Single Loop ControlDe la EverandAdvanced Process Control: Beyond Single Loop ControlÎncă nu există evaluări
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDe la EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationEvaluare: 4 din 5 stele4/5 (18)
- Nuclear Energy in the 21st Century: World Nuclear University PressDe la EverandNuclear Energy in the 21st Century: World Nuclear University PressEvaluare: 4.5 din 5 stele4.5/5 (3)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationDe la EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationÎncă nu există evaluări
- Guidelines for Siting and Layout of FacilitiesDe la EverandGuidelines for Siting and Layout of FacilitiesÎncă nu există evaluări
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDe la EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentÎncă nu există evaluări
- Well Control for Completions and InterventionsDe la EverandWell Control for Completions and InterventionsEvaluare: 4 din 5 stele4/5 (10)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsDe la EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsÎncă nu există evaluări
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisDe la EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisÎncă nu există evaluări
- An Applied Guide to Water and Effluent Treatment Plant DesignDe la EverandAn Applied Guide to Water and Effluent Treatment Plant DesignEvaluare: 5 din 5 stele5/5 (4)
- Robotics: Designing the Mechanisms for Automated MachineryDe la EverandRobotics: Designing the Mechanisms for Automated MachineryEvaluare: 4.5 din 5 stele4.5/5 (8)
- Guidelines for Developing Quantitative Safety Risk CriteriaDe la EverandGuidelines for Developing Quantitative Safety Risk CriteriaÎncă nu există evaluări
- Chemical Process Safety: Learning from Case HistoriesDe la EverandChemical Process Safety: Learning from Case HistoriesEvaluare: 4 din 5 stele4/5 (14)
- Guidelines for Engineering Design for Process SafetyDe la EverandGuidelines for Engineering Design for Process SafetyÎncă nu există evaluări
- Perfume Engineering: Design, Performance and ClassificationDe la EverandPerfume Engineering: Design, Performance and ClassificationEvaluare: 4 din 5 stele4/5 (5)
- Understanding Distillation Using Column Profile MapsDe la EverandUnderstanding Distillation Using Column Profile MapsÎncă nu există evaluări
- Temperature-Responsive Polymers: Chemistry, Properties, and ApplicationsDe la EverandTemperature-Responsive Polymers: Chemistry, Properties, and ApplicationsÎncă nu există evaluări
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesDe la EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesÎncă nu există evaluări
- Process Engineering and Industrial ManagementDe la EverandProcess Engineering and Industrial ManagementÎncă nu există evaluări
- Bow Ties in Risk Management: A Concept Book for Process SafetyDe la EverandBow Ties in Risk Management: A Concept Book for Process SafetyÎncă nu există evaluări