S-ar putea să vă placă și
- Ex TH TSMFM FF 09Document11 paginiEx TH TSMFM FF 09ŶŐÚŚŚĔŦ ßĔĹМÁĤĨÎncă nu există evaluări
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DDe la EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DÎncă nu există evaluări
- TD 2 procédésDocument4 paginiTD 2 procédésHiba LanayÎncă nu există evaluări
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysDe la EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysÎncă nu există evaluări
- PPM7Document18 paginiPPM7ABDELHADI MIHFADÎncă nu există evaluări
- Fiabilité, maintenance prédictive et vibration des machinesDe la EverandFiabilité, maintenance prédictive et vibration des machinesÎncă nu există evaluări
- Chapeau de VentousexDocument7 paginiChapeau de VentousexNassro ZiadÎncă nu există evaluări
- Serie Theorie de CoupeDocument9 paginiSerie Theorie de Coupezouga zougaÎncă nu există evaluări
- TP FiletageDocument5 paginiTP FiletageSaid Djaballah100% (2)
- Planification Ordonnacement Séance 4Document16 paginiPlanification Ordonnacement Séance 4Brahim Khizrane100% (1)
- Corrige 6Document2 paginiCorrige 6sinchicovich100% (1)
- DC-L3CFM Novembre 2020 FAO DR - CorrectionDocument4 paginiDC-L3CFM Novembre 2020 FAO DR - Correctionhannachi medamineÎncă nu există evaluări
- TD Etude de PhaseDocument8 paginiTD Etude de Phasekld_bata100% (1)
- TD OrdonnancementDocument5 paginiTD OrdonnancementImèn JndoubiÎncă nu există evaluări
- Dossier de Formation CN - Module 2Document19 paginiDossier de Formation CN - Module 2Claire PanevelÎncă nu există evaluări
- TD3_SEDocument5 paginiTD3_SEMouhamed AmineÎncă nu există evaluări
- DS CN CFM Novembre 2018Document4 paginiDS CN CFM Novembre 2018Naoufel FaresÎncă nu există evaluări
- Exercice D'applicationDocument4 paginiExercice D'applicationYoucef MiÎncă nu există evaluări
- TP Carotte Fao Tournage 2 Axes Cat-Process. Carotte. TD Tournage 2 Axes Catia V5 R11-R17Document34 paginiTP Carotte Fao Tournage 2 Axes Cat-Process. Carotte. TD Tournage 2 Axes Catia V5 R11-R17Nizar FerjaouiÎncă nu există evaluări
- Corrigé Bac Pro MEI 2020Document14 paginiCorrigé Bac Pro MEI 2020HakobyanÎncă nu există evaluări
- TP RoulageDocument9 paginiTP RoulagechaudronnierÎncă nu există evaluări
- CC TR 2010 2011Document2 paginiCC TR 2010 2011Soulaiman AndahmouÎncă nu există evaluări
- TP Fraisage Alesage TESIDocument10 paginiTP Fraisage Alesage TESIhe200gabÎncă nu există evaluări
- Examen Productique1 2019-CorrigéDocument3 paginiExamen Productique1 2019-CorrigéThouraya SaddiÎncă nu există evaluări
- Institut Supérieur Des Études Technologiques de Gafsa5Document2 paginiInstitut Supérieur Des Études Technologiques de Gafsa5Hamdi NefetiÎncă nu există evaluări
- M05 D Termination Des Temps de Fabrication-FM-TSMFMDocument46 paginiM05 D Termination Des Temps de Fabrication-FM-TSMFMMohammed Chbani75% (4)
- Eval Temps BtsipmDocument6 paginiEval Temps BtsipmAhceneHamimes100% (1)
- Gamme D UsinageDocument5 paginiGamme D UsinageImedooImedÎncă nu există evaluări
- Leçon 3: Ordonnancement: PlanificationDocument25 paginiLeçon 3: Ordonnancement: Planificationmoustafa officielÎncă nu există evaluări
- Contenu Du Dossier: SUJET00E51Document8 paginiContenu Du Dossier: SUJET00E51LÊ VĂN ĐỨCÎncă nu există evaluări
- Correction DExamen de Passage 2013 V1Document6 paginiCorrection DExamen de Passage 2013 V1shaddyÎncă nu există evaluări
- 1-TD - Durée de VieDocument5 pagini1-TD - Durée de Viedayzen jiff100% (1)
- TD Cube 4x-2Document10 paginiTD Cube 4x-2tataÎncă nu există evaluări
- Rapport BE1Document51 paginiRapport BE1ahmed017100% (1)
- User2003-11-27 09-55-07026Document25 paginiUser2003-11-27 09-55-07026Moez AlouiÎncă nu există evaluări
- TD N°6 - Fao - L3GM - CF-S3Document4 paginiTD N°6 - Fao - L3GM - CF-S3Belloumi ManelÎncă nu există evaluări
- 61 Etude de Portique CM66Document16 pagini61 Etude de Portique CM66Marouane EzzaimÎncă nu există evaluări
- Temps D'usinageDocument4 paginiTemps D'usinageIadh Triaa88% (8)
- TSMFM FF V1-2014 - ÉnoncéDocument15 paginiTSMFM FF V1-2014 - ÉnoncéAyoub CharkaniÎncă nu există evaluări
- Controle Esa101Document2 paginiControle Esa101MOHAM BELHOUDAÎncă nu există evaluări
- TD - Sureté de FonctionnementDocument13 paginiTD - Sureté de FonctionnementKabore narcisseÎncă nu există evaluări
- 20 - TD TPM TRS - CorrigésDocument10 pagini20 - TD TPM TRS - CorrigésMohammed Amine Kened100% (1)
- Correction Eval. Tpfa PCH Trim1Document4 paginiCorrection Eval. Tpfa PCH Trim1nanfacknadine87Încă nu există evaluări
- 2stm Juillet 2011 Correction PDFDocument8 pagini2stm Juillet 2011 Correction PDFabdoÎncă nu există evaluări
- DSC2 2ste 2019 2020Document8 paginiDSC2 2ste 2019 2020ismail elmoufakirÎncă nu există evaluări
- TD1 Calcul de Fiabilité Chapire 1 2 3 - 2Document27 paginiTD1 Calcul de Fiabilité Chapire 1 2 3 - 2guerrida laid88% (8)
- TD AbaquesDocument13 paginiTD AbaqueselkajjalÎncă nu există evaluări
- Nasa Catia R17Document27 paginiNasa Catia R17hindÎncă nu există evaluări
- FAOTRCATIADocument13 paginiFAOTRCATIAHicham HallouâÎncă nu există evaluări
- Exam Prat TSMFM FF 09Document16 paginiExam Prat TSMFM FF 09Hamza NassibÎncă nu există evaluări
- TSMFM 2 Teorie EnonceDocument10 paginiTSMFM 2 Teorie Enonceayoub gannniÎncă nu există evaluări
- Le Temps D'usinageDocument16 paginiLe Temps D'usinageallard100% (2)
- SMED Single Minute Exchange of DieDocument4 paginiSMED Single Minute Exchange of Diedrissic100% (3)
- GDQ 233 - Mise en Oeuvre D'une Demarche D'amelioration Et OrdonancementDocument29 paginiGDQ 233 - Mise en Oeuvre D'une Demarche D'amelioration Et OrdonancementManfoÎncă nu există evaluări
- TSMFM Fin de Formation 2014 v1Document15 paginiTSMFM Fin de Formation 2014 v1Ami ne100% (1)
- DC-Novembre 2019 - CNC-1Document4 paginiDC-Novembre 2019 - CNC-1hannachi medamineÎncă nu există evaluări
- Rapport TP Cfao&mocnDocument28 paginiRapport TP Cfao&mocnAkkad MarouanÎncă nu există evaluări
- SystemeDocument17 paginiSystemeCheikh Ousmane SARRÎncă nu există evaluări
- Bac Anal 2008Document26 paginiBac Anal 2008Guy EffaÎncă nu există evaluări
- Nomen PhaseDocument2 paginiNomen PhaseBen FahÎncă nu există evaluări
- Intro Chain e Numer I QueDocument57 paginiIntro Chain e Numer I QueBen FahÎncă nu există evaluări
- Programmation Machines Outils Commande NumeriqueDocument33 paginiProgrammation Machines Outils Commande NumeriqueBen FahÎncă nu există evaluări
- CatalogDocument1 paginăCatalogBen FahÎncă nu există evaluări
- EvolutionDocument41 paginiEvolutionBen FahÎncă nu există evaluări
- GP Génie Des Procédés Des MateriauxDocument54 paginiGP Génie Des Procédés Des MateriauxBen Fah0% (1)
- Initiation À La Fonderie 1ère AnnéeDocument23 paginiInitiation À La Fonderie 1ère Annéeyouness100% (1)
- Analyser Temporelle Des PhasesDocument3 paginiAnalyser Temporelle Des PhasesBen FahÎncă nu există evaluări
- TD2 RoulementsDocument1 paginăTD2 RoulementsBen FahÎncă nu există evaluări
- Sciences Industrielles Pour L'ingennieur, Tout-En-UnDocument272 paginiSciences Industrielles Pour L'ingennieur, Tout-En-UnAyoub Marraha50% (2)
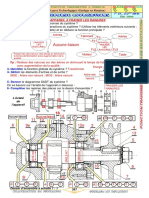
- FONCTION TRANSMETTRE L ÉNERGIE Aspect Technologique (Guidage en Rotation) Reponse Applications PDFDocument18 paginiFONCTION TRANSMETTRE L ÉNERGIE Aspect Technologique (Guidage en Rotation) Reponse Applications PDFBen Fah100% (3)
- TD 1Document1 paginăTD 1Ben FahÎncă nu există evaluări
- 2100544632 (1)Document292 pagini2100544632 (1)Saad Al HelyÎncă nu există evaluări
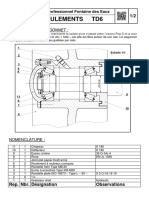
- TD6 RoulementsDocument2 paginiTD6 RoulementsBen Fah100% (1)
- TD Clavettes Et Les Paliers LissesDocument2 paginiTD Clavettes Et Les Paliers LissesBen FahÎncă nu există evaluări
- Cours Mécanique Du Solide PDFDocument78 paginiCours Mécanique Du Solide PDFAnonymous GuTrdmh07100% (6)
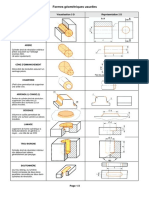
- F0rmes UsuellesDocument3 paginiF0rmes UsuellesBen FahÎncă nu există evaluări
- TD Méca ForceCentraleDocument2 paginiTD Méca ForceCentraleBen FahÎncă nu există evaluări
- TCP Controle N2 2015 2016 ProjectionDocument4 paginiTCP Controle N2 2015 2016 ProjectionBen FahÎncă nu există evaluări
- PerspectiveDocument17 paginiPerspectiveBen FahÎncă nu există evaluări
- Actions MécaniquesDocument19 paginiActions MécaniquesBen Fah100% (1)
- Lave Linge SystemeDocument9 paginiLave Linge SystemeBen Fah100% (2)
- ( (Huflfh: /hvfdofxodwulfhvvrqwlqwhuglwhvDocument4 pagini( (Huflfh: /hvfdofxodwulfhvvrqwlqwhuglwhvBen FahÎncă nu există evaluări
- TCP 03 Perspectives PDFDocument22 paginiTCP 03 Perspectives PDFBen Fah100% (1)
- MECPT - 07 Anneau Sur Cercle en RotationDocument8 paginiMECPT - 07 Anneau Sur Cercle en RotationBen FahÎncă nu există evaluări
- TP-Pièces en BoisDocument6 paginiTP-Pièces en BoisBen FahÎncă nu există evaluări
- F0rmes UsuellesDocument3 paginiF0rmes UsuellesBen FahÎncă nu există evaluări
- SADT Cours Etude Des Systemes 062016Document17 paginiSADT Cours Etude Des Systemes 062016Ben FahÎncă nu există evaluări
- Plan D'action 2017Document96 paginiPlan D'action 2017Ben FahÎncă nu există evaluări
- Guide-Invest Oleicole PDFDocument18 paginiGuide-Invest Oleicole PDFBen FahÎncă nu există evaluări
- Rapport de Stage M2 Foncin FlavienDocument92 paginiRapport de Stage M2 Foncin Flavienedson pereiraÎncă nu există evaluări
- Diagnostic Sérologique de La Syphilis 1Document2 paginiDiagnostic Sérologique de La Syphilis 1tararÎncă nu există evaluări
- M 1115 DocDocument5 paginiM 1115 DocHicham Ben Hammadi100% (1)
- Le Syndrome D'ulysse, Un Mal Contemporain - Nos PenséesDocument16 paginiLe Syndrome D'ulysse, Un Mal Contemporain - Nos PenséesMOHAMED KOUDDARÎncă nu există evaluări
- Techniques Francais Du BatimentDocument109 paginiTechniques Francais Du BatimentGabriel HriscuÎncă nu există evaluări
- Aster: EchercheDocument1 paginăAster: Echerchekhaoula sadereÎncă nu există evaluări
- Dzexams 5ap Francais t3 20190 164325Document3 paginiDzexams 5ap Francais t3 20190 164325samarÎncă nu există evaluări
- PNOCDCNoixGrenoble PDFDocument17 paginiPNOCDCNoixGrenoble PDFdeushomoÎncă nu există evaluări
- Chimie RadicalaireDocument15 paginiChimie Radicalaireyouness.khalfaouiÎncă nu există evaluări
- Omarthrose PDFDocument4 paginiOmarthrose PDFkhaoulaÎncă nu există evaluări
- Creissels-Lexique Mandinka 2011Document242 paginiCreissels-Lexique Mandinka 2011nyaakilingÎncă nu există evaluări
- Centrale DanoneDocument5 paginiCentrale DanoneSalma boÎncă nu există evaluări
- ) أ (ةيضايرلا مولعلا كلسم) ةيسنرف رايخ (2 3 L'utilisation d'une calculatrice non programmable est autorisée Partie I: Restitution des connaissances (5 points)Document4 pagini) أ (ةيضايرلا مولعلا كلسم) ةيسنرف رايخ (2 3 L'utilisation d'une calculatrice non programmable est autorisée Partie I: Restitution des connaissances (5 points)Fata MedÎncă nu există evaluări
- Manuel Dinstallation Et de Configuration Du DNI v12.03Document56 paginiManuel Dinstallation Et de Configuration Du DNI v12.03Adnane KairouaniÎncă nu există evaluări
- NEO PI 3 FICHE Test OUVRAGE GEP LT PDFDocument2 paginiNEO PI 3 FICHE Test OUVRAGE GEP LT PDFJean-Baptiste PrévostÎncă nu există evaluări
- JEU de Fle Corps Humain FlippizzDocument6 paginiJEU de Fle Corps Humain Flippizztoto titiÎncă nu există evaluări
- Medicaments Ciblant MTOR Mel 20191125Document150 paginiMedicaments Ciblant MTOR Mel 20191125Anass DraÎncă nu există evaluări
- Aromatherapie Version Longue Juin 2018 Diffusion Fevrier 2019Document182 paginiAromatherapie Version Longue Juin 2018 Diffusion Fevrier 2019eric valentinÎncă nu există evaluări
- DocDocument8 paginiDocsamerÎncă nu există evaluări
- 2209 Olms Cint Exe Doc 001Document21 pagini2209 Olms Cint Exe Doc 001AmineÎncă nu există evaluări
- Plan de Contingence Pour La Préparation Et La Riposte Aux Pandémies Et Épidémies Majeures - (BNGRC, IASC, PNUD - 2011)Document48 paginiPlan de Contingence Pour La Préparation Et La Riposte Aux Pandémies Et Épidémies Majeures - (BNGRC, IASC, PNUD - 2011)HayZara Madagascar100% (1)
- TP IMMUNITE Innée Chez Les AnimauxDocument3 paginiTP IMMUNITE Innée Chez Les Animauxmanalysé elbrahmiÎncă nu există evaluări
- Le ScopeDocument3 paginiLe Scopemariel971100% (1)
- Séquence 2023 Corpus-Misère Littérature D-IdéesDocument4 paginiSéquence 2023 Corpus-Misère Littérature D-IdéeslyblancÎncă nu există evaluări
- TP MorphologieDocument4 paginiTP Morphologiecedrick malunguÎncă nu există evaluări
- Plan D Expose DefinitionDocument24 paginiPlan D Expose DefinitionMohamed TridÎncă nu există evaluări
- PaskoffDocument4 paginiPaskoffDegaichiaÎncă nu există evaluări
- D1509 - Management de Département en Grande Distribution Riasec: EcDocument4 paginiD1509 - Management de Département en Grande Distribution Riasec: Ecfrancis de silvaÎncă nu există evaluări
- FR Chapitre Final - Gestion Des Ressources en EauDocument24 paginiFR Chapitre Final - Gestion Des Ressources en Eauwasi kambaleÎncă nu există evaluări
- La Relation Éducative Et ApprentissageDocument9 paginiLa Relation Éducative Et ApprentissageBABA IBRAHIMA100% (1)