S-ar putea să vă placă și
- The Quality Improvement Model: Is Process Capable?Document19 paginiThe Quality Improvement Model: Is Process Capable?shafie_buangÎncă nu există evaluări
- SPCDocument12 paginiSPCalpanakaurÎncă nu există evaluări
- Meet Customer Requirements with Process CapabilityDocument30 paginiMeet Customer Requirements with Process CapabilityAniket Jain100% (2)
- Process and Measurement System Capability AnalysisDocument18 paginiProcess and Measurement System Capability AnalysisUtkarsh MittalÎncă nu există evaluări
- Advanced Process CapabilityDocument11 paginiAdvanced Process Capabilitycheqjieja100% (1)
- MSA-R&R Training Program GuideDocument25 paginiMSA-R&R Training Program GuideHarshad KulkarniÎncă nu există evaluări
- Statistic ProcessDocument39 paginiStatistic ProcessxredjokerxÎncă nu există evaluări
- Measurement System Analysis LabDocument32 paginiMeasurement System Analysis LabAnonymous 3tOWlL6L0U100% (1)
- Complete PPAP OverviewDocument166 paginiComplete PPAP OverviewblkdirtymaxÎncă nu există evaluări
- MSA-Gage RRDocument9 paginiMSA-Gage RRbmyertekinÎncă nu există evaluări
- MSA Case StudiesDocument10 paginiMSA Case StudiesMuthuswamyÎncă nu există evaluări
- PPAP: Production Part Approval ProcessDocument62 paginiPPAP: Production Part Approval ProcessSirius100% (1)
- Global 8d WorkbookDocument20 paginiGlobal 8d Workbookapi-556601577Încă nu există evaluări
- Measurement Systems Analysis: Total Quality ManagementDocument17 paginiMeasurement Systems Analysis: Total Quality ManagementkhamaludinÎncă nu există evaluări
- FMEA - SOD Training - UnibodyDocument34 paginiFMEA - SOD Training - UnibodyMartin BoianiÎncă nu există evaluări
- MSA PresentationDocument37 paginiMSA Presentationelifexp100% (1)
- Root Cause Analysis - ShaininapproachDocument6 paginiRoot Cause Analysis - ShaininapproachRaghavendra KalyanÎncă nu există evaluări
- What Is A GageDocument12 paginiWhat Is A GageMohini MaratheÎncă nu există evaluări
- MSA & Destructive TestDocument4 paginiMSA & Destructive Testanon_902607157100% (1)
- Root Cause & Corrective Action Corrective Action (RCCA) (RCCA)Document37 paginiRoot Cause & Corrective Action Corrective Action (RCCA) (RCCA)Bisma MasoodÎncă nu există evaluări
- Presented By:: ASQ Section 0700 ASQ Section 0701Document35 paginiPresented By:: ASQ Section 0700 ASQ Section 0701fennyÎncă nu există evaluări
- Training in MSA PQ Systems Training Material PDFDocument109 paginiTraining in MSA PQ Systems Training Material PDFsaby aroraÎncă nu există evaluări
- Gage R RDocument8 paginiGage R Rshobhit2310Încă nu există evaluări
- Advanced Product Quality Planning and Control Plan PDFDocument13 paginiAdvanced Product Quality Planning and Control Plan PDFCesarÎncă nu există evaluări
- Introduction To Advanced Product Quality PlanningDocument14 paginiIntroduction To Advanced Product Quality PlanningAbraham GuerraÎncă nu există evaluări
- Measurement System AnalysisDocument42 paginiMeasurement System Analysisazadsingh1Încă nu există evaluări
- Process Capability (CP, CPK) and Process Performance (PP, PPK) - What Is The Difference?Document17 paginiProcess Capability (CP, CPK) and Process Performance (PP, PPK) - What Is The Difference?Gangarani GallaÎncă nu există evaluări
- GM Apqp Manual PDFDocument57 paginiGM Apqp Manual PDFBenito GerardoÎncă nu există evaluări
- Benutzerhandbuch QTR Online Englische Version PDFDocument34 paginiBenutzerhandbuch QTR Online Englische Version PDFBrian BoruÎncă nu există evaluări
- Attribute Gage R&R Effectiveness ReportDocument10 paginiAttribute Gage R&R Effectiveness ReportCésar MezaÎncă nu există evaluări
- GR&R Training DraftDocument53 paginiGR&R Training DraftLOGANATHAN VÎncă nu există evaluări
- Core Tools Forms V5dDocument119 paginiCore Tools Forms V5dIng. Alberto AguilarÎncă nu există evaluări
- Advance Product Quality Planning-Matrix: LegendDocument1 paginăAdvance Product Quality Planning-Matrix: Legendsumit_saraf_5Încă nu există evaluări
- Supplier Control Plan: Audit SummaryDocument2 paginiSupplier Control Plan: Audit SummaryRay ManÎncă nu există evaluări
- Capability Analysis and MSA IntroductionDocument27 paginiCapability Analysis and MSA IntroductionJosé María MorenoÎncă nu există evaluări
- How Are They Related ?Document39 paginiHow Are They Related ?MURALIDHRAÎncă nu există evaluări
- PPAP TRGDocument102 paginiPPAP TRGArivazhagan Art100% (1)
- Measuring Measurement: An Introduction to MSADocument134 paginiMeasuring Measurement: An Introduction to MSAVikram Billal100% (2)
- MSA Presentation by M Negi 31.01.09Document76 paginiMSA Presentation by M Negi 31.01.09Mahendra100% (2)
- Statistical Process Control FundamentalsDocument32 paginiStatistical Process Control FundamentalsEd100% (1)
- CPK GuidelinesDocument2 paginiCPK GuidelinesNavnath Tamhane100% (1)
- Production Part Approval Process: PurposeDocument6 paginiProduction Part Approval Process: Purposefabroto88Încă nu există evaluări
- Statistical Process Control Study: SampleDocument23 paginiStatistical Process Control Study: SampleRizwanAli100% (2)
- MSA WorksheetDocument33 paginiMSA WorksheetSandrawarman BalasundramÎncă nu există evaluări
- APQP GoodDocument70 paginiAPQP Goodtrung100% (1)
- Software ReliabilityDocument211 paginiSoftware Reliabilityapi-3775463100% (1)
- Statistical Process ControlDocument79 paginiStatistical Process ControlKrunal PandyaÎncă nu există evaluări
- Statistical Process Control Training OverviewDocument118 paginiStatistical Process Control Training OverviewKrunal Pandya100% (1)
- Measurement Systems Analysis GuideDocument35 paginiMeasurement Systems Analysis GuideRajesh SharmaÎncă nu există evaluări
- Core ToolsDocument1 paginăCore Toolsbil bilÎncă nu există evaluări
- SAQP Elements OverviewDocument38 paginiSAQP Elements OverviewBoštjan Dokl MenihÎncă nu există evaluări
- Introduction To Control PlansDocument6 paginiIntroduction To Control Plansamarchavan894Încă nu există evaluări
- Procedure - Special CharacteristicsDocument13 paginiProcedure - Special Characteristicsalexandru.ghiniaÎncă nu există evaluări
- Statistical Process Control Study: Data Collection: - Sample D2 A2 D4Document1 paginăStatistical Process Control Study: Data Collection: - Sample D2 A2 D4sa_arunkumarÎncă nu există evaluări
- APQP FormsDocument23 paginiAPQP FormsJOECOOL670% (1)
- Template Q-Offer v1 2Document25 paginiTemplate Q-Offer v1 2Krishna Mohan T.R100% (1)
- CPK Guide 0211 TECH1Document11 paginiCPK Guide 0211 TECH1Mark LacroÎncă nu există evaluări
- Process Capability: Chapter OutlineDocument5 paginiProcess Capability: Chapter OutlineFernandoÎncă nu există evaluări
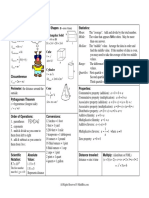
- PreAlgebra Reference SheetDocument2 paginiPreAlgebra Reference SheetLoco RocoÎncă nu există evaluări
- 16 Isolation of Chlorophyll and CarotenoidDocument4 pagini16 Isolation of Chlorophyll and CarotenoidthissisnateÎncă nu există evaluări
- The Importance of Surveying: Why Land Surveying is so CrucialDocument9 paginiThe Importance of Surveying: Why Land Surveying is so CrucialJhun Waren83% (6)
- Process, CPK: Capability IndexDocument4 paginiProcess, CPK: Capability IndexMohini MaratheÎncă nu există evaluări
- Affective Bias Against Interracial CouplesDocument45 paginiAffective Bias Against Interracial CouplesAnonymous ZOnHdU100% (1)
- Lecture Notes For StatDocument79 paginiLecture Notes For StatNiyonzimaÎncă nu există evaluări
- 10 Stages of The Engineering Design Process - UploadedDocument13 pagini10 Stages of The Engineering Design Process - UploadedjkÎncă nu există evaluări
- Market Research Analysis: Unit 22: Market Research Learning Aim C Chenaulde Boukou MR O'LearyDocument14 paginiMarket Research Analysis: Unit 22: Market Research Learning Aim C Chenaulde Boukou MR O'LearyChenaulde BoukouÎncă nu există evaluări
- Relationships of Length, Mass and Angle on a Simple Pendulum's PeriodDocument5 paginiRelationships of Length, Mass and Angle on a Simple Pendulum's PeriodrezzmanÎncă nu există evaluări
- Lecture Transcript 3 (Sampling and Sampling Distribution)Document5 paginiLecture Transcript 3 (Sampling and Sampling Distribution)Francis Aaron RafananÎncă nu există evaluări
- NUMERICAL ANALYSIS II COURSE OUTLINEDocument91 paginiNUMERICAL ANALYSIS II COURSE OUTLINEakinwambÎncă nu există evaluări
- PresentationDocument7 paginiPresentationMaryam RifaaÎncă nu există evaluări
- Soft Copy CHAPTER 1 5Document33 paginiSoft Copy CHAPTER 1 5jojojhinno rosalesÎncă nu există evaluări
- Handbook of Regression MethodsDocument654 paginiHandbook of Regression Methodskhundalini100% (3)
- MCQ 1Document3 paginiMCQ 1Chinmay PatilÎncă nu există evaluări
- PBSA Learning Review - Full-FINAL 1 V2Document31 paginiPBSA Learning Review - Full-FINAL 1 V2Neha BhatiÎncă nu există evaluări
- Child Labour Part 3Document2 paginiChild Labour Part 3reduan ferdousÎncă nu există evaluări
- Fundamentals of Marketing TU BBS 2nd YearDocument29 paginiFundamentals of Marketing TU BBS 2nd YearAnshu BashisthaÎncă nu există evaluări
- What Was The Design of The Study? Is There Congruity Between The Research Methodology and The Research Question or Objectives? ExplainDocument1 paginăWhat Was The Design of The Study? Is There Congruity Between The Research Methodology and The Research Question or Objectives? ExplainJusmine Rose MundaÎncă nu există evaluări
- Research Paper About Students TardinessDocument8 paginiResearch Paper About Students Tardinessfxigfjrhf100% (1)
- Purpose, Types and Components of Research ReportDocument21 paginiPurpose, Types and Components of Research ReportBiponjot KaurÎncă nu există evaluări
- Pooling Vs Meta AnalysisDocument13 paginiPooling Vs Meta AnalysisDhaneswara Adhyatama100% (1)
- Intellectual Property - : InquiryDocument15 paginiIntellectual Property - : InquiryEunice C. LoyolaÎncă nu există evaluări
- Aveva LFM Datasheet 2018Document4 paginiAveva LFM Datasheet 2018kakoso74Încă nu există evaluări
- Chapter I Nature of Inquiry and ResearchDocument26 paginiChapter I Nature of Inquiry and ResearchPaulgarcia AngelesÎncă nu există evaluări
- END TERM EXAM Product Design and DevelopmentDocument9 paginiEND TERM EXAM Product Design and DevelopmentHanzala AsifÎncă nu există evaluări
- Components of The Whole-to-Part ModelDocument6 paginiComponents of The Whole-to-Part ModelEmile ZamoreÎncă nu există evaluări
- How Investors Between Age Group of 20 To 40 Years Perceive Mutual Fund Investment and Their Investment Patterns in Mutual FundDocument31 paginiHow Investors Between Age Group of 20 To 40 Years Perceive Mutual Fund Investment and Their Investment Patterns in Mutual FundnishiÎncă nu există evaluări
- Clarificacion PDFDocument10 paginiClarificacion PDFJESUS ANTONIO RAMOS MORONÎncă nu există evaluări
- Bus Stat. 11Document48 paginiBus Stat. 11Shela RamosÎncă nu există evaluări