IJSTE - International Journal of Science Technology & Engineering | Volume 2 | Issue 10 | April 2016
ISSN (online): 2349-784X
Mathematical Modeling of Plastic Injection
Mould
Yogendra M. Verma
Student
Department of Mechanical Engineering
J D College of Engineering & Management, Nagpur, India
Shubham B. Kurrewar
Department of Electrical & Electronics Engineering
J D College of Engineering & Management, Nagpur, India
Anand S. Sarode
Student
Department of Mechanical Engineering
J D College of Engineering & Management, Nagpur, India
Rahul A. Raikwar
Student
Department of Mechanical Engineering
J D College of Engineering & Management, Nagpur, India
Aswad A. Sagdeo
Professor
Department of Mechanical Engineering
J D College of Engineering & Management, Nagpur, India
Abstract
Injection moulding calculation is most important for the mould designing, according to the plastic Injection moulding machine
specifications. It is required to determine number of cavities in mould during Injection mould designing. There are basically three
methods we are used to determine the number of cavities. These methods are depending upon Shot Capacity, Clamping Force of
machine and plasticizing rate of polymer which is used for a product. With the help of these calculations we designed a proper
balanced mould and maximum utilize the machine.
Keywords: Shot Capacity, clamping force, plasticising rate
________________________________________________________________________________________________________
I.
INTRODUCTION
Injection moulding machine is use to manufacturing the plastic product such as: Bowl, Plate, Mug, spoon, bottle cap, etc. For
manufacturing a product, it is essential to make a mould /Die for that Product. The product and Die is Designed with the help of
CAD software (Creo2.0). After analysing the product, the most significant part is mathematical modelling of mould. In
mathematical modelling we determine the number of cavities in the mould.
There are three methods we have used:
1) Shot Capacity
2) Plasticizing Capacity
3) Clamping force
According to following calculation we have decided the number of cavities, shape and size of mould.
Fig. 1:
All rights reserved by www.ijste.org
1206
Mathematical Modeling of Plastic Injection Mould
(IJSTE/ Volume 2 / Issue 10 / 216)
II. OBSERVATION
Sr.No
Properties
Values
Mass of component
30gm
Shot capacity of machine
98gm
Projected area of Component
45665mm2
Material
PVC
Shrinkage
0.4-0.5%
6
7
8
Density
Machine
Cycle time
1.45
Servo 120
17 sec.
Max. Clamping force
800 KN
10
Max. Cavity Pressure
63 Map
III. MATHEMATICAL CALCULATION
Following are the method of calculation:
Shot Capacity
The maximum weight of molten resin that the injection molding machine can push out with one forward stroke is called shot
capacity.
The screw type machine is rated in terms of volume of the injection cylinder (cm3).
Formula:
Shot capacity (w) = swept volume x x C
Where,
= density of plastic at normal temperature (available from manufactures literature)
C= 0.35 for crystalline plastics
C= 0.95 for amorphous plastics*
Shot Capacity (w) =100 x 1.45 x 0.95
w =137.75 gm
Determination of Number of Cavities
The number of cavities in injection moulds is determined in most cases by the machine performance, but sometimes by the mould
shape or the mould locking pressure.
Based on 85% of rated shot capacity
0.85W
Ns =
m
Where, w = Shot capacity
m = Mass of component
0.85 x 137.75
Ns =
30
Ns = 3.9029 4
No. of Cavities (Ns) = 4
Material
Density
(gm/cc)
Molding
Temp. C0
Specific heat Capacity
(J/KgK)
Total Heat Content
(KJ/Kg)
Acrylic
1.18
225
1470
302.4
Polypropylene
0.9
250
1932
546
Polystyrene
1.05
200
1344
239.4
PVC
1.45
180
1008
159.6
All rights reserved by www.ijste.org
1207
Mathematical Modeling of Plastic Injection Mould
(IJSTE/ Volume 2 / Issue 10 / 216)
Fig. 2:
Plasticizing Capacity
The rate by which polymer get plastic/solid. The plasticizing capacity is expressed in kg/h of plasticized polystyrene.
Formula:
Plasticizing Rate of Material B (kg/h) (P)
QA
= plasticizing rate of material A (kg/h) X
QB
Where,
Q = total heat content of plastic (J/kg)
A = polystyrene
B = material actually to be used (PVC)
P = 40 X
239.4
159.6
P = 60 kg/h
Determination of Number of Cavities by Plasticizing Capacity:
(Based on 85% of rated plasticizing capacity)
0.85P X Tc
Np =
3600m
Where, P = rated plasticizing capacity for particular polymer (kg/h)
m = mass of the moulding per cavity (kg or g)
Tc = overall cycle time
Cycle time is estimated by plasticizing capacity.
m x 3600
tc =
P
Where, tc = minimum cycle time
m = mass of shot (kg)
P = plasticizing capacity of the machine with the polymer being moulded. (kg/h)
30 X 3600
tc =
60 X 1000
tc = 1.85 sec
(Tc > tc) . Design safe
But, cycle time, Tc = 17 sec (standard)
0.85P X Tc
No. of cavity, Np =
3600m
0.85 X 60 X 17 X 1000
3600 X 30
Np = 8 cavities
Clamping Force
The clamping force required to keep the mould closed during injection must exceed the force given by the product of injection
pressure and projected area of all impressions, runners and gate. Lower clamping values can be used with these machines. Thin
sections need high injection pressure to fill and therefore require more clamping force, easy flowing materials like PE, PS fill more
readily and hence require a lower clamping force. In case of screw injection machine 33 to 50% of injection pressure need only be
considered maximum pressure can be obtained from machine manufactures data sheet.
All rights reserved by www.ijste.org
1208
Mathematical Modeling of Plastic Injection Mould
(IJSTE/ Volume 2 / Issue 10 / 216)
Determination of number of cavities by clamping force:
Formula:
C
Nc =
Pc X Am
Where, Nc = number of cavity based in clamping capacity,
C = rated clamping capacity (KN)
Pc = cavity pressure (Map)
Am = projected area of moulding including runner and sprue
800
Nc =
63 X 1000 X 45665 X 106
= 0.278 3
Nc = 3 cavities
Fig. 3:
IV. CONCLUSION
From the above calculations we got three different values of cavities.
No. of cavity by Shot capacity = 4
No. of cavity by Plasticizing capacity = 8
No. of cavity by Clamping Force = 3
So for balancing and size of machine we consider No. of cavities = 4
ACKNOWLEDGEMENT
First of all, we thank the almighty for providing us with the strength and courage to do the research study.
we avail this opportunity to express our sincere gratitude towards PROF. BHUSHAN MAHAJAN head of mechanical
engineering department, for permitting us to do the project work. We also at the outset thank and express our profound gratitude
to our guide Prof. Aswad Sagdeo for his inspiring assistance, encouragement and useful guidance.
We are also indebted to all the teaching of the department of mechanical engineering for their cooperation and suggestions,
which is the spirit behind this research work.
Thanks to all our seniors who gave us the information and basic important knowledge about the topic.
Our best regards go to all our colleagues for their pleasant cooperation last but not the least, we wish to express our sincere
thanks to all our friends for their goodwill and constructive ideas. .
REFERENCES
[1]
[2]
[3]
[4]
[5]
[6]
D.V. Rosato, D.V. Rosato and M.G. Rosato, Injection Moulding Handbook-3rd ed , Boston, Kluwer Academic Publishers, (2003).
X. Xu, E. Sach and S.Allen, The Design of Conformal Cooling Channels In Injection Moulding Tooling, Polymer Engineering and Science, 4, 1, pp 12691272, (2001).
CAMPBELL, P.D.Q. 1996. Plastic Component Design. First edition. New York, USA: Industrial Press Inc.
Pro/MFG and Pro/NC-CHECK Users guide, Release 18.
ROSATO, D.Y. 1986. Injection Moulding Handbook. Applied Publisher Ltd. Essex.
BECK, R.D. and V. NOSTRAND. 1980. Plastic Product Design. Second edition. Reinhold Company.
All rights reserved by www.ijste.org
1209
S-ar putea să vă placă și
- Design and Analysis of Magneto Repulsive Wind TurbineDocument7 paginiDesign and Analysis of Magneto Repulsive Wind TurbineIJSTEÎncă nu există evaluări
- Effect of RIB Orientation in Isogrid Structures: Aerospace ApplicationsDocument9 paginiEffect of RIB Orientation in Isogrid Structures: Aerospace ApplicationsIJSTEÎncă nu există evaluări
- Development of Relationship Between Saturation Flow and Capacity of Mid Block Section of Urban Road - A Case Study of Ahmedabad CityDocument6 paginiDevelopment of Relationship Between Saturation Flow and Capacity of Mid Block Section of Urban Road - A Case Study of Ahmedabad CityIJSTEÎncă nu există evaluări
- Partial Replacement of Fine Aggregate With Iron Ore Tailings and Glass PowderDocument7 paginiPartial Replacement of Fine Aggregate With Iron Ore Tailings and Glass PowderIJSTEÎncă nu există evaluări
- A Mixture of Experts Model For ExtubationDocument4 paginiA Mixture of Experts Model For ExtubationIJSTEÎncă nu există evaluări
- An Implementation and Design A Customized Advanced Image Editor Using Image Processing in MatlabDocument5 paginiAn Implementation and Design A Customized Advanced Image Editor Using Image Processing in MatlabIJSTEÎncă nu există evaluări
- Onerider The Bike TaxiDocument3 paginiOnerider The Bike TaxiIJSTEÎncă nu există evaluări
- Technology Advancement For Abled PersonDocument9 paginiTechnology Advancement For Abled PersonIJSTEÎncă nu există evaluări
- Using The Touch-Screen Images For Password-Based Authentication of IlliteratesDocument6 paginiUsing The Touch-Screen Images For Password-Based Authentication of IlliteratesIJSTEÎncă nu există evaluări
- Wireless Information Process and Power Transfer in Single-User OFDM SystemDocument6 paginiWireless Information Process and Power Transfer in Single-User OFDM SystemIJSTEÎncă nu există evaluări
- Privacy Preserving: Slicer Based SchemeDocument3 paginiPrivacy Preserving: Slicer Based SchemeIJSTEÎncă nu există evaluări
- Research On Storage Privacy Via Black Box and Sanitizable SignatureDocument6 paginiResearch On Storage Privacy Via Black Box and Sanitizable SignatureIJSTEÎncă nu există evaluări
- An Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemDocument5 paginiAn Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemIJSTEÎncă nu există evaluări
- Duplicate Detection Using AlgorithmsDocument3 paginiDuplicate Detection Using AlgorithmsIJSTEÎncă nu există evaluări
- An Implementation of Matlab Based Platform For The Evaluation of Modulation Techniques Using Multiuser MIMO-OFDM For Visible Light Communications Using MatlabDocument5 paginiAn Implementation of Matlab Based Platform For The Evaluation of Modulation Techniques Using Multiuser MIMO-OFDM For Visible Light Communications Using MatlabIJSTEÎncă nu există evaluări
- Study On The Properties of Aerated Concrete Incorporating Fly Ash and Rubber PowderDocument6 paginiStudy On The Properties of Aerated Concrete Incorporating Fly Ash and Rubber PowderIJSTEÎncă nu există evaluări
- Coupled Shear Wall: A ReviewDocument2 paginiCoupled Shear Wall: A ReviewIJSTE100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Lightning Protection SystemDocument6 paginiLightning Protection SystemNickÎncă nu există evaluări
- ZelenikaDocument8 paginiZelenikaS.B. SnowwhiteÎncă nu există evaluări
- P120-Project Estimating Requirements GSA 2007Document92 paginiP120-Project Estimating Requirements GSA 2007Adrian Calin JurubescuÎncă nu există evaluări
- Keppel Seghers: Schematic DiagramDocument2 paginiKeppel Seghers: Schematic DiagramhaiÎncă nu există evaluări
- Automatic Pneumatic HammerDocument3 paginiAutomatic Pneumatic HammerIyappan40% (5)
- Corrosion and Creep PhenomenonDocument3 paginiCorrosion and Creep PhenomenonZaidee AliasÎncă nu există evaluări
- Solusoft SE1 Liq - e TIDocument3 paginiSolusoft SE1 Liq - e TIekoyonatanÎncă nu există evaluări
- Lathe Chucks Independent Chucks en Web PDFDocument94 paginiLathe Chucks Independent Chucks en Web PDFTamil SelvanÎncă nu există evaluări
- Macro Test Details PDFDocument5 paginiMacro Test Details PDFNikesh Koli100% (1)
- The Implementation of Green Supply Chain Management Practices in Electronics IndustryDocument6 paginiThe Implementation of Green Supply Chain Management Practices in Electronics Industrylee ho kwangÎncă nu există evaluări
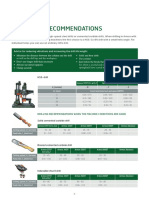
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDocument3 paginiMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaÎncă nu există evaluări
- Latihan Ch.6Document1 paginăLatihan Ch.6diana sartikaÎncă nu există evaluări
- Marko Manufacturing Co Uses Activity Based Costing The Factory Overhead BudgetDocument1 paginăMarko Manufacturing Co Uses Activity Based Costing The Factory Overhead BudgetAmit PandeyÎncă nu există evaluări
- The Flat Glass Market 2012-2022Document20 paginiThe Flat Glass Market 2012-2022VisiongainGlobal100% (1)
- EPMA Introduction To PM HIP Technology English PDFDocument32 paginiEPMA Introduction To PM HIP Technology English PDFFlávia CostaÎncă nu există evaluări
- Session 12 Inventory ManagementDocument35 paginiSession 12 Inventory ManagementTulus Dika PamungkasÎncă nu există evaluări
- AC7108 Rev G Chemical ProcessingDocument77 paginiAC7108 Rev G Chemical ProcessingDimitris GrimanelisÎncă nu există evaluări
- Internal Test Report of Parts Before Assembly Tube OS 18Document2 paginiInternal Test Report of Parts Before Assembly Tube OS 18Pooja TripathiÎncă nu există evaluări
- Gear Solutions May 2011 Company Profile PDFDocument3 paginiGear Solutions May 2011 Company Profile PDFmarijaÎncă nu există evaluări
- Sika Wall Coat EGDocument2 paginiSika Wall Coat EGthe pilotÎncă nu există evaluări
- MalaKumarEngineers BrochureDocument6 paginiMalaKumarEngineers Brochuresuraj pandeyÎncă nu există evaluări
- Aw BillDocument4 paginiAw BillGunawan AchmadÎncă nu există evaluări
- Packaging GuidelineDocument38 paginiPackaging GuidelineNazzneen AmeerÎncă nu există evaluări
- Development and Analysis of Butt and Lap Welds in Micro Friction Stir Welding ( FSW)Document5 paginiDevelopment and Analysis of Butt and Lap Welds in Micro Friction Stir Welding ( FSW)HahaÎncă nu există evaluări
- Total Quality Management (RME 085) Unit-V Just-in-Time (JIT)Document4 paginiTotal Quality Management (RME 085) Unit-V Just-in-Time (JIT)Sandeep ChhabraÎncă nu există evaluări
- Process Selection and Facility Layout: Mcgraw-Hill/IrwinDocument58 paginiProcess Selection and Facility Layout: Mcgraw-Hill/IrwinZhen YangÎncă nu există evaluări
- Production Networks, Trade and Investment Policies, and Regional Cooperation in Asia: A Case Study of Automotive Industry in ThailandDocument38 paginiProduction Networks, Trade and Investment Policies, and Regional Cooperation in Asia: A Case Study of Automotive Industry in ThailandYasir AhmadÎncă nu există evaluări
- Steel PipeDocument39 paginiSteel PipeJay PanalanginÎncă nu există evaluări
- Polymer Coated Stay-In-Place Metal Bridge Deck Forms: Michael Defreese Session 25Document18 paginiPolymer Coated Stay-In-Place Metal Bridge Deck Forms: Michael Defreese Session 25Leedavid168Încă nu există evaluări