S-ar putea să vă placă și
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979De la EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonÎncă nu există evaluări
- Valve Response Truth or Consequences by Gregory McMillan and Pierce Wu PDFDocument13 paginiValve Response Truth or Consequences by Gregory McMillan and Pierce Wu PDFJavier LondoñoÎncă nu există evaluări
- Boiler Drum Level Measurement and ControlDocument13 paginiBoiler Drum Level Measurement and ControlasdmoomÎncă nu există evaluări
- PIDtutorialDocument13 paginiPIDtutorialalijnubyÎncă nu există evaluări
- Kuliah 7 - Fuzzy Inference SystemDocument29 paginiKuliah 7 - Fuzzy Inference Systemtutur ramdaniÎncă nu există evaluări
- Control Valves - International Site For Spirax SarcoDocument12 paginiControl Valves - International Site For Spirax SarcoOzawa MagooÎncă nu există evaluări
- Best simple PID tuning rulesDocument27 paginiBest simple PID tuning rulesstathiss11Încă nu există evaluări
- Topic 1 Valve and Instrumentation SymbolsDocument8 paginiTopic 1 Valve and Instrumentation SymbolshatiniÎncă nu există evaluări
- Density Compensation For Steam Drum Level MeasurementDocument4 paginiDensity Compensation For Steam Drum Level MeasurementsaravananbscelecÎncă nu există evaluări
- Recent Advances Turbine BypassDocument4 paginiRecent Advances Turbine BypassretrogradesÎncă nu există evaluări
- Boiler Automation PDFDocument5 paginiBoiler Automation PDFHarshada DeokateÎncă nu există evaluări
- Sur-Flo Products Control Valve Liquid Turbine Meter RunDocument40 paginiSur-Flo Products Control Valve Liquid Turbine Meter RunCheng HuangÎncă nu există evaluări
- Control Valves in Split RangesDocument6 paginiControl Valves in Split RangesGaurav MishraÎncă nu există evaluări
- Control Valve TheoryDocument7 paginiControl Valve Theorysanvel123Încă nu există evaluări
- By Pass RotameterDocument6 paginiBy Pass Rotameterkrishna kumarÎncă nu există evaluări
- Rotameter Working and CalibrationDocument11 paginiRotameter Working and Calibrationsmit189Încă nu există evaluări
- High-pressure regulators for gas distributionDocument6 paginiHigh-pressure regulators for gas distributionManish SaraswatÎncă nu există evaluări
- Flow Instrumentation 101: Dave SchmittDocument62 paginiFlow Instrumentation 101: Dave SchmittAhmed HusseinÎncă nu există evaluări
- ANGRAU Research Krishna Godavari Zone MaruteruDocument21 paginiANGRAU Research Krishna Godavari Zone MaruteruRadheshyam Nayak100% (2)
- Control Valves Specification Sheet PDFDocument2 paginiControl Valves Specification Sheet PDFjhonjimenez87Încă nu există evaluări
- Surge Control: Compressor Surge and MeasurementDocument4 paginiSurge Control: Compressor Surge and Measurementmtrj59100% (1)
- 11.12.08 Chris Wilockx1Document56 pagini11.12.08 Chris Wilockx1Raj ChavanÎncă nu există evaluări
- NRV Philosophy and ApplicationDocument13 paginiNRV Philosophy and ApplicationnasirmuzaffarÎncă nu există evaluări
- Sootblowing System PDFDocument8 paginiSootblowing System PDFilhamÎncă nu există evaluări
- Control Valve OcrDocument14 paginiControl Valve OcrpathakshashankÎncă nu există evaluări
- FTO Vs FTCDocument6 paginiFTO Vs FTCRizky WahyuÎncă nu există evaluări
- Gross Turbine Cycle Heat Rate Ch-8.2Document12 paginiGross Turbine Cycle Heat Rate Ch-8.2levelhead28Încă nu există evaluări
- TORQUES Actuator For Ball Valve PDFDocument12 paginiTORQUES Actuator For Ball Valve PDFChaerul AnwarÎncă nu există evaluări
- Float Board Level GaugeDocument6 paginiFloat Board Level GaugeanaismariaÎncă nu există evaluări
- Driskell - Select The Right Control ValveDocument5 paginiDriskell - Select The Right Control ValveDefenceDogÎncă nu există evaluări
- CV Calculation Sheet - 5 NovDocument11 paginiCV Calculation Sheet - 5 NovAmarnath YadavÎncă nu există evaluări
- Evaluating Boiler Efficiencies Using Direct and Indirect MethodsDocument52 paginiEvaluating Boiler Efficiencies Using Direct and Indirect MethodsdebelaÎncă nu există evaluări
- Basic Control Theory PDFDocument74 paginiBasic Control Theory PDFJoshuaÎncă nu există evaluări
- Electrical Power SystremDocument8 paginiElectrical Power SystremSagar ThotaÎncă nu există evaluări
- DP LT CalibrationDocument6 paginiDP LT CalibrationkvsangeethÎncă nu există evaluări
- Azbil Control Valve - CatalogueDocument10 paginiAzbil Control Valve - CataloguevallahanggaÎncă nu există evaluări
- Motor Selection FoliosDocument26 paginiMotor Selection Folios8085roÎncă nu există evaluări
- Advances in Reactor Measurement and Control - McMillan - PrefaceDocument3 paginiAdvances in Reactor Measurement and Control - McMillan - PrefaceSaimon RintoÎncă nu există evaluări
- Controls & Instrumentation FOR 660 MW Supercritical Unit at TirodaDocument23 paginiControls & Instrumentation FOR 660 MW Supercritical Unit at TirodaAakash kumar ShrivastavaÎncă nu există evaluări
- ValvesDocument25 paginiValvesAlbertoÎncă nu există evaluări
- VarioAsept Microbiological Safety SystemDocument6 paginiVarioAsept Microbiological Safety Systemمصطفى- القرقعيÎncă nu există evaluări
- Guided Wave Radar in Steam Boiler Service: Measuring Water Level Accurately Despite ChallengesDocument14 paginiGuided Wave Radar in Steam Boiler Service: Measuring Water Level Accurately Despite ChallengesRoger SeaverÎncă nu există evaluări
- Choosing the Right Positioner: Understanding the Benefits of Analog vs. DigitalDocument33 paginiChoosing the Right Positioner: Understanding the Benefits of Analog vs. DigitalluciaÎncă nu există evaluări
- Cavitation GuideDocument4 paginiCavitation Guidezulfikar1980Încă nu există evaluări
- Role of Instrumentation in Thermal Power Plant: Tejal K. Gote Batch: N62 NTC EklahareDocument23 paginiRole of Instrumentation in Thermal Power Plant: Tejal K. Gote Batch: N62 NTC EklahareAvishkar GoteÎncă nu există evaluări
- Motor Operated ValveDocument2 paginiMotor Operated Valveprihartono_diasÎncă nu există evaluări
- The Contribution of Valves in Maximum Power Plant PerformanceDocument6 paginiThe Contribution of Valves in Maximum Power Plant PerformanceUdhayakumar Venkataraman100% (1)
- Control Valves and Their Principles of OperationDocument5 paginiControl Valves and Their Principles of Operationgroshan20Încă nu există evaluări
- Steam Flow Compensation Equations - For DCSDocument10 paginiSteam Flow Compensation Equations - For DCSLTE0020% (1)
- REF - 1150 I-O Reference 2011Document803 paginiREF - 1150 I-O Reference 2011Tirado Melchor Angel Miguel100% (1)
- What's Your Flow Control Valve Telling YouDocument9 paginiWhat's Your Flow Control Valve Telling YouAlexander Ariza NadjarÎncă nu există evaluări
- 2010 06 Whats Going On With Loop PerformanceDocument4 pagini2010 06 Whats Going On With Loop PerformanceKarl GlorstadÎncă nu există evaluări
- Valve SelectionDocument5 paginiValve SelectionmansurÎncă nu există evaluări
- Control Valve PerformanceDocument11 paginiControl Valve PerformancenjennsÎncă nu există evaluări
- API - Valve StandardsDocument38 paginiAPI - Valve StandardsK LandryÎncă nu există evaluări
- Installation and Commissioning of Controls: Block 5 Basic Control TheoryDocument10 paginiInstallation and Commissioning of Controls: Block 5 Basic Control TheoryPablo Leon RoblesÎncă nu există evaluări
- Assured Automation Automated Valves OxlerDocument26 paginiAssured Automation Automated Valves OxlerMarcio RochaÎncă nu există evaluări
- Ieh - Chapter 6-9 - Partial-Stroke Testing of Block ValvesDocument24 paginiIeh - Chapter 6-9 - Partial-Stroke Testing of Block ValvesKareem RasmyÎncă nu există evaluări
- Control Valve Selection PDFDocument218 paginiControl Valve Selection PDFSyed Ali100% (2)
- Dynamic Characteristics Check ValvesDocument12 paginiDynamic Characteristics Check ValvesZoran DanilovÎncă nu există evaluări
- Fluid Machinery Syllabus PDFDocument3 paginiFluid Machinery Syllabus PDFBajajÎncă nu există evaluări
- MOM I - Module 37Document6 paginiMOM I - Module 37Muhammad HabibÎncă nu există evaluări
- AP05.30-B-0560F.fm Valve Lash Adjustment 19.06.98Document4 paginiAP05.30-B-0560F.fm Valve Lash Adjustment 19.06.98LUKASÎncă nu există evaluări
- Brixton BX-125 Motorcycle User ManualDocument49 paginiBrixton BX-125 Motorcycle User ManualCARLOS GONZALEZÎncă nu există evaluări
- Wei Gong Lattice Tower Design of Offshore Wind Turbine Support Structures v0Document135 paginiWei Gong Lattice Tower Design of Offshore Wind Turbine Support Structures v0Sachin Sithik50% (2)
- Ansys Fluent Simulation ReportDocument7 paginiAnsys Fluent Simulation Reportsaitharun reddy.munthaÎncă nu există evaluări
- Design of Drag-Link Mechanisms With Optimum Transmission AngleDocument5 paginiDesign of Drag-Link Mechanisms With Optimum Transmission AngleNigussie AdemÎncă nu există evaluări
- Lab 2 Torsion Lab Instruction SpringDocument7 paginiLab 2 Torsion Lab Instruction SpringYong JinÎncă nu există evaluări
- Api Bottom Load ValveDocument2 paginiApi Bottom Load ValveMạnh Ngô ĐứcÎncă nu există evaluări
- Yawei Pressbrake ManualDocument54 paginiYawei Pressbrake ManualWayne Hoppe100% (1)
- Wire Rope Install GuideDocument65 paginiWire Rope Install GuideChe AjeekÎncă nu există evaluări
- Basics of Foundation Design PDFDocument433 paginiBasics of Foundation Design PDFGnkdsÎncă nu există evaluări
- BS en 12334-2001Document14 paginiBS en 12334-2001Udit Kumar SarkarÎncă nu există evaluări
- Piper Arrow checklist guide for pilotsDocument3 paginiPiper Arrow checklist guide for pilotsmichael.s.lacy7874Încă nu există evaluări
- ANSYS-CFD Analysis of Condensation Process Occurring Inside High Efficiency BoilersDocument20 paginiANSYS-CFD Analysis of Condensation Process Occurring Inside High Efficiency Boilerskulov1592Încă nu există evaluări
- Thermal Relief Valves: From The Automation List Department..Document1 paginăThermal Relief Valves: From The Automation List Department..Sofyan HadiÎncă nu există evaluări
- Form Forecast Order Tools Ahass 2020Document9 paginiForm Forecast Order Tools Ahass 2020Ahass Sukomoro MotorÎncă nu există evaluări
- KALMAR DRS 4531 - S5 Pareparts - PEÇAS Merge PDFDocument610 paginiKALMAR DRS 4531 - S5 Pareparts - PEÇAS Merge PDFBreno Cambraia Lanznaster100% (5)
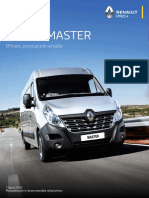
- Renault Master BrochureDocument37 paginiRenault Master BrochureAdriano Freire SilvaÎncă nu există evaluări
- Soil Mechanics Problems QBDocument4 paginiSoil Mechanics Problems QBKalasekar M SwamyÎncă nu există evaluări
- Check Valves: Check Valve and Pre - LL Valve Type FDocument2 paginiCheck Valves: Check Valve and Pre - LL Valve Type FSaeid MirÎncă nu există evaluări
- Yamaha FZS600 Fazer 1999 Parts CatalogueDocument49 paginiYamaha FZS600 Fazer 1999 Parts CatalogueAndr224Încă nu există evaluări
- STM WDocument18 paginiSTM WEdgardo GambandeÎncă nu există evaluări
- Niigata Welding GaugeDocument2 paginiNiigata Welding GaugeFriady HalimÎncă nu există evaluări
- Threads Unc, Unf, UnefDocument3 paginiThreads Unc, Unf, UnefIlya FuksmanÎncă nu există evaluări
- Overhaul Four-Wheel Drive Transfer Case ModuleDocument37 paginiOverhaul Four-Wheel Drive Transfer Case ModulePaul KennyÎncă nu există evaluări
- Sany 230C - Sy230c8c3kDocument268 paginiSany 230C - Sy230c8c3kLS Hidráulica ManilhaÎncă nu există evaluări
- Crown ToolsDocument20 paginiCrown ToolsLuis Alberto Rivas GarciaÎncă nu există evaluări
- GEO3701 Unit 3Document94 paginiGEO3701 Unit 3Asithandile Punqunqu MpayipheliÎncă nu există evaluări
- ControlDocument59 paginiControlTuan Anh Nguyen HuuÎncă nu există evaluări
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityDe la EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityEvaluare: 5 din 5 stele5/5 (1)
- Algorithms to Live By: The Computer Science of Human DecisionsDe la EverandAlgorithms to Live By: The Computer Science of Human DecisionsEvaluare: 4.5 din 5 stele4.5/5 (722)
- Chip War: The Quest to Dominate the World's Most Critical TechnologyDe la EverandChip War: The Quest to Dominate the World's Most Critical TechnologyEvaluare: 4.5 din 5 stele4.5/5 (227)
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessDe la EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessÎncă nu există evaluări
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveDe la EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveÎncă nu există evaluări
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldDe la EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldEvaluare: 4.5 din 5 stele4.5/5 (54)
- Generative AI: The Insights You Need from Harvard Business ReviewDe la EverandGenerative AI: The Insights You Need from Harvard Business ReviewEvaluare: 4.5 din 5 stele4.5/5 (2)
- CompTIA Security+ Get Certified Get Ahead: SY0-701 Study GuideDe la EverandCompTIA Security+ Get Certified Get Ahead: SY0-701 Study GuideEvaluare: 5 din 5 stele5/5 (2)
- 8-Bit Apocalypse: The Untold Story of Atari's Missile CommandDe la Everand8-Bit Apocalypse: The Untold Story of Atari's Missile CommandEvaluare: 3.5 din 5 stele3.5/5 (10)
- Data-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseDe la EverandData-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseEvaluare: 3.5 din 5 stele3.5/5 (12)
- The Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldDe la EverandThe Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldEvaluare: 4.5 din 5 stele4.5/5 (107)
- Everybody Lies: Big Data, New Data, and What the Internet Can Tell Us About Who We Really AreDe la EverandEverybody Lies: Big Data, New Data, and What the Internet Can Tell Us About Who We Really AreEvaluare: 4.5 din 5 stele4.5/5 (911)
- Who's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesDe la EverandWho's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesEvaluare: 4.5 din 5 stele4.5/5 (12)
- Dark Data: Why What You Don’t Know MattersDe la EverandDark Data: Why What You Don’t Know MattersEvaluare: 4.5 din 5 stele4.5/5 (3)
- So You Want to Start a Podcast: Finding Your Voice, Telling Your Story, and Building a Community that Will ListenDe la EverandSo You Want to Start a Podcast: Finding Your Voice, Telling Your Story, and Building a Community that Will ListenEvaluare: 4.5 din 5 stele4.5/5 (35)
- Artificial Intelligence: The Insights You Need from Harvard Business ReviewDe la EverandArtificial Intelligence: The Insights You Need from Harvard Business ReviewEvaluare: 4.5 din 5 stele4.5/5 (104)
- Mastering Large Language Models: Advanced techniques, applications, cutting-edge methods, and top LLMs (English Edition)De la EverandMastering Large Language Models: Advanced techniques, applications, cutting-edge methods, and top LLMs (English Edition)Încă nu există evaluări
- 97 Principles for Software Architects: Axioms for software architecture and development written by industry practitionersDe la Everand97 Principles for Software Architects: Axioms for software architecture and development written by industry practitionersEvaluare: 5 din 5 stele5/5 (21)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindDe la EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindÎncă nu există evaluări
- AI Money Machine: Unlock the Secrets to Making Money Online with AIDe la EverandAI Money Machine: Unlock the Secrets to Making Money Online with AIÎncă nu există evaluări
- AI and Machine Learning for Coders: A Programmer's Guide to Artificial IntelligenceDe la EverandAI and Machine Learning for Coders: A Programmer's Guide to Artificial IntelligenceEvaluare: 4 din 5 stele4/5 (2)
- Make Money with ChatGPT: Your Guide to Making Passive Income Online with Ease using AI: AI Wealth MasteryDe la EverandMake Money with ChatGPT: Your Guide to Making Passive Income Online with Ease using AI: AI Wealth MasteryÎncă nu există evaluări