S-ar putea să vă placă și
- 1 BRD Mock TestDocument7 pagini1 BRD Mock TestRajiv KabadÎncă nu există evaluări
- Spraydrying PDFDocument4 paginiSpraydrying PDFagrocel_bhv5591Încă nu există evaluări
- 2 BRD Mock TestDocument4 pagini2 BRD Mock Testagrocel_bhv5591Încă nu există evaluări
- Manual de DestilacionDocument173 paginiManual de DestilacionchispanÎncă nu există evaluări
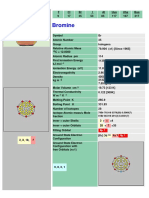
- BromDocument2 paginiBromagrocel_bhv5591Încă nu există evaluări
- MudanalysisDocument138 paginiMudanalysisagrocel_bhv5591Încă nu există evaluări
- Eye&face PDFDocument1 paginăEye&face PDFagrocel_bhv5591Încă nu există evaluări
- Fire ExtinguisherDocument8 paginiFire Extinguisheragrocel_bhv5591Încă nu există evaluări
- BSEF - Bromine BulletinDocument2 paginiBSEF - Bromine Bulletinagrocel_bhv5591Încă nu există evaluări
- Engineering DictionaryDocument138 paginiEngineering DictionaryAbdul Majjid KhanÎncă nu există evaluări
- Technical InformationDocument22 paginiTechnical Informationagrocel_bhv5591Încă nu există evaluări
- Desalination Guidelines Development For Drinking WaterDocument12 paginiDesalination Guidelines Development For Drinking Waterعزت عبد المنعمÎncă nu există evaluări
- Bromo BenzeneDocument2 paginiBromo Benzeneagrocel_bhv5591Încă nu există evaluări
- Engineering DictionaryDocument138 paginiEngineering DictionaryAbdul Majjid KhanÎncă nu există evaluări
- ERGON1Document28 paginiERGON1agrocel_bhv5591Încă nu există evaluări
- Chemical Spills and Leaks: Do KnowDocument1 paginăChemical Spills and Leaks: Do Knowharsh421Încă nu există evaluări
- Healthy Living: Exercise, Diet and StressDocument12 paginiHealthy Living: Exercise, Diet and StressVasant Kumar VarmaÎncă nu există evaluări
- Fire ExtinguisherDocument8 paginiFire Extinguisheragrocel_bhv5591Încă nu există evaluări
- Eye&face PDFDocument1 paginăEye&face PDFagrocel_bhv5591Încă nu există evaluări
- ERGON1Document28 paginiERGON1agrocel_bhv5591Încă nu există evaluări
- Computer Monitor Fire CincLantFlt NorfolkDocument2 paginiComputer Monitor Fire CincLantFlt Norfolkrambabukomati3179Încă nu există evaluări
- Stress and Stress ManagementDocument9 paginiStress and Stress Managementagrocel_bhv5591Încă nu există evaluări
- KM SteamMeterDocument4 paginiKM SteamMeteragrocel_bhv5591Încă nu există evaluări
- Qasr 03 Field Sampling PT 2Document19 paginiQasr 03 Field Sampling PT 2agrocel_bhv5591Încă nu există evaluări
- KM SteamMeterDocument4 paginiKM SteamMeteragrocel_bhv5591Încă nu există evaluări
- Invguide05 PDFDocument17 paginiInvguide05 PDFagrocel_bhv5591Încă nu există evaluări
- Engineering: Chemical Resistance ChartDocument23 paginiEngineering: Chemical Resistance Chartagrocel_bhv5591Încă nu există evaluări
- Welding Instructions PVDF en SeDocument1 paginăWelding Instructions PVDF en Seagrocel_bhv5591Încă nu există evaluări
- RefrigerationDocument64 paginiRefrigerationagrocel_bhv5591Încă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Internship Report On KPTCLDocument54 paginiInternship Report On KPTCLMohammed TaufeeqÎncă nu există evaluări
- An Improved Method For Protection of Three Phase Induction Motor Using ArduinoDocument6 paginiAn Improved Method For Protection of Three Phase Induction Motor Using Arduinowondi BETÎncă nu există evaluări
- Magnetic Effects of Electric Current Chapter 13Document15 paginiMagnetic Effects of Electric Current Chapter 13Jagdish SinghÎncă nu există evaluări
- Journal of Borderland Research Vol XLII No 1 January February 1986Document38 paginiJournal of Borderland Research Vol XLII No 1 January February 1986LawrenceÎncă nu există evaluări
- Phy Proj Class 12 - Mutual InductionDocument31 paginiPhy Proj Class 12 - Mutual InductionJOEL AÎncă nu există evaluări
- MHD PDFDocument47 paginiMHD PDFali_naghedifarÎncă nu există evaluări
- Be First Year Engineering Semester 1 2022 December Basic Electrical Engineering Beerev 2019c SchemeDocument33 paginiBe First Year Engineering Semester 1 2022 December Basic Electrical Engineering Beerev 2019c Schemesinghsitturaj78Încă nu există evaluări
- The Electromagnetic TheoryDocument41 paginiThe Electromagnetic TheorySabnahis Batongbuhay ExtensionÎncă nu există evaluări
- Kings: Department of Electronics and Communication EngineeringDocument11 paginiKings: Department of Electronics and Communication EngineeringRameez FaroukÎncă nu există evaluări
- PART 2 - Starting Method For Induction Motors - Dr. Inaam IbrahimDocument50 paginiPART 2 - Starting Method For Induction Motors - Dr. Inaam Ibrahimlbk50100% (2)
- Iare Ehvac PPTSDocument66 paginiIare Ehvac PPTSnovio333Încă nu există evaluări
- Electromagnetic TheoryDocument53 paginiElectromagnetic TheoryFarooqAhmadLashariÎncă nu există evaluări
- HERFDocument16 paginiHERFYateesh GuptaÎncă nu există evaluări
- An Overview of Armature ReactionDocument18 paginiAn Overview of Armature ReactionSushant100% (1)
- What Is Inductor and Inductance - Theory of Inductor - Electrical4uDocument12 paginiWhat Is Inductor and Inductance - Theory of Inductor - Electrical4uteju2812Încă nu există evaluări
- SGP Notes Part 1Document31 paginiSGP Notes Part 1Shristi BhomrajkaÎncă nu există evaluări
- ACM ManualDocument61 paginiACM ManualSanket Sanjay JalaneÎncă nu există evaluări
- PHYS - 1112 - Nguyen - 27133 Ans 27144Document8 paginiPHYS - 1112 - Nguyen - 27133 Ans 27144cjÎncă nu există evaluări
- Wireless Power Transmission in Electric Vehicle ApplicationsDocument5 paginiWireless Power Transmission in Electric Vehicle ApplicationsGRD JournalsÎncă nu există evaluări
- June 2023 (v2) QPDocument24 paginiJune 2023 (v2) QParhamrafique42Încă nu există evaluări
- Physics ProjectDocument20 paginiPhysics ProjectJai BansalÎncă nu există evaluări
- B.tech Biotechnology SyllabusDocument199 paginiB.tech Biotechnology SyllabuspradeepÎncă nu există evaluări
- WIRELESS GESTURE CONTROLLED ROBOT WITH VOICE AND VIDEO CAMERA NewDocument83 paginiWIRELESS GESTURE CONTROLLED ROBOT WITH VOICE AND VIDEO CAMERA NewSuchitra SwarnaÎncă nu există evaluări
- IS 3842-5 (1968) - Application Guide For Electrical Relays For Ac Systems, Part 5 - Distance Protection RelaysDocument47 paginiIS 3842-5 (1968) - Application Guide For Electrical Relays For Ac Systems, Part 5 - Distance Protection RelaysGood KnightnkÎncă nu există evaluări
- 132 KV Bhinga-1Document34 pagini132 KV Bhinga-1rohit yadav0% (1)
- High Frequency Induction HeatingDocument14 paginiHigh Frequency Induction HeatingEd Seward100% (3)
- Name: . Date: .. Each Question Has Only One Correct Answer! Please Enter Your Answers On The Answer SheetDocument9 paginiName: . Date: .. Each Question Has Only One Correct Answer! Please Enter Your Answers On The Answer SheetKarthikeyan GanesanÎncă nu există evaluări
- Designing of Double Sided Linear Induction MotorDocument7 paginiDesigning of Double Sided Linear Induction MotorCalix LeonelÎncă nu există evaluări
- MHD Power GenerationDocument25 paginiMHD Power Generationomg786Încă nu există evaluări
- CBSE Class 12 Physics Syllabus 2021-2022 Term 1Document6 paginiCBSE Class 12 Physics Syllabus 2021-2022 Term 1Sayan MallickÎncă nu există evaluări