S-ar putea să vă placă și
- Sistemas de Manufactura AvanzadaDocument40 paginiSistemas de Manufactura AvanzadaYilda Martínez0% (1)
- Sistemas Avanzados de Manofactura.Document13 paginiSistemas Avanzados de Manofactura.carlosÎncă nu există evaluări
- UF1125 - Técnicas de programación en fabricación mecánicaDe la EverandUF1125 - Técnicas de programación en fabricación mecánicaÎncă nu există evaluări
- Tarea 4-1.4. Sistemas Avanzados de Manufactura.Document4 paginiTarea 4-1.4. Sistemas Avanzados de Manufactura.Anonymous zUfRaIA23100% (1)
- Métodos Avanzados de ManufacturaDocument12 paginiMétodos Avanzados de ManufacturaAngelica RamosÎncă nu există evaluări
- Investigacion 1. Diseño Mec 1. AutomatizacionDocument17 paginiInvestigacion 1. Diseño Mec 1. Automatizacionmiguel menaÎncă nu există evaluări
- Manufatura Integrada Unidad 1Document8 paginiManufatura Integrada Unidad 1William CoyoltÎncă nu există evaluări
- Metodologia para Solucionar Problemas en Una Linea de Ensamble Automotriz Vinculando La Calidad Del Producto Final y Peticiones de Ayuda Durante El Ensamble PDFDocument124 paginiMetodologia para Solucionar Problemas en Una Linea de Ensamble Automotriz Vinculando La Calidad Del Producto Final y Peticiones de Ayuda Durante El Ensamble PDFMaauricio GteerzÎncă nu există evaluări
- SMglo7 - Raul Baides - Estrategias de Mantenimiento Productivo Total (TPM) PDFDocument28 paginiSMglo7 - Raul Baides - Estrategias de Mantenimiento Productivo Total (TPM) PDFJose Junior Santana RoblesÎncă nu există evaluări
- Desarrollo Unidad 3Document27 paginiDesarrollo Unidad 3DIANA ZAZUETAÎncă nu există evaluări
- Automatizacion de Procesos Mineros EXPODocument33 paginiAutomatizacion de Procesos Mineros EXPOCristhel BarretoÎncă nu există evaluări
- Metodos Avanzados de ManufacturaDocument28 paginiMetodos Avanzados de ManufacturaJesus Ali100% (2)
- Trabajo FinalDocument15 paginiTrabajo FinalAnsel OrikaniÎncă nu există evaluări
- Elementos Del CimDocument6 paginiElementos Del CimJose LBÎncă nu există evaluări
- Manual de Asignatura - Automatizacion y RoboticaDocument82 paginiManual de Asignatura - Automatizacion y RoboticaVictoria PerezÎncă nu există evaluări
- Unidad 1 Manufactura Integrada Por ComputadoraDocument16 paginiUnidad 1 Manufactura Integrada Por ComputadoraCrisRuiz67% (3)
- Tecnologias para La Manufactura Integrada Por ComputadoraDocument9 paginiTecnologias para La Manufactura Integrada Por ComputadoraJhon Charly Moffing Moffing0% (1)
- Proyecto Final Articulo de RevisionDocument8 paginiProyecto Final Articulo de RevisionangieymauroÎncă nu există evaluări
- Ing. Industrial y Sus Alcances Portafolio de EvidenciasDocument33 paginiIng. Industrial y Sus Alcances Portafolio de EvidenciasAle GarzaÎncă nu există evaluări
- Thermos CRS PDFDocument189 paginiThermos CRS PDFLuis CarlosÎncă nu există evaluări
- Automatización de Procesos IndustrialesDocument4 paginiAutomatización de Procesos IndustrialesJeimmy SosaÎncă nu există evaluări
- Conceptos Básicos de Sistemas de ManufacturaDocument18 paginiConceptos Básicos de Sistemas de ManufacturaErick Cruz MendezÎncă nu există evaluări
- Proceso CNCDocument24 paginiProceso CNCadrian aponteÎncă nu există evaluări
- Tecnologia de OperacionDocument10 paginiTecnologia de OperacionAnonymous 84cSuq100% (1)
- Sistemas de ProducciónDocument11 paginiSistemas de ProducciónPedro R-ZavaletaÎncă nu există evaluări
- Actividad 1.1Document7 paginiActividad 1.1Alejandro CruzÎncă nu există evaluări
- Introducción A Los Sistemas de ProducciónDocument23 paginiIntroducción A Los Sistemas de ProducciónKarlosz LopezÎncă nu există evaluări
- TAREA 6 (CHAVEZ INCHE, Mark Anthony Kriss)Document13 paginiTAREA 6 (CHAVEZ INCHE, Mark Anthony Kriss)Mark ChavezÎncă nu există evaluări
- Expo 1,1 UNIDAD 5Document18 paginiExpo 1,1 UNIDAD 5zeptiembreÎncă nu există evaluări
- Montaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208De la EverandMontaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208Evaluare: 3 din 5 stele3/5 (1)
- Sistemas Avanzados de ManufacturaDocument3 paginiSistemas Avanzados de ManufacturaDaniel FloresÎncă nu există evaluări
- Justo A TiempoDocument11 paginiJusto A TiempoEliud Daniel100% (1)
- LPAIC2010Document189 paginiLPAIC2010Oskar RockdriguezÎncă nu există evaluări
- Unidad 4 SamDocument24 paginiUnidad 4 SamElias GonzalezÎncă nu există evaluări
- Tarea de JorgeDocument8 paginiTarea de JorgeCarlos MAÎncă nu există evaluări
- Elementos Del Cim (Computer Integrated Manufacturing)Document6 paginiElementos Del Cim (Computer Integrated Manufacturing)Zurizaday Linares100% (1)
- Resumen de TecnologiaDocument4 paginiResumen de TecnologiaJose TelleriarteÎncă nu există evaluări
- Temas de ImplementaDocument18 paginiTemas de ImplementaSandy Paulina Islas LópezÎncă nu există evaluări
- Tecnologia de Manufactura y ServiciosDocument11 paginiTecnologia de Manufactura y ServiciosOscar Alberto Huerta AyalaÎncă nu există evaluări
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaDe la EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaEvaluare: 4 din 5 stele4/5 (3)
- ENSAYO Optimización de La ProducciónDocument20 paginiENSAYO Optimización de La ProducciónFrankHernandez0% (1)
- Celulas de ManufacturaDocument189 paginiCelulas de ManufacturaMónica VessaliusÎncă nu există evaluări
- EC Fundamentos de CAD, CAE, CAM-1Document2 paginiEC Fundamentos de CAD, CAE, CAM-1Dra NecroÎncă nu există evaluări
- Capitulo I de La Tesis DcsDocument15 paginiCapitulo I de La Tesis DcsMoises PerezÎncă nu există evaluări
- FrankDocument116 paginiFrankfreddyÎncă nu există evaluări
- Proyecto ProfibusDocument90 paginiProyecto ProfibusJaume Marti Nez Gar CiaÎncă nu există evaluări
- Pasos para Un Sistemas AutomatizadoDocument4 paginiPasos para Un Sistemas AutomatizadoDiego Gerardo MedinaÎncă nu există evaluări
- Estudios de Manufactura de Visión Variable, para Su Evaluación, Análisis y Toma de DecisionesDocument6 paginiEstudios de Manufactura de Visión Variable, para Su Evaluación, Análisis y Toma de DecisionesDiana RamirezÎncă nu există evaluări
- Unidad 1Document19 paginiUnidad 1Lizandro Castellanos CruzÎncă nu există evaluări
- Memoria TécnicaDocument10 paginiMemoria TécnicaBrian FloresÎncă nu există evaluări
- Manual de Automatizacion y Robotica 2009 Uteq 77Document85 paginiManual de Automatizacion y Robotica 2009 Uteq 77victormorales21Încă nu există evaluări
- Practicas Sitemas de ManufacturaDocument189 paginiPracticas Sitemas de ManufacturaMike Sabchez VilchisÎncă nu există evaluări
- Administración de Operaciones Sesión 2Document6 paginiAdministración de Operaciones Sesión 2Araceli Pérez AlcántaraÎncă nu există evaluări
- Módulo 2 - Lectura 2Document20 paginiMódulo 2 - Lectura 2Dayana GonzalezÎncă nu există evaluări
- Trabajo de InvestigaciónDocument20 paginiTrabajo de InvestigaciónAnthony graciano leyvaÎncă nu există evaluări
- Articulo Ingenieria ManufacturaDocument4 paginiArticulo Ingenieria ManufacturaSara Lucia Rodriguez SantamariaÎncă nu există evaluări
- Actividad 1 MecatronicaDocument5 paginiActividad 1 MecatronicaJoseManuelÎncă nu există evaluări
- Automatizacion IndustrialDocument12 paginiAutomatizacion IndustrialBrando RojasÎncă nu există evaluări
- Proyecto Cim FINALDocument27 paginiProyecto Cim FINALMagaly Anticona LiñanÎncă nu există evaluări
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De la EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Evaluare: 5 din 5 stele5/5 (1)
- Viii Estructura de La Unidad de AprendizajeDocument53 paginiViii Estructura de La Unidad de AprendizajevaleriaÎncă nu există evaluări
- 2 - Proceso de CristalizaciónDocument34 pagini2 - Proceso de CristalizaciónBren AcÎncă nu există evaluări
- Orientacion FamiliarDocument6 paginiOrientacion FamiliarJOSELYN GRACIELA YTURRALDE COELLOÎncă nu există evaluări
- Incertidumbre Solución NaOHDocument15 paginiIncertidumbre Solución NaOHJulio Rodríguez CancinoÎncă nu există evaluări
- Proyecto de ArtísticaDocument6 paginiProyecto de ArtísticaMELISSA VELEZ100% (1)
- Necesidad Del Grado de Real Arco para El Maestro MasónDocument5 paginiNecesidad Del Grado de Real Arco para El Maestro Masóncarneirojimenez67% (3)
- Para Enamorar A RuthDocument13 paginiPara Enamorar A RuthAndenes CHILLITUPAÎncă nu există evaluări
- Cultivos Naturales o ArtificialesDocument4 paginiCultivos Naturales o ArtificialesFernando Bernal DiazÎncă nu există evaluări
- Demencia Por Cuerpos de LEWYDocument7 paginiDemencia Por Cuerpos de LEWYcamila ochoaÎncă nu există evaluări
- Interaccion de Los RX Con La Materia - Radiacion Dispersa DZDocument13 paginiInteraccion de Los RX Con La Materia - Radiacion Dispersa DZClari CorreaÎncă nu există evaluări
- Laboratorio # 1 de Análisis QuímicoDocument9 paginiLaboratorio # 1 de Análisis QuímicoJulio Brayan Berrocal MajerhuaÎncă nu există evaluări
- La Moneda en El Perú AntiguoDocument18 paginiLa Moneda en El Perú AntiguoLaura Rosa Figuerola BossioÎncă nu există evaluări
- Normativa Asociada A Accidentes Fatales y GravesDocument8 paginiNormativa Asociada A Accidentes Fatales y GravesMartinitta TorresÎncă nu există evaluări
- MERCOSURDocument95 paginiMERCOSURInés RomanoÎncă nu există evaluări
- MatemáticaDocument13 paginiMatemáticaCarolina SerranoÎncă nu există evaluări
- Análisis de La Cultura Organizacional GLORIADocument3 paginiAnálisis de La Cultura Organizacional GLORIAPérou AppleÎncă nu există evaluări
- Diferentes Periodizaciones en El Análisis de La HistoriaDocument3 paginiDiferentes Periodizaciones en El Análisis de La HistoriaMaría Silvina NielsenÎncă nu există evaluări
- Introduccion A Los PA, Evaluacion de La Escena y Evaluacion InicialDocument6 paginiIntroduccion A Los PA, Evaluacion de La Escena y Evaluacion InicialferpasierraÎncă nu există evaluări
- Proyecto Arenas Ecosistemas Uruguayos PDFDocument337 paginiProyecto Arenas Ecosistemas Uruguayos PDFEmilia HJÎncă nu există evaluări
- Campo Formativo LenguajesDocument10 paginiCampo Formativo LenguajesLUISA MORENOÎncă nu există evaluări
- Dossier AinybelDocument52 paginiDossier AinybelConnie H100% (2)
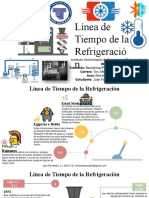
- Infografía. Linea de Tiempo. Juan Fernandez.Document10 paginiInfografía. Linea de Tiempo. Juan Fernandez.juanÎncă nu există evaluări
- Trabajo Práctico N3 - Guia de Lectura ComaroffDocument5 paginiTrabajo Práctico N3 - Guia de Lectura ComaroffAgus ChinaÎncă nu există evaluări
- NTS - Trabajos en altura-BORRADOR CON FORMATODocument60 paginiNTS - Trabajos en altura-BORRADOR CON FORMATOCarlos SarmientoÎncă nu există evaluări
- Topaz Analog Manual en EspañolDocument11 paginiTopaz Analog Manual en EspañolAlexander MorenoÎncă nu există evaluări
- Declaracion-Impacto Ambiental PDFDocument17 paginiDeclaracion-Impacto Ambiental PDFRommel CabreraÎncă nu există evaluări
- Practica 2 de ProgramaciónDocument9 paginiPractica 2 de ProgramaciónYoel GutiérrezÎncă nu există evaluări
- Amor Francisco Erich Fromm 2Document8 paginiAmor Francisco Erich Fromm 2Francisco ManuelÎncă nu există evaluări
- VIH SidaDocument5 paginiVIH SidaAbi Dennise Nahuelpán LienlafÎncă nu există evaluări
- TripticoDocument2 paginiTripticoCristian Brisko VolvoÎncă nu există evaluări