S-ar putea să vă placă și
- Design Tools For Engineering TeamsDocument26 paginiDesign Tools For Engineering TeamsIr PrakaashÎncă nu există evaluări
- ASSIGNMENT On Enterprise Creation and DevelopmentDocument48 paginiASSIGNMENT On Enterprise Creation and DevelopmentAnonymous Uya1CUAqj0% (1)
- How To Do A Feasibility Study in 6 StepsDocument1 paginăHow To Do A Feasibility Study in 6 StepsAgnes K JohnsonÎncă nu există evaluări
- Inspired 1 & 2 SummaryDocument19 paginiInspired 1 & 2 SummaryjoeÎncă nu există evaluări
- ProfessionalDocument26 paginiProfessionalمحمد احمدÎncă nu există evaluări
- Tools and Techniques of Decision MakingDocument11 paginiTools and Techniques of Decision Makingpavankrishna930% (1)
- Decision Making ProcessDocument3 paginiDecision Making ProcessSan RaiÎncă nu există evaluări
- Problem Solving and Analytical SkillsDocument10 paginiProblem Solving and Analytical SkillsdilawaysÎncă nu există evaluări
- Getting Results From Jobs-To-be-Done Interviews - 5548Document55 paginiGetting Results From Jobs-To-be-Done Interviews - 5548Adam ClarkeÎncă nu există evaluări
- 2.1BSA-CY2 - REVERAL, ANGELA R. - EXERCISE#1 - Management ScienceDocument3 pagini2.1BSA-CY2 - REVERAL, ANGELA R. - EXERCISE#1 - Management ScienceAngela Ricaplaza ReveralÎncă nu există evaluări
- This Is When You Present All The Prototypes, Documents, and Information You Have GatheredDocument4 paginiThis Is When You Present All The Prototypes, Documents, and Information You Have Gatheredmouchrif.hadiÎncă nu există evaluări
- Design Unit 2 NotesDocument7 paginiDesign Unit 2 NotesVivek KumarÎncă nu există evaluări
- Operation Research II: Hadi Sutanto Saragi S.T., M.EngDocument29 paginiOperation Research II: Hadi Sutanto Saragi S.T., M.EngdonniÎncă nu există evaluări
- Business+Problem+Solving +Lecture+NotesDocument5 paginiBusiness+Problem+Solving +Lecture+NotesAdit PaliwalÎncă nu există evaluări
- Knowing Your Role in The Basic Business Analysis LifecycleDocument5 paginiKnowing Your Role in The Basic Business Analysis LifecycleHarik CÎncă nu există evaluări
- 7keys WhitePaperDocument6 pagini7keys WhitePaperexperioÎncă nu există evaluări
- Business+Problem+Solving +Lecture+NotesDocument5 paginiBusiness+Problem+Solving +Lecture+Notessamrat141988Încă nu există evaluări
- Chapter One Software Engineering Practice: The Essence of PracticeDocument9 paginiChapter One Software Engineering Practice: The Essence of PracticeAbdurahmanÎncă nu există evaluări
- Handout - Design ThinkingDocument12 paginiHandout - Design ThinkingJan Schmiedgen100% (1)
- Work Content For The Value Analyst, Engineer, and ConsultantDocument9 paginiWork Content For The Value Analyst, Engineer, and ConsultantTATATAHERÎncă nu există evaluări
- Creative Problem Solving: BY: Muhammad UmarDocument31 paginiCreative Problem Solving: BY: Muhammad UmarMuhammad UmarÎncă nu există evaluări
- Five Steps To Improve ProductivityDocument2 paginiFive Steps To Improve ProductivityManojÎncă nu există evaluări
- Preface: Leading TechnologyDocument7 paginiPreface: Leading TechnologyMitchell IngallÎncă nu există evaluări
- DocxDocument6 paginiDocxVăn LộcÎncă nu există evaluări
- Problem Solving ModelsDocument14 paginiProblem Solving ModelsUmair RaoÎncă nu există evaluări
- PLANNING CYCLE: THE EIGHT-STAGE PROCESSDocument5 paginiPLANNING CYCLE: THE EIGHT-STAGE PROCESSZel VilleÎncă nu există evaluări
- FALLSEM2013 14 - CP0047 - TB03 - Unit 2 and 3Document119 paginiFALLSEM2013 14 - CP0047 - TB03 - Unit 2 and 3Pradeep SankarÎncă nu există evaluări
- Lean Vs Agile Vs Design ThinkingDocument7 paginiLean Vs Agile Vs Design ThinkingJorge E. MéndezÎncă nu există evaluări
- What Is A Feasibility Study?Document20 paginiWhat Is A Feasibility Study?Dionne Antoine BacudÎncă nu există evaluări
- Problem Solving Model - 207Document6 paginiProblem Solving Model - 207Cristina GomezÎncă nu există evaluări
- MCS 011Document197 paginiMCS 011Jk LathaÎncă nu există evaluări
- MBA Quantative AnaliysisDocument123 paginiMBA Quantative AnaliysisJirka LamiÎncă nu există evaluări
- Toyota's 5-Step Process for Continuous Improvement ImplementationDocument6 paginiToyota's 5-Step Process for Continuous Improvement Implementationdbryant1435100% (1)
- Green Technologies A Complete Guide - 2020 EditionDe la EverandGreen Technologies A Complete Guide - 2020 EditionÎncă nu există evaluări
- Tips For Successful Practice of SimulationDocument8 paginiTips For Successful Practice of SimulationGutierrez Andrade Maria DanielaÎncă nu există evaluări
- 7 Principles of Creative Problem SolvingDocument2 pagini7 Principles of Creative Problem SolvingDinh TranÎncă nu există evaluări
- T P B A: HE Rinciples of The Usiness NalystDocument8 paginiT P B A: HE Rinciples of The Usiness NalystJalgozaÎncă nu există evaluări
- Agile HomeworkDocument21 paginiAgile HomeworkLing SunÎncă nu există evaluări
- KTDocument8 paginiKTNiyatiChaudharyÎncă nu există evaluări
- Problem Solving & Decision Making: Skills Improvement ProgramDocument32 paginiProblem Solving & Decision Making: Skills Improvement ProgramwaleedjuttÎncă nu există evaluări
- Turning PDCA Into A RoutineDocument5 paginiTurning PDCA Into A RoutinejozsefczÎncă nu există evaluări
- 4IR 1 Jan Jun2020 Week11Document6 pagini4IR 1 Jan Jun2020 Week11BonginkosiÎncă nu există evaluări
- Business Analysis in A Nutshell - Chapter 1Document12 paginiBusiness Analysis in A Nutshell - Chapter 1EssamÎncă nu există evaluări
- Project Management FundamentalsDocument25 paginiProject Management Fundamentalsdarin.vasilevÎncă nu există evaluări
- PMP Predictive NotesDocument14 paginiPMP Predictive Notesvikas joshiÎncă nu există evaluări
- Seven Steps For Effective Problem Solving in The WorkplaceDocument10 paginiSeven Steps For Effective Problem Solving in The WorkplaceLynyrd SkynyrdÎncă nu există evaluări
- Problem Solving Culture 7-09 Randy BlakeDocument16 paginiProblem Solving Culture 7-09 Randy BlakeNaga ChaitanyaÎncă nu există evaluări
- Consulting Framework BidhuDocument14 paginiConsulting Framework BidhuBidhu Amant100% (1)
- 6 Successful Project Estimation TechniquesDocument10 pagini6 Successful Project Estimation TechniquesHerman AbdullahÎncă nu există evaluări
- Thoughtful Execution: A Framework That Helps Teams Ship With ImpactDocument14 paginiThoughtful Execution: A Framework That Helps Teams Ship With ImpactbasaÎncă nu există evaluări
- Product Management CourseDocument20 paginiProduct Management CourseRohit ParhiÎncă nu există evaluări
- Impact Analysis MethodDocument2 paginiImpact Analysis MethodOzair ShaiqÎncă nu există evaluări
- Product ManagementDocument17 paginiProduct ManagementAshish BilolikarÎncă nu există evaluări
- Group Work LDocument2 paginiGroup Work LfatrupÎncă nu există evaluări
- Systematic Problem Solving - Radu BotoganDocument19 paginiSystematic Problem Solving - Radu BotoganIonut EduardÎncă nu există evaluări
- Dti Unit 4Document6 paginiDti Unit 4Punganuru SwathiÎncă nu există evaluări
- Runway ConstructionDocument53 paginiRunway ConstructionTATATAHERÎncă nu există evaluări
- Project Progress Review April 08Document4 paginiProject Progress Review April 08TATATAHERÎncă nu există evaluări
- Habitats Regulations Assessment For Airport Expansion Riki Therivel, AEFDocument32 paginiHabitats Regulations Assessment For Airport Expansion Riki Therivel, AEFTATATAHERÎncă nu există evaluări
- 0023 ExecDocument3 pagini0023 ExecTATATAHERÎncă nu există evaluări
- Airport Construction SafetyDocument3 paginiAirport Construction SafetyMikeBPriceÎncă nu există evaluări
- Risk and Value For Money Management in The UK PPP/PFIDocument37 paginiRisk and Value For Money Management in The UK PPP/PFIel7elwaÎncă nu există evaluări
- Managing & Controlling Airport Construction Projects - Jan 2001Document10 paginiManaging & Controlling Airport Construction Projects - Jan 2001TATATAHERÎncă nu există evaluări
- Builders RiskDocument2 paginiBuilders RiskTATATAHERÎncă nu există evaluări
- SiteDocument4 paginiSiteTATATAHERÎncă nu există evaluări
- UrsDocument19 paginiUrsTATATAHERÎncă nu există evaluări
- Construction - Brochure - June 04Document15 paginiConstruction - Brochure - June 04TATATAHERÎncă nu există evaluări
- Risks in Construction ProjectsDocument14 paginiRisks in Construction ProjectsJohnnie StrydomÎncă nu există evaluări
- Risk Management in Construction Project NetworksDocument123 paginiRisk Management in Construction Project Networksjkwt102783% (6)
- IPENZ Engineering Update January 08Document10 paginiIPENZ Engineering Update January 08TATATAHERÎncă nu există evaluări
- Managing Airport Construction ProjectsDocument10 paginiManaging Airport Construction ProjectsTATATAHER100% (1)
- Value Management in Construction: Case StudiesDocument44 paginiValue Management in Construction: Case StudiesTATATAHERÎncă nu există evaluări
- Construction Risk ManagementDocument24 paginiConstruction Risk ManagementTATATAHER100% (1)
- Frost Case ConstructionDocument6 paginiFrost Case ConstructionTATATAHERÎncă nu există evaluări
- Managers ChecklistDocument16 paginiManagers ChecklistTATATAHERÎncă nu există evaluări
- Risk Management in Construction Projects - A Comparative Stury of The Different Precurement Options in Sweden PDFDocument138 paginiRisk Management in Construction Projects - A Comparative Stury of The Different Precurement Options in Sweden PDFFrialynÎncă nu există evaluări
- 089e Risk Assessment PDFDocument1 pagină089e Risk Assessment PDFTATATAHERÎncă nu există evaluări
- Capital Project Viewpoint - v3 PDFDocument4 paginiCapital Project Viewpoint - v3 PDFTATATAHERÎncă nu există evaluări
- Fully Integrated Web-Based Risk Management Systems ForDocument6 paginiFully Integrated Web-Based Risk Management Systems ForTATATAHERÎncă nu există evaluări
- Challngs-Écueils e PDFDocument56 paginiChallngs-Écueils e PDFTATATAHERÎncă nu există evaluări
- Safety Model Description and Sensitivity AnalysisDocument24 paginiSafety Model Description and Sensitivity AnalysisTATATAHERÎncă nu există evaluări
- C PDFDocument23 paginiC PDFTATATAHERÎncă nu există evaluări
- Risk Management in The Different Phases of A ConstructionDocument13 paginiRisk Management in The Different Phases of A ConstructionTATATAHERÎncă nu există evaluări
- Chapter 1 PDFDocument4 paginiChapter 1 PDFTATATAHERÎncă nu există evaluări
- Vita - 9 PDFDocument1 paginăVita - 9 PDFTATATAHERÎncă nu există evaluări
- Sources of Data and Highway StatisticsDocument16 paginiSources of Data and Highway StatisticsTATATAHERÎncă nu există evaluări
- Cooling Water TreatmentDocument4 paginiCooling Water Treatmentbutchoy28Încă nu există evaluări
- CD Changer Service ManualDocument72 paginiCD Changer Service Manualsalloum3Încă nu există evaluări
- PW-3 Part Design For Ultrasonic Welding (Single PGS) HRDocument8 paginiPW-3 Part Design For Ultrasonic Welding (Single PGS) HRAlba R.Încă nu există evaluări
- DE12 Engine Injection Pump Replacement GuideDocument8 paginiDE12 Engine Injection Pump Replacement GuidevarthotÎncă nu există evaluări
- HP TruCluster Server V5.1ADocument21 paginiHP TruCluster Server V5.1AAlexandru BotnariÎncă nu există evaluări
- PCI Journal July - August 2020Document120 paginiPCI Journal July - August 2020Farja_ZzzÎncă nu există evaluări
- Engineer'S Stamp: Contractor'S Stamp:: Al Qunfudhah New City Feeder Water Transmission SystemDocument7 paginiEngineer'S Stamp: Contractor'S Stamp:: Al Qunfudhah New City Feeder Water Transmission SystemLouis ClarkÎncă nu există evaluări
- Closed Source DocumentationDocument12 paginiClosed Source Documentation이즈르엘Încă nu există evaluări
- Ciscenje Hadnjaka HyundaiDocument4 paginiCiscenje Hadnjaka HyundaiAjdin Herc AhmetovicÎncă nu există evaluări
- Periodic Inspection of Pipework CEOC R47EDocument21 paginiPeriodic Inspection of Pipework CEOC R47ETomasPavlovicÎncă nu există evaluări
- Refrigerator Frs U20bci U21gaiDocument92 paginiRefrigerator Frs U20bci U21gaiJoão Pedro Almeida100% (1)
- Stony Brook Parking Map 2016Document2 paginiStony Brook Parking Map 2016Chris VarugheseÎncă nu există evaluări
- Digital Terrain Models: 3.1 Loading of A DTM FileDocument14 paginiDigital Terrain Models: 3.1 Loading of A DTM FilemaxidicoÎncă nu există evaluări
- The Three Main Forms of Energy Used in Non-Conventional Machining Processes Are As FollowsDocument3 paginiThe Three Main Forms of Energy Used in Non-Conventional Machining Processes Are As FollowsNVÎncă nu există evaluări
- Wheel Loader Links, Bellcranks, Pins & BushingsDocument7 paginiWheel Loader Links, Bellcranks, Pins & BushingsMax SashikhinÎncă nu există evaluări
- Cat6030fs PDFDocument36 paginiCat6030fs PDFDiego Domínguez AriasÎncă nu există evaluări
- 410e Repair ExampleDocument6 pagini410e Repair ExampleYurii Chinov71% (7)
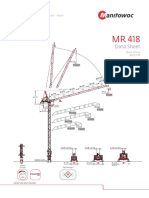
- MR418-FEM-Top Slewing Tower Cranes Imperial PDFDocument8 paginiMR418-FEM-Top Slewing Tower Cranes Imperial PDFCompass equipmentÎncă nu există evaluări
- My Media Kit AllDocument10 paginiMy Media Kit Allapi-4725615Încă nu există evaluări
- SanskritiDocument14 paginiSanskritiASEEM DUAÎncă nu există evaluări
- Microsoft Dynamics ERP By: Nora Al-MadiDocument15 paginiMicrosoft Dynamics ERP By: Nora Al-Madivijay_sr2009Încă nu există evaluări
- DND DC No 01 31JAN2013 - Performance Rating and Ranking SystemDocument6 paginiDND DC No 01 31JAN2013 - Performance Rating and Ranking SystemAbdushaheed Ibn IbrahimÎncă nu există evaluări
- Reviewed BOQ For Shallow Borehole DrillingDocument4 paginiReviewed BOQ For Shallow Borehole DrillingAdonis AlabiÎncă nu există evaluări
- 1.overview Construction N DevelopmentDocument27 pagini1.overview Construction N Development_ain_Încă nu există evaluări
- (X) Selection Guide - PowerFlex Low Voltage Drives - PFLEX-SG002K-En-P - February 2017Document178 pagini(X) Selection Guide - PowerFlex Low Voltage Drives - PFLEX-SG002K-En-P - February 2017Nicolás A. SelvaggioÎncă nu există evaluări
- Regulador Voltage 3.3v Xbox360Document18 paginiRegulador Voltage 3.3v Xbox360ignorameÎncă nu există evaluări
- CrossoverDocument15 paginiCrossoverGeorge LunguÎncă nu există evaluări
- CT ratio error calculations and limitsDocument4 paginiCT ratio error calculations and limitsKamal NorlieÎncă nu există evaluări
- 2012 Product CatalogDocument407 pagini2012 Product CatalogSe SamnangÎncă nu există evaluări