S-ar putea să vă placă și
- El Sendero Del HackerDocument210 paginiEl Sendero Del HackerGerry García100% (65)
- Ruibal - Metodologia DFIDocument24 paginiRuibal - Metodologia DFIEdgar RocaÎncă nu există evaluări
- Memoria de Calculo Del Sistema Agua PotableDocument16 paginiMemoria de Calculo Del Sistema Agua PotableVictorCalderonArecheÎncă nu există evaluări
- MTO-PG-01 Programa de Mantenimiento VehiculosDocument11 paginiMTO-PG-01 Programa de Mantenimiento VehiculosPaola bohorquez cardenas100% (1)
- El Modelo de TransporteDocument22 paginiEl Modelo de TransporteMartikaSanMartinÎncă nu există evaluări
- El Turismo Como Alternativa para La Educación AmbientalDocument7 paginiEl Turismo Como Alternativa para La Educación AmbientalAnonymous lwLm07CLÎncă nu există evaluări
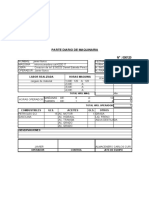
- Formato Parte Diario de MaquinariaDocument5 paginiFormato Parte Diario de MaquinariaJhan carlos Curi yupanquiÎncă nu există evaluări
- Transito y Vialidad CancunDocument9 paginiTransito y Vialidad CancunRocio Jimenez Santiago100% (1)
- Celda JamesonDocument12 paginiCelda JamesonYanson Rene Turpo CahuanaÎncă nu există evaluări
- Carros MinerosDocument6 paginiCarros MinerosMiguel Andrés100% (1)
- Plan Desarrollo Definitivo Area Surubi v6 FINALDocument119 paginiPlan Desarrollo Definitivo Area Surubi v6 FINALTroposticus60% (5)
- Lectura de Planos y Metrados en EdificacionesDocument68 paginiLectura de Planos y Metrados en Edificacionesmacckof89% (9)
- Universidad Politecnica Salesiana - Trabajo Interciclo PDFDocument371 paginiUniversidad Politecnica Salesiana - Trabajo Interciclo PDFVicente Valarezo100% (2)
- Cuál Es La Diferencia Entre Tránsito Y TransporteDocument14 paginiCuál Es La Diferencia Entre Tránsito Y TransporteIrazBet AriiaDna BriCñoÎncă nu există evaluări
- Informe Mes Diciembre 2018 Limabamba 2018 Final - DocfDocument54 paginiInforme Mes Diciembre 2018 Limabamba 2018 Final - DocfFlor ArevaloÎncă nu există evaluări
- Mant. Pozo A Tierra-Edificio Arequipa CentralDocument16 paginiMant. Pozo A Tierra-Edificio Arequipa CentralRandy Luis Mio GuerreroÎncă nu există evaluări
- Especificaciones-Tecnicas-Instalaciones Electricas N.UDocument14 paginiEspecificaciones-Tecnicas-Instalaciones Electricas N.URayfranco Moreno HaroÎncă nu există evaluări
- Politica de Seguridad EmpresaDocument4 paginiPolitica de Seguridad EmpresaElizabethAnaliaGallardoCamposÎncă nu există evaluări
- Cartilla de Riesgos Criticos MANTENIMIENTO 27-12-2015Document94 paginiCartilla de Riesgos Criticos MANTENIMIENTO 27-12-2015Bill GacoÎncă nu există evaluări
- EI PETS 2015-03-570839 Carga Traslado y Descarga de Material Ferreteria y Postes 03Document19 paginiEI PETS 2015-03-570839 Carga Traslado y Descarga de Material Ferreteria y Postes 03Juan Carlos Matos NolascoÎncă nu există evaluări
- PETS-OE-004 - Transporte de Postes Con Maniobra o ManualDocument13 paginiPETS-OE-004 - Transporte de Postes Con Maniobra o ManualAlnibar SalazarÎncă nu există evaluări
- Pets - 007 - Izado de Postes de CacDocument3 paginiPets - 007 - Izado de Postes de CacmardukcorpseÎncă nu există evaluări
- SGC-OP-PRO-512-002 Procedimiento Tendido y Templado de Conductores - Rev1docDocument20 paginiSGC-OP-PRO-512-002 Procedimiento Tendido y Templado de Conductores - Rev1docJano Tapia Rentapack AparicioÎncă nu există evaluări
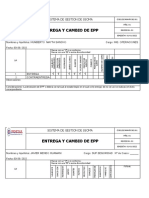
- Entrega Epps FormatoDocument49 paginiEntrega Epps Formatodiego alfonso suaquita cuervoÎncă nu există evaluări
- Ats - FemsaDocument2 paginiAts - FemsaIvonne DelgadoÎncă nu există evaluări
- N2.PRC-SST-001 Procedimiento Uso Seguro de AmoladoraDocument14 paginiN2.PRC-SST-001 Procedimiento Uso Seguro de AmoladoraMatias Exequiel LauretÎncă nu există evaluări
- Adquisicion de EppsDocument10 paginiAdquisicion de Eppsdarwin paredes barrientosÎncă nu există evaluări
- PETS-OE-003 - Transporte de Postes Al Punto de Izaje Sin GruaDocument11 paginiPETS-OE-003 - Transporte de Postes Al Punto de Izaje Sin GruaLIZINKA GIANELLA DELIA SARAVIA DAVILAÎncă nu există evaluări
- 01.formatos Manual de Estandares Ver. 00Document141 pagini01.formatos Manual de Estandares Ver. 00Edson CarrilloÎncă nu există evaluări
- Expo 04 - Estrategia para Optimizar El Uso de Los ActivosDocument26 paginiExpo 04 - Estrategia para Optimizar El Uso de Los ActivosLuis Alberto Carrera FernandezÎncă nu există evaluări
- Formato de Entrega de EPPDocument1 paginăFormato de Entrega de EPPChristian MonrroyÎncă nu există evaluări
- Op Sso Pets 008 PG e 001 2023 Instalacion de Puesta A Tierra Rev.00Document22 paginiOp Sso Pets 008 PG e 001 2023 Instalacion de Puesta A Tierra Rev.00Multiservicios CarriónÎncă nu există evaluări
- Ppto Iiee - IimmDocument26 paginiPpto Iiee - IimmJose Alarcon OrtizÎncă nu există evaluări
- Proforma GasreyDocument3 paginiProforma GasreyELIANI VALDIVIEZO LEONÎncă nu există evaluări
- Infome Semanal ACONEX Del 30.05.2016 Al 03.06.2016Document12 paginiInfome Semanal ACONEX Del 30.05.2016 Al 03.06.2016Sebastian Zuñiga GonzalezÎncă nu există evaluări
- Sso Pets 03 Excavacion de HoyosDocument5 paginiSso Pets 03 Excavacion de Hoyos87javisaÎncă nu există evaluări
- Tecgu Pets Sso 066 Demolicion de ConcretoDocument7 paginiTecgu Pets Sso 066 Demolicion de ConcretoJuan AraujoÎncă nu există evaluări
- Plan - de - Trabajo - para - Subsanacion de Dms Alimentador Mo-S03 18-11-12Document6 paginiPlan - de - Trabajo - para - Subsanacion de Dms Alimentador Mo-S03 18-11-12Nei Arévalo RoqueÎncă nu există evaluări
- Sustento de MetradoDocument7 paginiSustento de MetradoJõrgns FonsecaÎncă nu există evaluări
- Caratulas de ProyectosDocument3 paginiCaratulas de ProyectosJeff VCÎncă nu există evaluări
- Preoperacional Martillo DemoledorDocument1 paginăPreoperacional Martillo Demoledorsst construnarÎncă nu există evaluări
- Diversidad Cultural y Desarrolló en El Perú (Resumen) .Document3 paginiDiversidad Cultural y Desarrolló en El Perú (Resumen) .AndrewKidpatrickÎncă nu există evaluări
- Sistematizacion Del Mantenimiento de Maquinaria PesadaDocument195 paginiSistematizacion Del Mantenimiento de Maquinaria PesadaNey Felipe CepedaÎncă nu există evaluări
- Diseño Del Plan de MantenimientoDocument30 paginiDiseño Del Plan de MantenimientoRaul Reaño RiveraÎncă nu există evaluări
- R6a8h, Arnés Rescatista, Arnés para Trabajos Verticales, Ascensos Por CuerdaDocument5 paginiR6a8h, Arnés Rescatista, Arnés para Trabajos Verticales, Ascensos Por CuerdaMiguel MuchoÎncă nu există evaluări
- APMD 201810 Mantenimiento de Maq. Pesada Minera AdecuadoDocument80 paginiAPMD 201810 Mantenimiento de Maq. Pesada Minera AdecuadoCindy DelgadoÎncă nu există evaluări
- Resumen GeneralDocument28 paginiResumen GeneralJose Kion100% (1)
- Memoria DescriptivaDocument10 paginiMemoria DescriptivaBIlly D. SantoyoÎncă nu există evaluări
- T Espe 048642 DDocument57 paginiT Espe 048642 Damoli001Încă nu există evaluări
- Capitulo 01 PDFDocument133 paginiCapitulo 01 PDFJulio RodriguezÎncă nu există evaluări
- POE 03 - Montaje Transformador de 22.9 KVDocument10 paginiPOE 03 - Montaje Transformador de 22.9 KVdiegoyyÎncă nu există evaluări
- Brochure IngmapeDocument4 paginiBrochure IngmapeAlonso Fernando Magallanes PalominoÎncă nu există evaluări
- Manual de Prodeso - Gestión de ProcesosDocument42 paginiManual de Prodeso - Gestión de ProcesosGregory Corro AlarconÎncă nu există evaluări
- Gestion Del Mantto Tipos de MantenimientoDocument19 paginiGestion Del Mantto Tipos de MantenimientoTomy Rodriguez MendozaÎncă nu există evaluări
- Universidad Tecnológica de Querétaro Voluntad. Conocimiento. Servicio Carrera de Mantenimiento IndustrialDocument53 paginiUniversidad Tecnológica de Querétaro Voluntad. Conocimiento. Servicio Carrera de Mantenimiento Industrialjroman33Încă nu există evaluări
- Project Charter-Ejemplo MontajeDocument2 paginiProject Charter-Ejemplo Montajejose_balcazar89Încă nu există evaluări
- HSEQ-RHS-008 Check List de Pre-Uso de Montacargas V01Document2 paginiHSEQ-RHS-008 Check List de Pre-Uso de Montacargas V01Vicente CondÎncă nu există evaluări
- Informe SemanalDocument39 paginiInforme SemanaljinaÎncă nu există evaluări
- Manual Mecanica Basica Parte 1Document75 paginiManual Mecanica Basica Parte 1Diego ChiliquingaÎncă nu există evaluări
- MEMORIA Distriluz 2020Document85 paginiMEMORIA Distriluz 2020LUIS MORAN CASTILLOÎncă nu există evaluări
- Manual de Inspecciones Técnicas Vehiculares: Interpretación de DefectosDocument57 paginiManual de Inspecciones Técnicas Vehiculares: Interpretación de DefectosLuis VelasquezÎncă nu există evaluări
- Mecanico de Equipo PesadoDocument10 paginiMecanico de Equipo Pesadomiguel_unsÎncă nu există evaluări
- Cotización O1-0046 Mantenimiento Correctivo Cargador Frontal 23-03-2021Document1 paginăCotización O1-0046 Mantenimiento Correctivo Cargador Frontal 23-03-2021Diana AHÎncă nu există evaluări
- Vibraciones en Maquinaria PesadaDocument13 paginiVibraciones en Maquinaria PesadaGuillermo IdroboÎncă nu există evaluări
- Pinedo TLDocument87 paginiPinedo TLluis ulloaÎncă nu există evaluări
- Ssds Especificaciones Tecnicas de MaterialesDocument17 paginiSsds Especificaciones Tecnicas de MaterialesSaul Andre Sanga TorresÎncă nu există evaluări
- Banco HidraulicoDocument16 paginiBanco HidraulicoDanielOlmedoNavarreteÎncă nu există evaluări
- Manual de Operacion Cargadores Frontales SisolDocument49 paginiManual de Operacion Cargadores Frontales SisolGrupoSisolMaquinariasÎncă nu există evaluări
- Informe - Incidente de TrabajoDocument3 paginiInforme - Incidente de TrabajoVíctor ArrietaÎncă nu există evaluări
- Plan de Mantenimiento Preventivo para La Empresa de Trasportes Turismo Directo Asegurado SaDocument56 paginiPlan de Mantenimiento Preventivo para La Empresa de Trasportes Turismo Directo Asegurado SaWalter Huatay CruzadoÎncă nu există evaluări
- Programa de Mantenimiento VehiculosDocument5 paginiPrograma de Mantenimiento VehiculosJohanna Pérez HolguínÎncă nu există evaluări
- Diodo SemiconductorDocument48 paginiDiodo SemiconductorehzaleÎncă nu există evaluări
- Ingeniería Inversa Básica en Android Tomo IIDocument12 paginiIngeniería Inversa Básica en Android Tomo IIninoronaldÎncă nu există evaluări
- Libro mecanicaIIDocument144 paginiLibro mecanicaIIderones13Încă nu există evaluări
- Tolerancias para ForjadoDocument36 paginiTolerancias para Forjadoehzale0% (1)
- Mecanica Clasica 2Document351 paginiMecanica Clasica 2ricky_tapia221987Încă nu există evaluări
- 31 - Ledeen Catalogo EspañolDocument24 pagini31 - Ledeen Catalogo Españoljamgouro_636865128Încă nu există evaluări
- Clasificacion de Los Estados TensionalesDocument2 paginiClasificacion de Los Estados TensionalesehzaleÎncă nu există evaluări
- CelulosaDocument48 paginiCelulosaCarolina TolozaÎncă nu există evaluări
- Formulacion y Evaluacion de Proyectos San MarcosDocument69 paginiFormulacion y Evaluacion de Proyectos San MarcosehzaleÎncă nu există evaluări
- Deformación de Barras CurvasDocument4 paginiDeformación de Barras Curvasehzale0% (1)
- Equipos y Maquinarias de Vias FerreasDocument29 paginiEquipos y Maquinarias de Vias FerreasJesmith Adriana Alfaro CarrilloÎncă nu există evaluări
- Tarea Isaac 2 MarzoDocument8 paginiTarea Isaac 2 Marzomaria guadalupe diaz rodriguezÎncă nu există evaluări
- AvionesDocument2 paginiAvionesMadai CornelioÎncă nu există evaluări
- Procedimientos de Respuesta de Emergencia para AeronavesDocument2 paginiProcedimientos de Respuesta de Emergencia para AeronavesCÁRDENAS ZAMUDIO NIKOLLE JAELÎncă nu există evaluări
- Trabajo Practico de AerodinámicaDocument3 paginiTrabajo Practico de AerodinámicaExequiel CorvalanÎncă nu există evaluări
- Hechos de Tránsito TerrestreDocument1 paginăHechos de Tránsito Terrestreusaí Velázquez Cifuentes0% (1)
- Transporte de SedimentosDocument46 paginiTransporte de Sedimentosjhony_sucasacaÎncă nu există evaluări
- Medios de Transporte, Seguridad CiudadanaDocument22 paginiMedios de Transporte, Seguridad Ciudadanaada porrasÎncă nu există evaluări
- Cadenas Logísticas Del Transporte AéreoDocument8 paginiCadenas Logísticas Del Transporte AéreoCRISTIAN DAVID LONDOÑO MONDRAGONÎncă nu există evaluări
- Ensayo de Cadena de Abastecimiento en La MineríaDocument4 paginiEnsayo de Cadena de Abastecimiento en La Mineríagave79Încă nu există evaluări
- Normas Apa Sexta Edicion de Baque y Sanchez CHDocument2 paginiNormas Apa Sexta Edicion de Baque y Sanchez CHArmandoMartilloÎncă nu există evaluări
- Propuesta Que Permita Seleccionar El Medio y Modo de Transporte para ImportacionDocument38 paginiPropuesta Que Permita Seleccionar El Medio y Modo de Transporte para ImportacionChristian GarciaÎncă nu există evaluări
- Reglamento de LicenciasDocument24 paginiReglamento de LicenciasJhunior ReáteguiÎncă nu există evaluări
- Tipos de Cajas para BotellasDocument4 paginiTipos de Cajas para BotellasBozcker AÎncă nu există evaluări
- Gas NaturalDocument90 paginiGas NaturalPedro Candel MolineroÎncă nu există evaluări
- Propuesta de Sistema AutomatizadoDocument5 paginiPropuesta de Sistema AutomatizadoJosue MedinaÎncă nu există evaluări
- Flyer KBK 20838744Document36 paginiFlyer KBK 20838744Castiillo EduardoÎncă nu există evaluări
- Mazda 2Document5 paginiMazda 2Patrick JohnnatanÎncă nu există evaluări
- Caso Vuela Mas Alto Derecho CompetenciaDocument5 paginiCaso Vuela Mas Alto Derecho CompetenciaWilson Lopez JaraÎncă nu există evaluări
- Rotondas Modernas Cap 1 Sierra Guã A InformativaDocument21 paginiRotondas Modernas Cap 1 Sierra Guã A InformativaMartin CergneuxÎncă nu există evaluări
- Perfil - Puesto - CTAPP GOA CEP 2Document2 paginiPerfil - Puesto - CTAPP GOA CEP 2David DanielÎncă nu există evaluări