S-ar putea să vă placă și
- Introduction to the simulation of power plants for EBSILON®Professional Version 15De la EverandIntroduction to the simulation of power plants for EBSILON®Professional Version 15Încă nu există evaluări
- Boiler-Tuning Basics, Part I: What Constitutes Good Control?Document11 paginiBoiler-Tuning Basics, Part I: What Constitutes Good Control?Udhayakumar VenkataramanÎncă nu există evaluări
- Boilers of Thermal Power PlantsDocument150 paginiBoilers of Thermal Power PlantsanasawaisÎncă nu există evaluări
- Power Plant Combustion TheoreyDocument6 paginiPower Plant Combustion TheoreySaiVenkat0% (1)
- Scope of Work ContractDocument6 paginiScope of Work ContractTiu TonÎncă nu există evaluări
- Chandrapur CTPS 15 Days Training ReportDocument21 paginiChandrapur CTPS 15 Days Training ReportUday Wankar0% (1)
- Boiler EfficiencyDocument28 paginiBoiler EfficiencyRintu BiswasÎncă nu există evaluări
- Pulverizers PDFDocument6 paginiPulverizers PDFOscar DorantesÎncă nu există evaluări
- Properties of Steam Numericals v2Document32 paginiProperties of Steam Numericals v2Saurabh R Shah100% (4)
- Auxiliary Power Consumption Sample for Power PlantsDocument2 paginiAuxiliary Power Consumption Sample for Power Plantsabhiknit0% (1)
- Boiler NotesDocument34 paginiBoiler NotesRakesh Singh BhadoriyaÎncă nu există evaluări
- Report #1: Alternating-Current Project: Steam-Electric Power PlantDocument41 paginiReport #1: Alternating-Current Project: Steam-Electric Power PlantKian TecsonÎncă nu există evaluări
- Thermal power plant introductionDocument39 paginiThermal power plant introductionPhanindra Guttula50% (2)
- Why Thermal Power Plant Efficiency is Low & How to Improve ItDocument1 paginăWhy Thermal Power Plant Efficiency is Low & How to Improve ItNallathambiÎncă nu există evaluări
- Syed Ammal Engineering College Power Plant Engineering Question BankDocument16 paginiSyed Ammal Engineering College Power Plant Engineering Question BankNizam MAÎncă nu există evaluări
- Steam Power Plants (System)Document58 paginiSteam Power Plants (System)Hafzal Gani100% (1)
- Research in Varying Burner Tilt Angle To Reduce Rear Pass Temperature in Coal Fired BoilerDocument9 paginiResearch in Varying Burner Tilt Angle To Reduce Rear Pass Temperature in Coal Fired BoilerraitoÎncă nu există evaluări
- InterlocksDocument26 paginiInterlocksFelipe SandovalÎncă nu există evaluări
- Performance Evaluation of Air Preheater at off Design ConditionDocument32 paginiPerformance Evaluation of Air Preheater at off Design ConditionSuresh DewanganÎncă nu există evaluări
- Super Critical Power PlantDocument27 paginiSuper Critical Power PlantPrabir Kumar PatiÎncă nu există evaluări
- IEEE BoilerDocument9 paginiIEEE Boiler4nagÎncă nu există evaluări
- Plant Familiarization Turbine Stress EvaluationDocument24 paginiPlant Familiarization Turbine Stress EvaluationBrahma Dutt100% (1)
- 802-Article Text-3022-1-10-20191216 PDFDocument15 pagini802-Article Text-3022-1-10-20191216 PDFIlham RizaldiÎncă nu există evaluări
- B-Asic of Super Critical Boiler (660mw)Document48 paginiB-Asic of Super Critical Boiler (660mw)Arvind Shukla100% (1)
- 300 MW DCRTPP Boiler O&M ManualDocument112 pagini300 MW DCRTPP Boiler O&M ManualpntripathiÎncă nu există evaluări
- Extraction Condensing Steam Turbine PDFDocument2 paginiExtraction Condensing Steam Turbine PDFAaronÎncă nu există evaluări
- Boiler Related QuestionDocument7 paginiBoiler Related QuestionBrijraj PandeyÎncă nu există evaluări
- Power Management InstituteDocument2 paginiPower Management InstituteAhamed JalaludeenÎncă nu există evaluări
- AH BLR PerformanceDocument96 paginiAH BLR PerformanceDeepak JayÎncă nu există evaluări
- Overview of NTPC PDFDocument40 paginiOverview of NTPC PDFRahul KediaÎncă nu există evaluări
- Steam Turbine Q&ADocument46 paginiSteam Turbine Q&Ahoangduythanhqb100% (1)
- Boiler ParameterDocument2 paginiBoiler ParameterFieÎncă nu există evaluări
- Complete NTPC ReportDocument111 paginiComplete NTPC ReportSunil Kumar SinghÎncă nu există evaluări
- Thermal Power StatonDocument15 paginiThermal Power StatonShiv ashish sharmaÎncă nu există evaluări
- Boiler OperationDocument226 paginiBoiler OperationHiltonÎncă nu există evaluări
- Boiler Operation Engineers Examination Papers Nov 2016Document10 paginiBoiler Operation Engineers Examination Papers Nov 20169766224189Încă nu există evaluări
- Shanghai Boiler Works Co. boiler specificationsDocument221 paginiShanghai Boiler Works Co. boiler specificationsChandrahas SahuÎncă nu există evaluări
- HeatersDocument9 paginiHeatersDevidutta PandaÎncă nu există evaluări
- Tata Chemicals Limited Mithapur 1 x 200 TPH CFBC Boiler Logic SystemDocument26 paginiTata Chemicals Limited Mithapur 1 x 200 TPH CFBC Boiler Logic Systemraveekas6148Încă nu există evaluări
- Boiler Structure and Principle (English)Document28 paginiBoiler Structure and Principle (English)Engr ImranÎncă nu există evaluări
- Condenser Cycle TempoDocument15 paginiCondenser Cycle TempoAgung SubangunÎncă nu există evaluări
- Requirements of Bed Material, Charcoal & Diesel. Bed MaterialDocument4 paginiRequirements of Bed Material, Charcoal & Diesel. Bed MaterialpurvgargÎncă nu există evaluări
- Automatic Boiler ControlDocument23 paginiAutomatic Boiler ControlKishore KumarÎncă nu există evaluări
- Energy Performance Assessment of Boiler at P.S.S.K. LTDDocument12 paginiEnergy Performance Assessment of Boiler at P.S.S.K. LTDPajooheshÎncă nu există evaluări
- WH Vacuum in Steam TurbineDocument2 paginiWH Vacuum in Steam Turbinemiths_0087Încă nu există evaluări
- Producing Power from Heat: The Rankine CycleDocument55 paginiProducing Power from Heat: The Rankine CyclemjunaidÎncă nu există evaluări
- Cold-Start Up of Coal Fired PowerplantsDocument6 paginiCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirÎncă nu există evaluări
- PE3.3.9 Boiler OperationDocument15 paginiPE3.3.9 Boiler Operationdennishay100% (5)
- DeaeratorDocument3 paginiDeaeratorfirojaga13100% (1)
- C&I in CFBC-1Document25 paginiC&I in CFBC-1Prudhvi RajÎncă nu există evaluări
- Boiler of 500 MWDocument8 paginiBoiler of 500 MWHKVMVPVPV021511Încă nu există evaluări
- CONDENSATE CHEMISTRY CONTROL AND AIR IN LEAKAGEDocument18 paginiCONDENSATE CHEMISTRY CONTROL AND AIR IN LEAKAGEMuhammad AwaisÎncă nu există evaluări
- Super-Critical BoilerDocument32 paginiSuper-Critical BoilerSURENDRA KUMARÎncă nu există evaluări
- VSLP 1×135MW Power Plant Turbine RulesDocument148 paginiVSLP 1×135MW Power Plant Turbine RulesSakthi Sekar CbiÎncă nu există evaluări
- Presented By: Souvanik Chakravorty S Anil Kumar Tatithuri G SrikantDocument30 paginiPresented By: Souvanik Chakravorty S Anil Kumar Tatithuri G Srikants anil kumar tatithuriÎncă nu există evaluări
- Steam Turbine and Auxiliary EquipmentDocument11 paginiSteam Turbine and Auxiliary EquipmentReza MustofaÎncă nu există evaluări
- Boiler and distillation column control in 40 charactersDocument9 paginiBoiler and distillation column control in 40 characterslaluseban100% (1)
- Boiler Instrumentation and Control Present Ti OnDocument17 paginiBoiler Instrumentation and Control Present Ti Onrajtheheartthrob_singh100% (1)
- Unit III Boiler Control IDocument26 paginiUnit III Boiler Control ILotus FlowerÎncă nu există evaluări
- Boiler ControlDocument38 paginiBoiler ControlTharun JagadeeshÎncă nu există evaluări
- S7 Tips & TricksDocument1 paginăS7 Tips & TricksMohamed ShameemÎncă nu există evaluări
- A 13486Document3 paginiA 13486Mohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument1 paginăPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Minimum Eligilibity CriteriaDocument1 paginăMinimum Eligilibity CriteriaMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument1 paginăPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Sample P&IDDocument1 paginăSample P&IDMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument1 paginăPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument1 paginăPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Planning Engineer - ResponsibllitiesDocument8 paginiPlanning Engineer - ResponsibllitiesMohamed ShameemÎncă nu există evaluări
- Misc SummaryDocument1 paginăMisc SummaryMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- JDDocument1 paginăJDMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Gta 1Document2 paginiGta 1Mohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Gta 2Document2 paginiGta 2Mohamed ShameemÎncă nu există evaluări
- Need For Speed 3: Hot Pursuit Cheats: Bonus CarsDocument1 paginăNeed For Speed 3: Hot Pursuit Cheats: Bonus CarsMohamed ShameemÎncă nu există evaluări
- Planning Engineer - Job DesriptionDocument2 paginiPlanning Engineer - Job DesriptionMohamed ShameemÎncă nu există evaluări
- Gta London 1969Document1 paginăGta London 1969Mohamed ShameemÎncă nu există evaluări
- GTA 3 Cheats for More Weapons, Armor, Money and Crazy WeatherDocument1 paginăGTA 3 Cheats for More Weapons, Armor, Money and Crazy WeatherMohamed ShameemÎncă nu există evaluări
- 5.certificare Eurovent EWWD700DZXSA1 - 1596804402.4789Document2 pagini5.certificare Eurovent EWWD700DZXSA1 - 1596804402.4789Heart StoneÎncă nu există evaluări
- Typical Plumbing System of A Toilet and BathDocument5 paginiTypical Plumbing System of A Toilet and BathSilverlandÎncă nu există evaluări
- Pipes - CIFDocument13 paginiPipes - CIFsolebÎncă nu există evaluări
- MR D's 3L Instruction BookDocument20 paginiMR D's 3L Instruction BookDave KnowlesÎncă nu există evaluări
- PL - Drain EstimateDocument5 paginiPL - Drain EstimatejaninevargasÎncă nu există evaluări
- Cost breakdown for building an 8x20 tiny house from $15,000Document3 paginiCost breakdown for building an 8x20 tiny house from $15,000Karan JaiswaniÎncă nu există evaluări
- HVAC Qualification and Validation ReportDocument33 paginiHVAC Qualification and Validation Reportumair khanÎncă nu există evaluări
- Ed 02Document58 paginiEd 02skidamdnevnoÎncă nu există evaluări
- Palm Oil Mill PipingDocument4 paginiPalm Oil Mill PipingmshkÎncă nu există evaluări
- Fitup (2019!06!01) Report-91 OfficialDocument2 paginiFitup (2019!06!01) Report-91 OfficialCarlosÎncă nu există evaluări
- QSK Series MCRS Cooling SystemsDocument29 paginiQSK Series MCRS Cooling SystemsagvassÎncă nu există evaluări
- Introduction - : Refrigeration Is The Process ofDocument11 paginiIntroduction - : Refrigeration Is The Process ofNikita ChoudharyÎncă nu există evaluări
- CLASS 252050: DEP 31.38.01.12-Gen Class 252050, Rev. M Page 1 of 12Document12 paginiCLASS 252050: DEP 31.38.01.12-Gen Class 252050, Rev. M Page 1 of 12SaguesoÎncă nu există evaluări
- A World Leader in Climate and Energy Technology: Achieve The Highest Precision Flow Control - Regardless of TheDocument2 paginiA World Leader in Climate and Energy Technology: Achieve The Highest Precision Flow Control - Regardless of TheClayton SantosÎncă nu există evaluări
- Evaporative Cooling Design GuidelinesDocument109 paginiEvaporative Cooling Design GuidelinessajjadÎncă nu există evaluări
- Potable Water System ProtectionDocument28 paginiPotable Water System ProtectionAdrian Lau100% (1)
- R320LC 7Document673 paginiR320LC 7Ricardo VilcaÎncă nu există evaluări
- RIIFO Company ProfileDocument92 paginiRIIFO Company ProfilepablogiosaÎncă nu există evaluări
- Single Unit Package System: Installation Split Air ConditionerDocument1 paginăSingle Unit Package System: Installation Split Air ConditionerShubham SarkarÎncă nu există evaluări
- Product Data: 50TFF004-014 Single-Package Rooftop Units Electric Cooling With Electric Heat OptionDocument68 paginiProduct Data: 50TFF004-014 Single-Package Rooftop Units Electric Cooling With Electric Heat Optionnomi1873100% (1)
- ASHRAE Fundamentals of Water System PDFDocument350 paginiASHRAE Fundamentals of Water System PDFPappu100% (3)
- Magicad 2010.11 For Autocad UgDocument487 paginiMagicad 2010.11 For Autocad UgJurisĶigursÎncă nu există evaluări
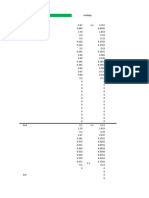
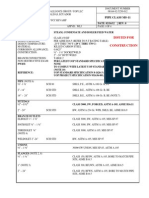
- Issued For Construction: Pipe Class Ms-11Document4 paginiIssued For Construction: Pipe Class Ms-11Yapo Freddy50% (2)
- AP-FCU-14 Chilled Water Fan Coil Unit Product CatalogueDocument6 paginiAP-FCU-14 Chilled Water Fan Coil Unit Product Cataloguesiva ramakrishnanÎncă nu există evaluări
- VRF Co Ct2 CNCQ SeriesDocument44 paginiVRF Co Ct2 CNCQ SeriesCường NguyễnÎncă nu există evaluări
- Installation Instructions: CautionDocument32 paginiInstallation Instructions: CautionCristian MejiaÎncă nu există evaluări
- Installation and Maintenance Guide for Kenmore 2500 15 Gallon Central HumidifierDocument13 paginiInstallation and Maintenance Guide for Kenmore 2500 15 Gallon Central HumidifierjsedlockÎncă nu există evaluări
- AR09JSALBWKXCV - Novus Technical Data BookDocument27 paginiAR09JSALBWKXCV - Novus Technical Data BookFernando CabreraÎncă nu există evaluări
- 15 Threaded Fittings and Weld FittingsDocument12 pagini15 Threaded Fittings and Weld FittingsAsmaa MohamedÎncă nu există evaluări
- Science 3 - Week 7Document12 paginiScience 3 - Week 7MAE HERNANDEZÎncă nu există evaluări