S-ar putea să vă placă și
- Fingerstyle Guitar - Fingerpicking Patterns and ExercisesDocument42 paginiFingerstyle Guitar - Fingerpicking Patterns and ExercisesSeminario Lipa100% (6)
- Water Stones Dyslexia Action GuideDocument12 paginiWater Stones Dyslexia Action Guidetreazer_jetaimeÎncă nu există evaluări
- Honda Fit Timing ChainDocument14 paginiHonda Fit Timing ChainJorge Rodríguez75% (4)
- Macmillan English Grammar in Context Advanced PDFDocument3 paginiMacmillan English Grammar in Context Advanced PDFAnonymous l1MDLhBFXÎncă nu există evaluări
- Design and Estimation of Dry DockDocument78 paginiDesign and Estimation of Dry DockPrem Kumar100% (4)
- ILO - Working Conditions of Contract Workers in The Oil and Gas IndustriesDocument106 paginiILO - Working Conditions of Contract Workers in The Oil and Gas IndustriesLuís Augusto Lopes100% (1)
- KBC Nano in English PDFDocument57 paginiKBC Nano in English PDFBHUKKAD BOX100% (1)
- CE ThesisDocument210 paginiCE ThesisKristin ArgosinoÎncă nu există evaluări
- IHGStandards-IHG Technical SpecificationsDocument36 paginiIHGStandards-IHG Technical Specificationsatlcomputech100% (2)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesDe la EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesEvaluare: 3.5 din 5 stele3.5/5 (3)
- RFCC KBR FeaturesDocument24 paginiRFCC KBR FeaturesKannanGK100% (1)
- Jotun Application Guide PDFDocument2 paginiJotun Application Guide PDFDeri PermanaÎncă nu există evaluări
- Inter Therm 228Document4 paginiInter Therm 228Mehman NasibovÎncă nu există evaluări
- Interline 399Document4 paginiInterline 399pinky_y2kÎncă nu există evaluări
- Interzone 954Document0 paginiInterzone 954hennawijayaÎncă nu există evaluări
- Interthane 990 HS DatasheetDocument4 paginiInterthane 990 HS DatasheetBalasubramanian AnanthÎncă nu există evaluări
- Interzone 1000: Glass Flake EpoxyDocument4 paginiInterzone 1000: Glass Flake EpoxyAnindya Aulia PratiwiÎncă nu există evaluări
- Intergard 251 Tech Data SheetDocument0 paginiIntergard 251 Tech Data SheetL Mahender ReddyÎncă nu există evaluări
- Interplus 1180: Protective CoatingsDocument4 paginiInterplus 1180: Protective CoatingsAnindya Aulia PratiwiÎncă nu există evaluări
- Painting Data SheetsDocument12 paginiPainting Data SheetsRachidNakhil100% (1)
- Internationa Paint MSDSDocument4 paginiInternationa Paint MSDStsoheil100% (1)
- Interline985 - Matcote DatasheetDocument4 paginiInterline985 - Matcote DatasheetLee PachecoÎncă nu există evaluări
- Interline 1012+ds+engDocument4 paginiInterline 1012+ds+engSUBHOMOYÎncă nu există evaluări
- PPG PDS Amercoat 370Document7 paginiPPG PDS Amercoat 370sanguripÎncă nu există evaluări
- Protective Coating-3Document0 paginiProtective Coating-3Sivaratnam NavatharanÎncă nu există evaluări
- Amerlock® 400 Voc: Product Data SheetDocument8 paginiAmerlock® 400 Voc: Product Data SheetCris gomezÎncă nu există evaluări
- Interline 984C - Technical Data SheetDocument4 paginiInterline 984C - Technical Data SheetIleanaÎncă nu există evaluări
- Korepox H.S. EH3300 (Two-Component) : Product DescriptionDocument2 paginiKorepox H.S. EH3300 (Two-Component) : Product DescriptionTrịnh Minh KhoaÎncă nu există evaluări
- Amercoat® 385: Product Data SheetDocument8 paginiAmercoat® 385: Product Data SheetNizar BouchaalaÎncă nu există evaluări
- Interzone 954Document4 paginiInterzone 954johnson_regoÎncă nu există evaluări
- Interthane 990: Product DescriptionDocument4 paginiInterthane 990: Product Descriptionsorion61Încă nu există evaluări
- Interzone 485Document4 paginiInterzone 485Sinan A AzizÎncă nu există evaluări
- Ceram-Kote 54Document2 paginiCeram-Kote 54Puvas NandakwangÎncă nu există evaluări
- Intergard 269 DatasheetDocument4 paginiIntergard 269 DatasheetBalasubramanian AnanthÎncă nu există evaluări
- Ficha T. Chemi Tech EPDocument2 paginiFicha T. Chemi Tech EPjast111Încă nu există evaluări
- Technical Data Sheet: Resichem 508 UvpuDocument2 paginiTechnical Data Sheet: Resichem 508 UvpuTechnicalproducts 02 Indo Riau PerkasaÎncă nu există evaluări
- Interbond 1202UPC: Universal Pipe CoatingDocument4 paginiInterbond 1202UPC: Universal Pipe CoatingChennaÎncă nu există evaluări
- Amercoat 391PC: Solvent Free Epoxy Product Data/ Application InstructionsDocument4 paginiAmercoat 391PC: Solvent Free Epoxy Product Data/ Application InstructionsAchraf BoudayaÎncă nu există evaluări
- Amercoat® 385: Product Data SheetDocument8 paginiAmercoat® 385: Product Data SheetSampath GaneshÎncă nu există evaluări
- Cerami Tech CR TdsDocument2 paginiCerami Tech CR Tdsbalaji_jayadeva9546Încă nu există evaluări
- Hempaprime Multi 500 Summer 45950Document3 paginiHempaprime Multi 500 Summer 45950omar alkarabliehÎncă nu există evaluări
- TDS - Resist 86Document4 paginiTDS - Resist 86EricÎncă nu există evaluări
- Amercoat 68 HsDocument7 paginiAmercoat 68 HsdharamgurnaniÎncă nu există evaluări
- Elastuff 102Document3 paginiElastuff 102pravi3434Încă nu există evaluări
- 3 - PC 7049 - Apcodur MioDocument3 pagini3 - PC 7049 - Apcodur Miosujay AvatiÎncă nu există evaluări
- Interseal 670 HS EN O-FDocument4 paginiInterseal 670 HS EN O-Fapde06Încă nu există evaluări
- Penguard FC - English (Uk) - Issued.06.12.2007Document4 paginiPenguard FC - English (Uk) - Issued.06.12.2007Mohamed FaragÎncă nu există evaluări
- Constrictor GFRP PDFDocument4 paginiConstrictor GFRP PDFKevin PradanaÎncă nu există evaluări
- Chartek 1709: Epoxy Intumescent CoatingDocument4 paginiChartek 1709: Epoxy Intumescent CoatingvegaamercasÎncă nu există evaluări
- TDS - Muki Z 2008 - English (Uk) - Issued.26.11.2010Document4 paginiTDS - Muki Z 2008 - English (Uk) - Issued.26.11.2010Keith ChooÎncă nu există evaluări
- Chartek 1709Document4 paginiChartek 1709Bakhtiyar PaizullayevÎncă nu există evaluări
- Boletim Técnico Interplus 356Document4 paginiBoletim Técnico Interplus 356Erik RochaÎncă nu există evaluări
- Pds Hempadur Speed-Dry ZP 500 En-GbDocument3 paginiPds Hempadur Speed-Dry ZP 500 En-GbDHANOOPÎncă nu există evaluări
- Technical Data:: Oasis Epoxy TL 8758Document2 paginiTechnical Data:: Oasis Epoxy TL 8758Maurice DavisÎncă nu există evaluări
- Chartek 1709Document4 paginiChartek 1709devangmajithiaÎncă nu există evaluări
- MDS Fore ChemtechDocument8 paginiMDS Fore ChemtechfouedÎncă nu există evaluări
- Hempadur Fast Dry 17410 En-GbDocument2 paginiHempadur Fast Dry 17410 En-GbTrịnh Minh KhoaÎncă nu există evaluări
- Technical Data Sheet: Resichem 501 CRSGDocument2 paginiTechnical Data Sheet: Resichem 501 CRSGknsluvÎncă nu există evaluări
- Chemtech GM Clear - English (Uk) - Issued.06.12.2007Document3 paginiChemtech GM Clear - English (Uk) - Issued.06.12.2007Mohamed Farag50% (2)
- Transpoxy Tankguard 118 ESDocument5 paginiTranspoxy Tankguard 118 ESFadi MagdyÎncă nu există evaluări
- Megaseal TFDocument6 paginiMegaseal TFSatish VishnubhotlaÎncă nu există evaluări
- TDS - Chemflake Classic - English (Uk) - Issued.25.10.2013Document5 paginiTDS - Chemflake Classic - English (Uk) - Issued.25.10.2013Khaled GamalÎncă nu există evaluări
- Penguard Midcoat - English (Uk) - Issued.26.11.2010Document4 paginiPenguard Midcoat - English (Uk) - Issued.26.11.2010Faisal NismarÎncă nu există evaluări
- PN78HBCDocument4 paginiPN78HBCLassadÎncă nu există evaluări
- Thorolastic: Water-Based, 100% Acrylic, Elastomeric, Waterproof CoatingDocument6 paginiThorolastic: Water-Based, 100% Acrylic, Elastomeric, Waterproof CoatingmrafigÎncă nu există evaluări
- Interzone 101Document0 paginiInterzone 101hennawijayaÎncă nu există evaluări
- Chartek 1709: Epoxy IntumescentDocument4 paginiChartek 1709: Epoxy IntumescentShijil ValsanÎncă nu există evaluări
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Chartek - 1709 - Eng - A4 - 20210927Document4 paginiE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Chartek - 1709 - Eng - A4 - 20210927ant1Încă nu există evaluări
- PDS HEMPADUR 47183 en-USDocument2 paginiPDS HEMPADUR 47183 en-USFreddy Carl Fredricksen0% (1)
- UHT (Spray Grade) : Product Summary Typical Chemical Resistance (Full Immersion)Document2 paginiUHT (Spray Grade) : Product Summary Typical Chemical Resistance (Full Immersion)rezaeifÎncă nu există evaluări
- Impact 15Document2 paginiImpact 15treazer_jetaimeÎncă nu există evaluări
- PDF 2381Document1 paginăPDF 2381treazer_jetaimeÎncă nu există evaluări
- Project 4-Team 4 FinalDocument16 paginiProject 4-Team 4 Finaltreazer_jetaimeÎncă nu există evaluări
- Contamination ControlDocument5 paginiContamination ControlPadmanabhan DhanasekaranÎncă nu există evaluări
- 01-25 OB Bbs 3 Year Preboard 2076Document1 pagină01-25 OB Bbs 3 Year Preboard 2076Reestam SD100% (1)
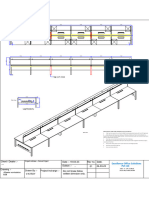
- 6seater Workstation B2BDocument1 pagină6seater Workstation B2BDid ProjectsÎncă nu există evaluări
- KEDA Quotation of 2 3 4 Inch Mini Gold DredgerDocument3 paginiKEDA Quotation of 2 3 4 Inch Mini Gold DredgerShane CapstickÎncă nu există evaluări
- 020 - MDCC For Sluice GatesDocument1 pagină020 - MDCC For Sluice GatesYOGESH PHALKEÎncă nu există evaluări
- 103096-CG9-20AD IIDocument30 pagini103096-CG9-20AD IICristian Eduardo Chavez GallardoÎncă nu există evaluări
- FTJ Series Product Guide PDFDocument12 paginiFTJ Series Product Guide PDFJhon SendokÎncă nu există evaluări
- Smis PPT FinalDocument18 paginiSmis PPT FinalSwastika KunduÎncă nu există evaluări
- Pursuit ManualDocument26 paginiPursuit Manualhunter9903Încă nu există evaluări
- Web Service Integration With SAPDocument7 paginiWeb Service Integration With SAPJoy PatelÎncă nu există evaluări
- Automotive Engg. & TechnologyDocument15 paginiAutomotive Engg. & TechnologysayuuishotÎncă nu există evaluări
- BS en 00480-6-2005 PDFDocument8 paginiBS en 00480-6-2005 PDFShan Sandaruwan AbeywardeneÎncă nu există evaluări
- On The Job Winter 2013Document3 paginiOn The Job Winter 2013alanhynesÎncă nu există evaluări
- ACR Methodology For The Conversion of High-Bleed Pneumatic Controllers in Oil and Natural Gas Systems v1.1Document33 paginiACR Methodology For The Conversion of High-Bleed Pneumatic Controllers in Oil and Natural Gas Systems v1.1mlkrembsÎncă nu există evaluări
- Assignment Payment 1Document5 paginiAssignment Payment 1Mohamad SafwanÎncă nu există evaluări
- Rubric For Case StudyDocument1 paginăRubric For Case StudyCj NavarroÎncă nu există evaluări
- OC Thin Shell Panels SCREENDocument19 paginiOC Thin Shell Panels SCREENKushaal VirdiÎncă nu există evaluări
- SMAC CA12 BrochureDocument2 paginiSMAC CA12 BrochureElectromateÎncă nu există evaluări
- Research Paper Summary Knowledge GraphsDocument1 paginăResearch Paper Summary Knowledge GraphsTrust KaguraÎncă nu există evaluări
- Mobile Crane Inspector & CertificationDocument3 paginiMobile Crane Inspector & CertificationgptothÎncă nu există evaluări
- 28L059 PDFDocument9 pagini28L059 PDFone_blanche6175Încă nu există evaluări