S-ar putea să vă placă și
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Wind Driven Mobile Charging of Automobile BatteryDocument7 paginiWind Driven Mobile Charging of Automobile Batterysuraj dhulannavarÎncă nu există evaluări
- Visvesvaraya Technological University BelgaumDocument2 paginiVisvesvaraya Technological University Belgaumsuraj dhulannavarÎncă nu există evaluări
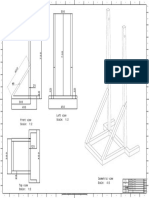
- Left View Scale: 1:2: 1:1 XXX A0Document1 paginăLeft View Scale: 1:2: 1:1 XXX A0suraj dhulannavarÎncă nu există evaluări
- 1:1 XXX A1: Toshavi PCDocument1 pagină1:1 XXX A1: Toshavi PCsuraj dhulannavarÎncă nu există evaluări
- FrameDocument1 paginăFramesuraj dhulannavarÎncă nu există evaluări
- M.H.Saboo Siddik PolytechnicDocument5 paginiM.H.Saboo Siddik Polytechnicsuraj dhulannavarÎncă nu există evaluări
- D e S I G N o F A N A U T o M A T e D S o R T I N G o F o B J e C T R e J e C T I o N A N D C o U N T I N G M A C H I N eDocument13 paginiD e S I G N o F A N A U T o M A T e D S o R T I N G o F o B J e C T R e J e C T I o N A N D C o U N T I N G M A C H I N esuraj dhulannavarÎncă nu există evaluări
- 1:1 XXX A1: Toshavi 5/3/2016Document1 pagină1:1 XXX A1: Toshavi 5/3/2016suraj dhulannavarÎncă nu există evaluări
- 1:1 XXX A4: Designed By: DateDocument1 pagină1:1 XXX A4: Designed By: Datesuraj dhulannavarÎncă nu există evaluări
- FrameDocument1 paginăFramesuraj dhulannavarÎncă nu există evaluări
- WWW Mechengg Net 2015 09 Design and Fabrication of InjectionDocument17 paginiWWW Mechengg Net 2015 09 Design and Fabrication of Injectionsuraj dhulannavarÎncă nu există evaluări
- 1:1 XXX A4: Toshavi 4/8/2016Document1 pagină1:1 XXX A4: Toshavi 4/8/2016suraj dhulannavarÎncă nu există evaluări
- 1:1 XXX A1: Designed By: DateDocument1 pagină1:1 XXX A1: Designed By: Datesuraj dhulannavarÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- WEB Brochure M 345Document7 paginiWEB Brochure M 345Victor Pileggi100% (1)
- Anglès: Prova D'accés A La Universitat 2014Document6 paginiAnglès: Prova D'accés A La Universitat 2014bellbell1Încă nu există evaluări
- Flying Ad Hoc Networks (FANET) Test Bed ImplementationDocument4 paginiFlying Ad Hoc Networks (FANET) Test Bed ImplementationAdouani RiadhÎncă nu există evaluări
- Past Tense Nat GeoDocument39 paginiPast Tense Nat GeoKtha Rodríguez50% (6)
- System IdentificationDocument7 paginiSystem Identificationrajesh8866Încă nu există evaluări
- SIGMET AnalysisDocument93 paginiSIGMET AnalysisHeri Ismanto100% (1)
- Ho 51Document68 paginiHo 51Lavern P. SipinÎncă nu există evaluări
- Pure Axial Flow With Aerofoil Theory .: Kaplan TurbineDocument26 paginiPure Axial Flow With Aerofoil Theory .: Kaplan TurbinesolomonrajarÎncă nu există evaluări
- Airport BuildingDocument112 paginiAirport Buildingmaxwell daroÎncă nu există evaluări
- Map Varthur PDFDocument1 paginăMap Varthur PDFrajesh0541Încă nu există evaluări
- California State Polytechnic University, Pomona Department of Aerospace EngineeringDocument8 paginiCalifornia State Polytechnic University, Pomona Department of Aerospace EngineeringAlexis CespedesÎncă nu există evaluări
- Project Proposal Defense FinalDocument17 paginiProject Proposal Defense Finalapi-3748560100% (1)
- CF 35 Lightning IIDocument8 paginiCF 35 Lightning IIamenendezamÎncă nu există evaluări
- Examen Final ACBS Principles of Flight Professor PDFDocument7 paginiExamen Final ACBS Principles of Flight Professor PDFDanny_P123Încă nu există evaluări
- Rodale ALQ-167 CD BandDocument3 paginiRodale ALQ-167 CD BandBlaze123xÎncă nu există evaluări
- P-51H Pilots Flight Operating InstructionsDocument70 paginiP-51H Pilots Flight Operating Instructionsscribdadiddly100% (1)
- Noise and Vibration in PM Motors - Sources and RemediesDocument35 paginiNoise and Vibration in PM Motors - Sources and RemediesVirgilioÎncă nu există evaluări
- Rocker BogieDocument31 paginiRocker BogiePavan KumarÎncă nu există evaluări
- Configuration Aerodynamic DesignDocument21 paginiConfiguration Aerodynamic DesignvandalashahÎncă nu există evaluări
- GBsRev 00Document20 paginiGBsRev 00bob benitez100% (1)
- Airdata Multimeter ADM-860C: Shortridge Instruments, IncDocument2 paginiAirdata Multimeter ADM-860C: Shortridge Instruments, IncCarlos AlvarezÎncă nu există evaluări
- Phys12 c06 6 2Document7 paginiPhys12 c06 6 2Ruby Angel MannÎncă nu există evaluări
- My Professional Career Word 2003 FormattedDocument60 paginiMy Professional Career Word 2003 FormattedErdley100% (1)
- SM60427 PDFDocument26 paginiSM60427 PDFHENKO7659Încă nu există evaluări
- IK - EWIS PresentationDocument46 paginiIK - EWIS PresentationBassamÎncă nu există evaluări
- Cherry 1900 Bulbing Blind Rivet: SPS Fastener Division, ADocument4 paginiCherry 1900 Bulbing Blind Rivet: SPS Fastener Division, AДенис СергеевичÎncă nu există evaluări
- Parallel 42 p42 A320 Immersion User Guide 87e617Document16 paginiParallel 42 p42 A320 Immersion User Guide 87e617SvinčnikÎncă nu există evaluări
- Dynamics of Rigid Bodies (4th Year)Document2 paginiDynamics of Rigid Bodies (4th Year)Jaypee CalambaÎncă nu există evaluări
- Applied Thermodynamics EME401Document2 paginiApplied Thermodynamics EME401Manhar MidhaÎncă nu există evaluări
- Module 17.2 - B1 - Rev 00 PDFDocument13 paginiModule 17.2 - B1 - Rev 00 PDFAhmed Nasir MalikÎncă nu există evaluări