S-ar putea să vă placă și
- Assingment 2: Manufacturing TechnologyDocument29 paginiAssingment 2: Manufacturing TechnologySarweshNarayanParbatÎncă nu există evaluări
- NC/CNC/DNC Features of NC/CNC M/C Tool: IndexDocument26 paginiNC/CNC/DNC Features of NC/CNC M/C Tool: IndexPatel NikhilÎncă nu există evaluări
- Silent Tools: Productivity With Slender ToolsDocument12 paginiSilent Tools: Productivity With Slender Toolsxmen norÎncă nu există evaluări
- H - Additional MachiningDocument51 paginiH - Additional MachiningedsaregÎncă nu există evaluări
- Rev I Stage ArdsDocument92 paginiRev I Stage ArdsSebastián D. GómezÎncă nu există evaluări
- Sitecollectiondocuments Downloads Global Brochures En-Gb C-2940-131Document24 paginiSitecollectiondocuments Downloads Global Brochures En-Gb C-2940-131Rudra DasÎncă nu există evaluări
- Angular MeasurementDocument21 paginiAngular MeasurementKumarGauravÎncă nu există evaluări
- 04 Manual Tunning Milling 828DDocument414 pagini04 Manual Tunning Milling 828Danon_2679395110% (1)
- Setting The CNC RS232Document4 paginiSetting The CNC RS232Maleš DejanÎncă nu există evaluări
- C 2920 35 PDFDocument140 paginiC 2920 35 PDFHarish ChandrashekarÎncă nu există evaluări
- Mastercam - X4 - Art Training TutorialDocument28 paginiMastercam - X4 - Art Training TutorialRafael DonadioÎncă nu există evaluări
- Feed Rate CalculationsDocument4 paginiFeed Rate CalculationsJesus Said Mercado VegaÎncă nu există evaluări
- Machining Processes Used To Produce Various Shapes: MillingDocument28 paginiMachining Processes Used To Produce Various Shapes: MillingSuleiman SaidÎncă nu există evaluări
- Unit-II-Capstan & Turret LatheDocument101 paginiUnit-II-Capstan & Turret LatheRavichandran GÎncă nu există evaluări
- Speeds and Feeds For Metal CuttingDocument4 paginiSpeeds and Feeds For Metal CuttingAnonymous dh6DITÎncă nu există evaluări
- Carbide GradesDocument51 paginiCarbide GradesRicardo BravoÎncă nu există evaluări
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryDe la EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryÎncă nu există evaluări
- NTP Thread Program Rev. ADocument1 paginăNTP Thread Program Rev. Arajkumar931Încă nu există evaluări
- End Mill Training Website PDFDocument64 paginiEnd Mill Training Website PDFDejan Jovanovic100% (1)
- 3-Axis Flowline FinishingDocument4 pagini3-Axis Flowline FinishingCristian MartinezÎncă nu există evaluări
- 4th Axis PocketDocument8 pagini4th Axis PocketAlaek Nu'manÎncă nu există evaluări
- 5 Axis Lesson 2 SampleDocument20 pagini5 Axis Lesson 2 SampledizorientedÎncă nu există evaluări
- Inventorcam 2014 Application Tutorial: Multiblade Machining: ©1995-2013 Solidcam All Rights ReservedDocument45 paginiInventorcam 2014 Application Tutorial: Multiblade Machining: ©1995-2013 Solidcam All Rights ReservedKhai Huynh100% (1)
- Milling MachinesDocument48 paginiMilling MachinesAliah IzzahÎncă nu există evaluări
- TaegoTech - PG BroshureDocument11 paginiTaegoTech - PG Broshurealexl5892Încă nu există evaluări
- F - BoringDocument44 paginiF - BoringedsaregÎncă nu există evaluări
- DIN 69871 enDocument69 paginiDIN 69871 enalphatoolsÎncă nu există evaluări
- Router8000 5axisDocument8 paginiRouter8000 5axisDaniel AustinÎncă nu există evaluări
- Touch Probe Cycles: Product InformationDocument6 paginiTouch Probe Cycles: Product Informationsonnv_hcmuteÎncă nu există evaluări
- SinuTrain MasterDocument71 paginiSinuTrain MasterDennis RodmanÎncă nu există evaluări
- Catalogo SandvikDocument149 paginiCatalogo Sandvikojangu100% (1)
- 1 IntroductionDocument33 pagini1 IntroductionNebojsa NunicÎncă nu există evaluări
- Operation Manual: Vertical Machining CenterDocument27 paginiOperation Manual: Vertical Machining CenterAmauriGarciaÎncă nu există evaluări
- SAMPLE Mastercam X9 Mill Essentials Training Tutorial METRICDocument52 paginiSAMPLE Mastercam X9 Mill Essentials Training Tutorial METRICvlad_bj_86224467% (3)
- PINACHO Conventional Lathes LRDocument2 paginiPINACHO Conventional Lathes LRAntonio Sanchez Sanchez100% (2)
- Milling Machine: Ravinder Singh Lovely Proffesional UniversityDocument34 paginiMilling Machine: Ravinder Singh Lovely Proffesional UniversityRavinder SinghÎncă nu există evaluări
- LMT Onsrud Polaris Compression BrochureDocument2 paginiLMT Onsrud Polaris Compression BrochureDaniel AustinÎncă nu există evaluări
- Metal Cutting TrainingDocument13 paginiMetal Cutting Trainingநளின் கான்Încă nu există evaluări
- Tool PresettingDocument22 paginiTool PresettingAtulMaurya100% (1)
- FAG Alignment Tools: Top-Laser: Smarty2 Trummy2 Equilign ShimDocument36 paginiFAG Alignment Tools: Top-Laser: Smarty2 Trummy2 Equilign ShimMohamed FawzyÎncă nu există evaluări
- Seco ToolsDocument24 paginiSeco ToolscortelinirosaÎncă nu există evaluări
- Trigonometry TablesDocument49 paginiTrigonometry Tablesdragos43Încă nu există evaluări
- Form Tap DrillDocument2 paginiForm Tap DrillMed AliÎncă nu există evaluări
- VX400 500 650 - V1 (En)Document8 paginiVX400 500 650 - V1 (En)sunhuynhÎncă nu există evaluări
- Sodick Technology SelectorDocument14 paginiSodick Technology SelectorTrần Văn TrườngÎncă nu există evaluări
- Milling PDFDocument282 paginiMilling PDFDulis DulisÎncă nu există evaluări
- My CNC TurningDocument7 paginiMy CNC Turningde_stanszaÎncă nu există evaluări
- Thread Size Tap Drill (MM) Thread Size Tap Drill (MM) Thread Size Tap Drill (MM) Thread Size Tap Drill (MM)Document3 paginiThread Size Tap Drill (MM) Thread Size Tap Drill (MM) Thread Size Tap Drill (MM) Thread Size Tap Drill (MM)Bv RaoÎncă nu există evaluări
- MTM Lab PresentationDocument26 paginiMTM Lab PresentationMuhammad WaseemÎncă nu există evaluări
- Turning Tools - General InformationDocument22 paginiTurning Tools - General Informationenamicul50Încă nu există evaluări
- Vericut HelpDocument910 paginiVericut Helpandreeaoana45Încă nu există evaluări
- Heidenhain TNC 640Document24 paginiHeidenhain TNC 640WalkerMachineryÎncă nu există evaluări
- Machine PerformanceDocument45 paginiMachine PerformanceycemalÎncă nu există evaluări
- Autodesk Fusion 360: CAMDocument39 paginiAutodesk Fusion 360: CAMSapril ArikanoshikiÎncă nu există evaluări
- Cutting Speed Feed andDocument22 paginiCutting Speed Feed andashokrangasamyÎncă nu există evaluări
- SSAB Machining Strenx 2017Document28 paginiSSAB Machining Strenx 2017RogerÎncă nu există evaluări
- MachiningDocument12 paginiMachiningwardendavid5591100% (1)
- Inserts PDFDocument6 paginiInserts PDFvigneshwarannÎncă nu există evaluări
- User Manual SANDVIK Updated July 2012Document51 paginiUser Manual SANDVIK Updated July 2012Pato CarmonaÎncă nu există evaluări
- ML3 USB Adapter 76-50214-02 Instructions: Container RefrigerationDocument24 paginiML3 USB Adapter 76-50214-02 Instructions: Container RefrigerationHussain ShahÎncă nu există evaluări
- LDRDocument15 paginiLDRMudassir HussainÎncă nu există evaluări
- Call For Interview Phase V - Mbeya University.Document13 paginiCall For Interview Phase V - Mbeya University.Rashid BumarwaÎncă nu există evaluări
- Ocused Ion Beam Microscopy and Micromachining: C.A. Volkert and A.M. Minor, Guest EditorsDocument11 paginiOcused Ion Beam Microscopy and Micromachining: C.A. Volkert and A.M. Minor, Guest EditorsrmehfuzÎncă nu există evaluări
- RC Square Pile Brochure 2022Document8 paginiRC Square Pile Brochure 2022k33_hon87Încă nu există evaluări
- Pavan Tools Catalog 2012Document76 paginiPavan Tools Catalog 2012Pavan ToolsÎncă nu există evaluări
- ED 240 Syllabus-Njovu-El-2Document3 paginiED 240 Syllabus-Njovu-El-2Anthony MubangaÎncă nu există evaluări
- Inspection Checklist Format ConstructionDocument4 paginiInspection Checklist Format ConstructionbabarÎncă nu există evaluări
- Board 2Document1 paginăBoard 2kristine_nilsen_2Încă nu există evaluări
- TP 5990Document40 paginiTP 5990Roberto Sanchez Zapata100% (1)
- Manual de Servicio NaviDocument240 paginiManual de Servicio NaviJavier100% (1)
- Fabricante de HPFF CableDocument132 paginiFabricante de HPFF Cableccrrzz100% (1)
- Repuestos TK30Document108 paginiRepuestos TK30Juan Esteban GiraldoÎncă nu există evaluări
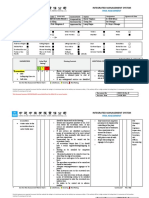
- CSCEC HSE-F-01 Risk Assessment Form - Excavation& Backfilling - RA-02Document12 paginiCSCEC HSE-F-01 Risk Assessment Form - Excavation& Backfilling - RA-02Dan SarmientoÎncă nu există evaluări
- Piston Mindman Mcgs-03!32!200Document9 paginiPiston Mindman Mcgs-03!32!200Micky CeceñaÎncă nu există evaluări
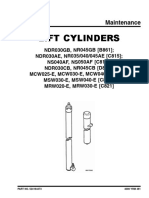
- Lift CylindersDocument14 paginiLift CylindersamineÎncă nu există evaluări
- Buzzer WT1205Document1 paginăBuzzer WT1205Tiago Alves Dos SantosÎncă nu există evaluări
- Prequalification HecDocument37 paginiPrequalification HecSaad SarfarazÎncă nu există evaluări
- Fire Safety Clauses c1 c2 c3 c4Document221 paginiFire Safety Clauses c1 c2 c3 c4DaSa0% (1)
- Dynamics GP Dex Ini SettingsDocument6 paginiDynamics GP Dex Ini Settingsadalbertopolanco5305Încă nu există evaluări
- DDJ-RR Update Manual e PDFDocument8 paginiDDJ-RR Update Manual e PDFgusycaroÎncă nu există evaluări
- Case Study Muscat International Airport PDFDocument2 paginiCase Study Muscat International Airport PDFYASHWANTHÎncă nu există evaluări
- APK 20091019 Electrocardiography+CablesDocument18 paginiAPK 20091019 Electrocardiography+Cablesأحمد العريقيÎncă nu există evaluări
- Bank StatmentDocument10 paginiBank StatmentSivakumar ThangarajanÎncă nu există evaluări
- Generators Acapp 2nd1718 4Document19 paginiGenerators Acapp 2nd1718 4Anonymous uCjM4Q0% (2)
- SasaDocument20 paginiSasaSpinu AlexandruÎncă nu există evaluări
- Fendolite Proofing PDFDocument4 paginiFendolite Proofing PDFShaji MathewÎncă nu există evaluări
- AP Lab Assignment 1Document30 paginiAP Lab Assignment 1Ahmad AlsharefÎncă nu există evaluări
- Applications of ChromatographyDocument11 paginiApplications of ChromatographyKallool91Încă nu există evaluări
- Steinmetz CP - On The Law of Hysteresis Part 3Document47 paginiSteinmetz CP - On The Law of Hysteresis Part 3Rahul GaurÎncă nu există evaluări