S-ar putea să vă placă și
- Verma Smita PrecisDocument14 paginiVerma Smita PrecisAshwani Kumar VermaÎncă nu există evaluări
- 121 - Microsoft Word - Lean CS Nov08Document11 pagini121 - Microsoft Word - Lean CS Nov08Robby77436Încă nu există evaluări
- CH - 09 - Process Planning - Exam PreDocument12 paginiCH - 09 - Process Planning - Exam PreK.M. Sabbir NomanÎncă nu există evaluări
- Applications of Work Study Techniques For ImprovinDocument8 paginiApplications of Work Study Techniques For ImprovinAbbas KhanÎncă nu există evaluări
- Unit 2 MSDocument15 paginiUnit 2 MSAnimated EngineerÎncă nu există evaluări
- Artículos Científicos Celdas de Manufactura y Balance de Línea - Grupo 2Document8 paginiArtículos Científicos Celdas de Manufactura y Balance de Línea - Grupo 2Marcos Alonso Castillo QuispeÎncă nu există evaluări
- 10 Operations ManagementDocument8 pagini10 Operations ManagementStudy StudyÎncă nu există evaluări
- UDF Capacity Analysis of IPP and Monomer Prep DeptDocument7 paginiUDF Capacity Analysis of IPP and Monomer Prep DeptJerome DalisayÎncă nu există evaluări
- Productivity Improvement Techniques For CastingDocument3 paginiProductivity Improvement Techniques For CastingEditor IJRITCCÎncă nu există evaluări
- Productivity Improvement Through Lean ManufacturingDocument6 paginiProductivity Improvement Through Lean ManufacturingmanikandaprabuÎncă nu există evaluări
- OM Unit1&2Document25 paginiOM Unit1&2Arvind KumarÎncă nu există evaluări
- The Role of Productivity Improvement Tools and Techniques in The Textile Sector During ManufacturingDocument4 paginiThe Role of Productivity Improvement Tools and Techniques in The Textile Sector During ManufacturingDr NallusamyÎncă nu există evaluări
- Production StudiesDocument40 paginiProduction StudiessdvikkiÎncă nu există evaluări
- A Review of Assembly Line Changes For Lean Manufacturing: Awasare Anant Dattatray, M.V.KavadeDocument5 paginiA Review of Assembly Line Changes For Lean Manufacturing: Awasare Anant Dattatray, M.V.KavadeAeyrul KhairulÎncă nu există evaluări
- Electronics Manufacturing Company Hand Assembly Productivity ImprovementDocument4 paginiElectronics Manufacturing Company Hand Assembly Productivity ImprovementPremchand RegarÎncă nu există evaluări
- MDocument13 paginiMWarren RiveraÎncă nu există evaluări
- Week 15 Managing Production and Service OperationsDocument5 paginiWeek 15 Managing Production and Service Operationspochid843Încă nu există evaluări
- OM The design, operation, and improvement of production systemsDocument45 paginiOM The design, operation, and improvement of production systemsShilpa N. Lende100% (4)
- Productivity Improvement in Assembly Workstation of Motor Winding UnitDocument8 paginiProductivity Improvement in Assembly Workstation of Motor Winding UnitDenzel AhmadÎncă nu există evaluări
- Chapter 10Document8 paginiChapter 10kencruz100% (1)
- Meaning and Concept of Production ManagementDocument8 paginiMeaning and Concept of Production ManagementRoshan Raj Regmi100% (2)
- Kaizen ToolDocument11 paginiKaizen Toolrajaabid100% (1)
- Value Stream Mapping Machine ShopDocument19 paginiValue Stream Mapping Machine ShopVinoth VinoÎncă nu există evaluări
- Auto Manuf. Process & AutomationDocument12 paginiAuto Manuf. Process & AutomationAnonymous RaHCnzALÎncă nu există evaluări
- Plant Layout: Factors, Types & ImportanceDocument28 paginiPlant Layout: Factors, Types & ImportanceKaran DesaiÎncă nu există evaluări
- Value Stream Mapping Reduces Lead Time and Inventory for Fastener ManufacturerDocument5 paginiValue Stream Mapping Reduces Lead Time and Inventory for Fastener ManufacturerDipankar GhoshÎncă nu există evaluări
- Part One Ppc-IDocument34 paginiPart One Ppc-ITMIMITWJ2030Încă nu există evaluări
- Work StudyDocument17 paginiWork StudyChandra Shekhar VishnoiÎncă nu există evaluări
- Activity Crashing in Shutdown Maintenance Through Qualitative Assessment: A Case StudyDocument10 paginiActivity Crashing in Shutdown Maintenance Through Qualitative Assessment: A Case StudyJOYDIP PRODHANÎncă nu există evaluări
- Experimental Verification of Single Minute Exchange of Dies (SMED)Document6 paginiExperimental Verification of Single Minute Exchange of Dies (SMED)Karthick NÎncă nu există evaluări
- Application of SMED Methodology-A Case Study in Small Scale IndustryDocument4 paginiApplication of SMED Methodology-A Case Study in Small Scale IndustryAkshay PatilÎncă nu există evaluări
- 2 Productivity Improvement Through Process AnalysisDocument17 pagini2 Productivity Improvement Through Process Analysisss18190Încă nu există evaluări
- Applying Kanban for Lean ManufacturingDocument13 paginiApplying Kanban for Lean ManufacturingLUIS TORRES PULIDOÎncă nu există evaluări
- LSSR 1120 MateosDocument10 paginiLSSR 1120 MateosshajahanÎncă nu există evaluări
- Assignment-01: MB0044 - Production & Operations Management - 4 CreditsDocument23 paginiAssignment-01: MB0044 - Production & Operations Management - 4 CreditsMorris RatanÎncă nu există evaluări
- Productivity Improvement of A Flow Line Layout Using Line Balancing TechniquesDocument10 paginiProductivity Improvement of A Flow Line Layout Using Line Balancing TechniquesAshraf uddinÎncă nu există evaluări
- The Going Concern ConceptDocument11 paginiThe Going Concern ConceptamitguptaujjÎncă nu există evaluări
- Chapter 10-Eneman20Document4 paginiChapter 10-Eneman20Reynald John PastranaÎncă nu există evaluări
- Benefits Parallel ProcessingDocument4 paginiBenefits Parallel ProcessingAnnaKarenina56Încă nu există evaluări
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowDe la EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowEvaluare: 4 din 5 stele4/5 (1)
- 63 Vishal P, Productivity Improvement by Workstudy at Assembly WorkstudyDocument24 pagini63 Vishal P, Productivity Improvement by Workstudy at Assembly WorkstudyVishal PradeepÎncă nu există evaluări
- Engineering Management: University of Eastern Philippines Laoang CampusDocument13 paginiEngineering Management: University of Eastern Philippines Laoang CampusJ. Robert TanÎncă nu există evaluări
- Capacity Utilization For Product Mix Using Operation Based Time Standard EvaluationDocument6 paginiCapacity Utilization For Product Mix Using Operation Based Time Standard EvaluationInternational Journal of Research in Engineering and TechnologyÎncă nu există evaluări
- A Case Study On Improving The Productivity Using Ie ToolsDocument5 paginiA Case Study On Improving The Productivity Using Ie ToolsBhavik ShethÎncă nu există evaluări
- Process Improvement by Using Value Stream Mapping A Case Study in Small Scale Industry IJERTV1IS5333Document10 paginiProcess Improvement by Using Value Stream Mapping A Case Study in Small Scale Industry IJERTV1IS5333Praveen KumarÎncă nu există evaluări
- Time and Motion StudyDocument20 paginiTime and Motion StudyJayson Pobar100% (2)
- Productivity Improvement Through Lean ManufacturingDocument30 paginiProductivity Improvement Through Lean ManufacturingmanikandaprabuÎncă nu există evaluări
- Plant Layout JenDocument6 paginiPlant Layout JenmgajenÎncă nu există evaluări
- Slide Presentation (Simulation Strategies)Document23 paginiSlide Presentation (Simulation Strategies)Suga NeesÎncă nu există evaluări
- UntitledDocument17 paginiUntitledAnkit DwivediÎncă nu există evaluări
- Facility Layout and Design: A Case Study of A Soap Manufacturing Company in NigeriaDocument10 paginiFacility Layout and Design: A Case Study of A Soap Manufacturing Company in Nigeriabiniam meazanehÎncă nu există evaluări
- Gizmoz Study CaseDocument4 paginiGizmoz Study CaseInge Monica100% (1)
- Smu Mb0044 Sem 2 Assignments 2012 Set 2Document10 paginiSmu Mb0044 Sem 2 Assignments 2012 Set 2krishsediÎncă nu există evaluări
- Implementation of Lean Manufacturing Principles in FoundriesDocument5 paginiImplementation of Lean Manufacturing Principles in FoundriesIJMERÎncă nu există evaluări
- TYPES OF MANUFACTURING LAYOUTS AND THEIR FEATURESDocument9 paginiTYPES OF MANUFACTURING LAYOUTS AND THEIR FEATURESVivek ShaÎncă nu există evaluări
- NewDocument4 paginiNewvenkatkavinÎncă nu există evaluări
- Plant LayoutDocument13 paginiPlant LayoutRoyal Projects89% (9)
- VSMDocument6 paginiVSMLGUIMARA12Încă nu există evaluări
- Practical Guide To Production Planning & Control [Revised Edition]De la EverandPractical Guide To Production Planning & Control [Revised Edition]Evaluare: 1 din 5 stele1/5 (1)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsDe la EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsEvaluare: 5 din 5 stele5/5 (1)
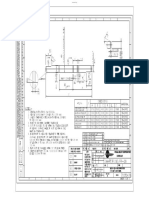
- E E E E: Chamfer 0.3 X 45° Any Dimond Knurling Knurling Dia 7.2 Section E-EDocument1 paginăE E E E: Chamfer 0.3 X 45° Any Dimond Knurling Knurling Dia 7.2 Section E-EAyush NarangÎncă nu există evaluări
- The Financial Kaleidoscope Feb 2020Document8 paginiThe Financial Kaleidoscope Feb 2020Ayush NarangÎncă nu există evaluări
- FINETURN Feasibility FormatDocument1 paginăFINETURN Feasibility FormatAyush NarangÎncă nu există evaluări
- Die Casting CalculationDocument4 paginiDie Casting Calculationprabhakarnttf76% (33)
- (Audit Result) Environment Management SystemDocument7 pagini(Audit Result) Environment Management SystemAyush NarangÎncă nu există evaluări
- If Any Doubt Kindly Ask.: RemarksDocument1 paginăIf Any Doubt Kindly Ask.: RemarksAyush NarangÎncă nu există evaluări
- UncontrolledDocument1 paginăUncontrolledAyush NarangÎncă nu există evaluări
- Material SpecDocument456 paginiMaterial SpecAyush Narang70% (10)
- Non Conformity Report: Part Name:-Clamp Bolt Model: M4 Clamp Bolt Supplier:-Paradise Indus. Customer: PICLDocument1 paginăNon Conformity Report: Part Name:-Clamp Bolt Model: M4 Clamp Bolt Supplier:-Paradise Indus. Customer: PICLAyush NarangÎncă nu există evaluări
- SKK Folder EngDocument10 paginiSKK Folder EngAyush NarangÎncă nu există evaluări
- SP 3454 (Shaft) Fr39 Model 2Document1 paginăSP 3454 (Shaft) Fr39 Model 2Ayush NarangÎncă nu există evaluări
- CAD Drawing - 10t5483 - AB - 558458 - 556Document1 paginăCAD Drawing - 10t5483 - AB - 558458 - 556Ayush NarangÎncă nu există evaluări
- Case Hardening Vs Induction HardeningDocument8 paginiCase Hardening Vs Induction HardeningAyush NarangÎncă nu există evaluări
- Denso Report FileDocument32 paginiDenso Report FileRahul Pandey75% (4)
- Uncontrolled Doc Copy PolicyDocument1 paginăUncontrolled Doc Copy PolicyAyush NarangÎncă nu există evaluări
- Power FactorDocument24 paginiPower FactorAyush NarangÎncă nu există evaluări
- 5 CopqDocument20 pagini5 CopqAyush NarangÎncă nu există evaluări
- Village of Roscommon Michigan Website Upgrade ProposalDocument52 paginiVillage of Roscommon Michigan Website Upgrade Proposalmohammed bharmalÎncă nu există evaluări
- CISSP VocabularyDocument4 paginiCISSP Vocabularyyared BerhanuÎncă nu există evaluări
- A9MEM3115 User ManualDocument134 paginiA9MEM3115 User ManualispiracscribdÎncă nu există evaluări
- Pos Iso Level IDocument61 paginiPos Iso Level Imd yasinÎncă nu există evaluări
- Basic Analysis of Counter Rotating TurbineDocument8 paginiBasic Analysis of Counter Rotating Turbinegiuffrericcardo42Încă nu există evaluări
- Recap, Recap Pro Features, and Recap 360 Web Services Faq: Autodesk Reality Solutions GroupDocument12 paginiRecap, Recap Pro Features, and Recap 360 Web Services Faq: Autodesk Reality Solutions GroupIlham Fadel MÎncă nu există evaluări
- Notifier FTM 1 Firephone Control ModuleDocument2 paginiNotifier FTM 1 Firephone Control Modulejhon bayonaÎncă nu există evaluări
- Fdocuments - in Pscad ManualDocument72 paginiFdocuments - in Pscad ManualdanÎncă nu există evaluări
- DX DiagDocument43 paginiDX DiagLiliana LopezÎncă nu există evaluări
- Turning Aerospace IndustryDocument12 paginiTurning Aerospace Industryawaism471Încă nu există evaluări
- ISGEC Heavy Engineering Limited: Checklist For Equipment InspectionDocument43 paginiISGEC Heavy Engineering Limited: Checklist For Equipment Inspectionallu arunÎncă nu există evaluări
- Installation Manual for JUMONG General X-Ray MachineDocument50 paginiInstallation Manual for JUMONG General X-Ray MachineDaniel Parada Vanegas100% (3)
- Brochure Imaxeon Salient DualDocument4 paginiBrochure Imaxeon Salient DualQuyet LeÎncă nu există evaluări
- Useful verbs and workstation componentsDocument3 paginiUseful verbs and workstation componentsAlvaro Cesar Pereira de SouzaÎncă nu există evaluări
- I Semester 2020-2021: Textile FibresDocument7 paginiI Semester 2020-2021: Textile FibresNikunj SharmaÎncă nu există evaluări
- EIE Instruments Pvt. LTDDocument2 paginiEIE Instruments Pvt. LTDPritha DasÎncă nu există evaluări
- Microdis IPC 2.0Document16 paginiMicrodis IPC 2.0jimÎncă nu există evaluări
- CV Igor Chiriac enDocument2 paginiCV Igor Chiriac enigorash17Încă nu există evaluări
- 1.introduccion A CursoDocument10 pagini1.introduccion A Cursobelita1Încă nu există evaluări
- IIT Bombay Spoken Tutorials For ICT Training in Schools: Value To The SchoolDocument2 paginiIIT Bombay Spoken Tutorials For ICT Training in Schools: Value To The SchoolmanaliÎncă nu există evaluări
- Installation 2127 PDFDocument136 paginiInstallation 2127 PDFMichael SezeniasÎncă nu există evaluări
- Insert Report From - Read Report Into - Delete ReportDocument2 paginiInsert Report From - Read Report Into - Delete ReportDairo LozanoÎncă nu există evaluări
- CH 5 - Engine ElectricalDocument62 paginiCH 5 - Engine ElectricalEnrrique LaraÎncă nu există evaluări
- Website Posting in STEAG SiteDocument58 paginiWebsite Posting in STEAG SiteAnkush VermaÎncă nu există evaluări
- WinPower ManualDocument94 paginiWinPower ManualDemetrius DanielÎncă nu există evaluări
- Spring Festival Events and CompetitionsDocument10 paginiSpring Festival Events and Competitions45.thiên ýÎncă nu există evaluări
- Case Study 2Document6 paginiCase Study 2Joshua Rogers100% (1)
- Statement of Account: Date Tran Id Remarks UTR Number Instr. ID Withdrawals Deposits BalanceDocument2 paginiStatement of Account: Date Tran Id Remarks UTR Number Instr. ID Withdrawals Deposits Balancech shanmugamÎncă nu există evaluări
- ICT TERMS-WPS OfficeDocument3 paginiICT TERMS-WPS OfficeKate Hera RiegoÎncă nu există evaluări
- Christ University MIDBS Unit 4 Information Systems for BusinessDocument31 paginiChrist University MIDBS Unit 4 Information Systems for BusinessChintoo KalyanadurgamÎncă nu există evaluări

























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)