S-ar putea să vă placă și
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDe la EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementÎncă nu există evaluări
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionDe la EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionÎncă nu există evaluări
- Structural Health MonitoringDe la EverandStructural Health MonitoringDaniel BalageasÎncă nu există evaluări
- Gearing AgmaDocument17 paginiGearing AgmaDomingos AzevedoÎncă nu există evaluări
- Industrial Tribology: The Practical Aspects of Friction, Lubrication and WearDe la EverandIndustrial Tribology: The Practical Aspects of Friction, Lubrication and WearÎncă nu există evaluări
- Rotating Machinery Reliability for Technicians and EngineersDe la EverandRotating Machinery Reliability for Technicians and EngineersÎncă nu există evaluări
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsDe la EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsÎncă nu există evaluări
- M4 LUBRICATION PRINCIPLES and BEARING CONSTRUCTIONSDocument45 paginiM4 LUBRICATION PRINCIPLES and BEARING CONSTRUCTIONSnaresh100% (1)
- Encoders Catalog 2012Document28 paginiEncoders Catalog 2012sreelakshmisnr100% (1)
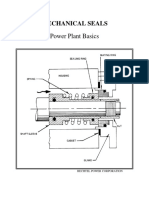
- Mechanical Seals: Power Plant BasicsDocument26 paginiMechanical Seals: Power Plant BasicsService Port100% (1)
- Failure of Cooling Fan Shaft BearingsDocument7 paginiFailure of Cooling Fan Shaft BearingsGuru Raja Ragavendran NagarajanÎncă nu există evaluări
- Lubrication: A Practical Guide to Lubricant SelectionDe la EverandLubrication: A Practical Guide to Lubricant SelectionEvaluare: 5 din 5 stele5/5 (3)
- NotesOnFluidFilmJournalBearing OverviewDocument72 paginiNotesOnFluidFilmJournalBearing OverviewAsemota OghoghoÎncă nu există evaluări
- Load Testing of GearboxesDocument4 paginiLoad Testing of Gearboxesvijaykumarn100% (1)
- 16.maintenance On The Example of Sinter Coolers by Paul Wurth Umwelttechnik GmbH2Document12 pagini16.maintenance On The Example of Sinter Coolers by Paul Wurth Umwelttechnik GmbH2FaresÎncă nu există evaluări
- Bearing Defect Inspection Based On Machine VisionDocument20 paginiBearing Defect Inspection Based On Machine VisionArun Kumar100% (1)
- Gear CalculationDocument46 paginiGear CalculationMd. Arman Hossain NaiemÎncă nu există evaluări
- Journal Bearing LubricationDocument5 paginiJournal Bearing LubricationkulilistrikÎncă nu există evaluări
- Vibration Acceptance Limit For Fan Compressor Blower Shop Test Selecting Proper Balancing Grade For Arotary Machine-131030233402-Phpapp01Document11 paginiVibration Acceptance Limit For Fan Compressor Blower Shop Test Selecting Proper Balancing Grade For Arotary Machine-131030233402-Phpapp01clauÎncă nu există evaluări
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsDe la EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsEvaluare: 4 din 5 stele4/5 (1)
- Gears: by Aknath MishraDocument20 paginiGears: by Aknath Mishrasamurai7_77Încă nu există evaluări
- 05rotary Shaft Seals PDFDocument13 pagini05rotary Shaft Seals PDFKhanh Pham DangÎncă nu există evaluări
- The Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?De la EverandThe Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?Încă nu există evaluări
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987De la EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonÎncă nu există evaluări
- Belt Tracking GuideDocument4 paginiBelt Tracking Guidekeira_designÎncă nu există evaluări
- Causes of Bearing Failures PDFDocument7 paginiCauses of Bearing Failures PDFSRINIVASA RAO DUVVADAÎncă nu există evaluări
- Rolling Element Bearing BasicsDocument3 paginiRolling Element Bearing BasicssubbusenthilÎncă nu există evaluări
- Soft Foot - What It Is and How To Minimize ItDocument6 paginiSoft Foot - What It Is and How To Minimize ItilyasÎncă nu există evaluări
- Schunk Brush Wear Info - Good SiteDocument100 paginiSchunk Brush Wear Info - Good Sitemb6800261Încă nu există evaluări
- Lubrication & Maintenance of SKF BearingsDocument146 paginiLubrication & Maintenance of SKF BearingsMohamad AfifÎncă nu există evaluări
- GE Hydro Thrust BearingsDocument3 paginiGE Hydro Thrust BearingsJesusMaldonado0% (1)
- Journal Bearing LubricationDocument5 paginiJournal Bearing LubricationYorman Hernandez100% (1)
- Fluid Coupling NotesDocument13 paginiFluid Coupling NotesDSKÎncă nu există evaluări
- BearingDocument41 paginiBearingM.IBRAHEEMÎncă nu există evaluări
- Friction Torque of A Rotary Shaft Lip SealDocument5 paginiFriction Torque of A Rotary Shaft Lip Sealmans2014Încă nu există evaluări
- 7300en PDFDocument9 pagini7300en PDFWaris La Joi WakatobiÎncă nu există evaluări
- Planetery GearDocument19 paginiPlanetery GearDipakÎncă nu există evaluări
- Conveyor Belting - Manual For Mechanical EngineersDocument70 paginiConveyor Belting - Manual For Mechanical Engineersmzarei_1982Încă nu există evaluări
- Bonfiglioli Reductoare C A F SDocument582 paginiBonfiglioli Reductoare C A F SAgache ValentinÎncă nu există evaluări
- Fan VibrationDocument6 paginiFan VibrationRavi Deshmukh100% (2)
- Sleeve Vs Antifriction Bearings Selection of The Optimal BearingDocument13 paginiSleeve Vs Antifriction Bearings Selection of The Optimal BearingKamal Arab0% (1)
- Gearbox 101 EbookDocument20 paginiGearbox 101 EbookBubai111Încă nu există evaluări
- 55 MaintenanceDocument39 pagini55 MaintenanceJefry Somarribas HerreraÎncă nu există evaluări
- Motor Quality Guide Your Questions AnsweredDocument12 paginiMotor Quality Guide Your Questions AnsweredRyan Jay100% (1)
- A Case Study of Low Speed Bearing Monitoring in A Paperboard PlantDocument9 paginiA Case Study of Low Speed Bearing Monitoring in A Paperboard PlantPIRATASANTANAÎncă nu există evaluări
- User ManualDocument86 paginiUser ManualAlvaro CotaquispeÎncă nu există evaluări
- Vibration Analysis Rolling Element BearingDocument20 paginiVibration Analysis Rolling Element BearingmilaÎncă nu există evaluări
- Sleeve Bearing Specification For MotorDocument45 paginiSleeve Bearing Specification For MotorThiMinhKhuyen100% (2)
- Pump Technology Screwpumps l2 Series enDocument11 paginiPump Technology Screwpumps l2 Series enCamiloHernándezÎncă nu există evaluări
- GEA FILTER GB-Luftfilter-DF-K6-2011-07-150dpi PDFDocument70 paginiGEA FILTER GB-Luftfilter-DF-K6-2011-07-150dpi PDFTECHNO DATEÎncă nu există evaluări
- Girth Gear InspectionDocument2 paginiGirth Gear Inspectionn_ashok6890390% (2)
- Chapter 7 Shaft AlignmentDocument29 paginiChapter 7 Shaft Alignmentعبدالحافظ زايدÎncă nu există evaluări
- FagDocument198 paginiFagHamza NoumanÎncă nu există evaluări
- 01 Bracadeira StandardDocument1 pagină01 Bracadeira StandardPIRATASANTANAÎncă nu există evaluări
- A Case Study of Low Speed Bearing Monitoring in A Paperboard PlantDocument9 paginiA Case Study of Low Speed Bearing Monitoring in A Paperboard PlantPIRATASANTANAÎncă nu există evaluări
- Env Redutores PDFDocument8 paginiEnv Redutores PDFPIRATASANTANAÎncă nu există evaluări
- Folder Cestari Cooling Tower PDFDocument2 paginiFolder Cestari Cooling Tower PDFPIRATASANTANAÎncă nu există evaluări
- A Guide To Low Frequency Vibration Measurement IrdDocument13 paginiA Guide To Low Frequency Vibration Measurement IrdPIRATASANTANAÎncă nu există evaluări
- App 003 Gearbox Dimensioning PDFDocument27 paginiApp 003 Gearbox Dimensioning PDFPIRATASANTANAÎncă nu există evaluări
- 950 710 Nilos - 08Document54 pagini950 710 Nilos - 08Ionica GaneaÎncă nu există evaluări
- Kumera Helical and Bevel Gear UnitsDocument138 paginiKumera Helical and Bevel Gear UnitsPIRATASANTANA100% (1)
- Passfeder en PDFDocument9 paginiPassfeder en PDFPIRATASANTANAÎncă nu există evaluări
- Bevel-Gear-Calculation (Bevel-Gear-Pair) : 1. Tooth Geometry and MaterialDocument1 paginăBevel-Gear-Calculation (Bevel-Gear-Pair) : 1. Tooth Geometry and MaterialPIRATASANTANAÎncă nu există evaluări
- HF DIT-Katalog 2016 EN - Technische InformationDocument30 paginiHF DIT-Katalog 2016 EN - Technische InformationDejan KostadinovicÎncă nu există evaluări
- AsdasdDocument2 paginiAsdasdRicardo NapitupuluÎncă nu există evaluări
- Multiple Disc Brake: Service InstructionsDocument4 paginiMultiple Disc Brake: Service InstructionsMarcelo ArayaÎncă nu există evaluări
- Nonlin Connections Fluid PressureDocument10 paginiNonlin Connections Fluid Pressurelrodriguez_892566100% (2)
- Busak Shamban GLYD-RINGDocument20 paginiBusak Shamban GLYD-RINGRodrigo Schaider Dos SantosÎncă nu există evaluări
- Resin Transfer MoldingDocument23 paginiResin Transfer Moldinglovilove01100% (1)
- Repair Max II Pump 310894lDocument20 paginiRepair Max II Pump 310894lAndreina FajardoÎncă nu există evaluări
- Serie FF PDFDocument3 paginiSerie FF PDFYanderier RiveraÎncă nu există evaluări
- Installation, Operation and Maintenance Manual (GRS)Document8 paginiInstallation, Operation and Maintenance Manual (GRS)igorsfaceÎncă nu există evaluări
- C Series IM Triclover PumpsDocument24 paginiC Series IM Triclover PumpsEduardo SalcidoÎncă nu există evaluări
- Liquid Controls: V-7 ValvesDocument16 paginiLiquid Controls: V-7 ValvesSarge ChisangaÎncă nu există evaluări
- Börger GMBH, Germany WWW - Boerger.De Tel: +49 (0) 2862 9103-20Document3 paginiBörger GMBH, Germany WWW - Boerger.De Tel: +49 (0) 2862 9103-20Alejandro CabanaÎncă nu există evaluări
- Gs-Flange SystemDocument188 paginiGs-Flange SystemMarcin MarcinkiewiczÎncă nu există evaluări
- F2638 PDFDocument17 paginiF2638 PDFAhmad Zubair RasulyÎncă nu există evaluări
- Mobile KitDocument1.381 paginiMobile KithermanÎncă nu există evaluări
- 26 DatasheetDocument11 pagini26 DatasheetAlberto SanchezÎncă nu există evaluări
- AFC Gate ValveDocument4 paginiAFC Gate ValveAnnie De WildeÎncă nu există evaluări
- Rockshox Recon Xc32Document28 paginiRockshox Recon Xc32Rogelio RodríguezÎncă nu există evaluări
- CB 150S PDFDocument107 paginiCB 150S PDFMack DieselÎncă nu există evaluări
- AFE48-CQ AFE48-CQ 930E-2 930E-2 S/N S/N A30246-A30249 A30246-A30249 & & A30253-A30254 A30253-A30254 BHP BHP Blackwater BlackwaterDocument2 paginiAFE48-CQ AFE48-CQ 930E-2 930E-2 S/N S/N A30246-A30249 A30246-A30249 & & A30253-A30254 A30253-A30254 BHP BHP Blackwater BlackwaterEdgardo Roldan H-E PartsÎncă nu există evaluări
- Mechanical Seal Failure ModesDocument9 paginiMechanical Seal Failure Modespmdongre100% (2)
- Astm Section 3 Wear and Erosion G 38 - 01 - RZM4Document8 paginiAstm Section 3 Wear and Erosion G 38 - 01 - RZM4Rony AgistaÎncă nu există evaluări
- Info Harga Pak DayatDocument1 paginăInfo Harga Pak Dayatali sÎncă nu există evaluări
- Manual de Servicio Sauer DanfossDocument2 paginiManual de Servicio Sauer DanfossCristian100% (1)
- En 9 1 020 PNEUFIT C SeriesDocument27 paginiEn 9 1 020 PNEUFIT C SeriesPaulo YorgosÎncă nu există evaluări
- Technical Details For Adjusting The Bam b50 51Document57 paginiTechnical Details For Adjusting The Bam b50 51jamman6969Încă nu există evaluări
- Product Range: Trelleborg Se Aling SolutionsDocument39 paginiProduct Range: Trelleborg Se Aling SolutionssandeepÎncă nu există evaluări
- Manual de Panther T8 2013Document347 paginiManual de Panther T8 2013Anonymous Hd32bhqÎncă nu există evaluări
- Selmatic Brosur 1.compressedDocument34 paginiSelmatic Brosur 1.compressedjekiÎncă nu există evaluări
- Manual Partes PerformerDocument30 paginiManual Partes PerformerALBERTO RODRIGUEZ100% (1)