S-ar putea să vă placă și
- PlantWIde McAvoyDocument19 paginiPlantWIde McAvoydesigat4122Încă nu există evaluări
- PID Theory From WikipediaDocument7 paginiPID Theory From Wikipediaputra-tzuÎncă nu există evaluări
- Activated Energy Analysis in Aspen HYSYS – Crude PreheatDocument12 paginiActivated Energy Analysis in Aspen HYSYS – Crude PreheatVu TranÎncă nu există evaluări
- Demethanizer OperationDocument6 paginiDemethanizer OperationHoustonAbducteeÎncă nu există evaluări
- (Distillation) - Towers Malfunctions (Kister)Document22 pagini(Distillation) - Towers Malfunctions (Kister)Ana Lua100% (1)
- Technip Separations PDFDocument35 paginiTechnip Separations PDFProcess EngineerÎncă nu există evaluări
- Failure of Ethylene Furnace Outlet Transfer Line Due To OverheatingDocument8 paginiFailure of Ethylene Furnace Outlet Transfer Line Due To OverheatingRonald MesinaÎncă nu există evaluări
- Advanced Pump DiagnosticsDocument8 paginiAdvanced Pump DiagnosticsSteven A McMurrayÎncă nu există evaluări
- Learn To Effectively Operate and Maintain Pumps. CEP, Dec-2011 PDFDocument6 paginiLearn To Effectively Operate and Maintain Pumps. CEP, Dec-2011 PDFSanjay GuptaÎncă nu există evaluări
- Control System DesignDocument26 paginiControl System DesignChoochart Thongnark100% (1)
- Design and Control of Condensate-Throttling ReboilersDocument12 paginiDesign and Control of Condensate-Throttling ReboilersForcus onÎncă nu există evaluări
- Centrifugal: CompressorsDocument2 paginiCentrifugal: CompressorsRonald GeorgeÎncă nu există evaluări
- Kettle TrouhleshootingDocument8 paginiKettle TrouhleshootingForcus onÎncă nu există evaluări
- Prediction of Centrifugal Compressor May 201234Document8 paginiPrediction of Centrifugal Compressor May 201234moxlindeÎncă nu există evaluări
- 23rd Ethylene Producers Conference 2011Document5 pagini23rd Ethylene Producers Conference 2011Arun Kumar KarÎncă nu există evaluări
- Spreadsheet Distillation PDFDocument8 paginiSpreadsheet Distillation PDFArunkumarÎncă nu există evaluări
- Heat-Exchanger Bypass Control: William L. LuybenDocument9 paginiHeat-Exchanger Bypass Control: William L. LuybenYu Hui100% (1)
- Thermosiphon ReboilersDocument7 paginiThermosiphon Reboilerssj_scribd100% (1)
- Fluid flow behavior insights for compressor operatorsDocument15 paginiFluid flow behavior insights for compressor operatorsAnuj GuptaÎncă nu există evaluări
- Technip Separations PDFDocument50 paginiTechnip Separations PDFProcess Engineer100% (1)
- Optimize Fan Performance: Back To BasicsDocument8 paginiOptimize Fan Performance: Back To BasicsJohn AnthoniÎncă nu există evaluări
- Pinch TechDocument32 paginiPinch TechDaniel Puello Rodelo100% (1)
- Pump SealsDocument10 paginiPump Sealspaul_brightÎncă nu există evaluări
- Designing Steam Stripping Columns For Wastewater PDFDocument5 paginiDesigning Steam Stripping Columns For Wastewater PDFRajendraÎncă nu există evaluări
- Thermocompressors Improve Paper Machine Dryer DrainageDocument8 paginiThermocompressors Improve Paper Machine Dryer DrainageclintoncÎncă nu există evaluări
- Trol/restricted/course/fourth/course/mo Dule3-1.html: Module 3.1: Control of Distillation ColumnsDocument14 paginiTrol/restricted/course/fourth/course/mo Dule3-1.html: Module 3.1: Control of Distillation ColumnsRimeli RoychoudhuryÎncă nu există evaluări
- Scale Up of Chemical ReactorsDocument51 paginiScale Up of Chemical ReactorsMilton MizrainÎncă nu există evaluări
- Process Simulation in Refineries Sampler 1Document34 paginiProcess Simulation in Refineries Sampler 1surefooted1100% (1)
- Boiler Project Fundamentals: Back To BasicsDocument7 paginiBoiler Project Fundamentals: Back To BasicsChemical.AliÎncă nu există evaluări
- Calculating The Capacity of Chemical PlantsDocument5 paginiCalculating The Capacity of Chemical PlantsEigen GalvezÎncă nu există evaluări
- Steam Heating ApplicationDocument108 paginiSteam Heating ApplicationbryandownÎncă nu există evaluări
- Equilibrium Data - Water and Acetic Acid, Water and Methanol, and Water and EthanolDocument6 paginiEquilibrium Data - Water and Acetic Acid, Water and Methanol, and Water and EthanolBarbara RicciÎncă nu există evaluări
- Understanding Centrifugal Compressor Capacity ControlsDocument5 paginiUnderstanding Centrifugal Compressor Capacity Controlsjuancgr77100% (1)
- Consider A Practical Approach To Vacuum Unit RevampsDocument10 paginiConsider A Practical Approach To Vacuum Unit RevampsjokishÎncă nu există evaluări
- Distillation Column Internals Design & Hydraulics AnalysisDocument11 paginiDistillation Column Internals Design & Hydraulics AnalysisAdham AbusalehiÎncă nu există evaluări
- Guidelines For Ethylene Quench Tower Rev IntroDocument13 paginiGuidelines For Ethylene Quench Tower Rev IntroMubarik AliÎncă nu există evaluări
- Main Fractionator RevampDocument6 paginiMain Fractionator RevampAmit Yadav0% (1)
- Air Movers For Dilute-Phase Pneumatic Conveying PDFDocument7 paginiAir Movers For Dilute-Phase Pneumatic Conveying PDFBramJanssen76Încă nu există evaluări
- CEP - Reliability For Safety InstrumentDocument6 paginiCEP - Reliability For Safety InstrumentpiolinwallsÎncă nu există evaluări
- Technip Separations PDFDocument67 paginiTechnip Separations PDFProcess Engineer100% (1)
- Gulfpub HP 201811Document93 paginiGulfpub HP 201811avinashpatil2408Încă nu există evaluări
- Flooded Condenser Controls: Principles and TroubleshootingDocument13 paginiFlooded Condenser Controls: Principles and Troubleshootingstreamt100% (1)
- Strategies for improving gas treatment with regenerable adsorbentsDocument8 paginiStrategies for improving gas treatment with regenerable adsorbentsamitÎncă nu există evaluări
- Dew PointDocument9 paginiDew PointTruong van TruongÎncă nu există evaluări
- ReactorsDocument38 paginiReactorsFransiska Adelia Froggers100% (1)
- Technip Separations PDFDocument10 paginiTechnip Separations PDFProcess EngineerÎncă nu există evaluări
- P. IR. Operation PhilosophyDocument2 paginiP. IR. Operation Philosophybesant vargheesÎncă nu există evaluări
- PINCH ANALYSIS Part 1 - Pinch and Minimum Utility UsageDocument29 paginiPINCH ANALYSIS Part 1 - Pinch and Minimum Utility Usageraghavan1984Încă nu există evaluări
- 01 Types of CompressorsDocument6 pagini01 Types of CompressorsLe Anh DangÎncă nu există evaluări
- Adv 8 1Document10 paginiAdv 8 1Micu Ionut BogdanÎncă nu există evaluări
- 10 - Distillation Revamp Pitfalls To AvoidDocument8 pagini10 - Distillation Revamp Pitfalls To AvoidRenato GilbonioÎncă nu există evaluări
- Design and Control of Condensate and Vapor Throttling ReboilersDocument12 paginiDesign and Control of Condensate and Vapor Throttling ReboilerscymyÎncă nu există evaluări
- Heat Exchanger OverviewDocument5 paginiHeat Exchanger OverviewrahulÎncă nu există evaluări
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDe la EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentÎncă nu există evaluări
- Advanced Distillation Technologies: Design, Control and ApplicationsDe la EverandAdvanced Distillation Technologies: Design, Control and ApplicationsÎncă nu există evaluări
- Energy and Process Optimization for the Process IndustriesDe la EverandEnergy and Process Optimization for the Process IndustriesÎncă nu există evaluări
- Process Plant Equipment: Operation, Control, and ReliabilityDe la EverandProcess Plant Equipment: Operation, Control, and ReliabilityEvaluare: 5 din 5 stele5/5 (1)
- Analysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantDe la EverandAnalysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantÎncă nu există evaluări
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDe la EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationÎncă nu există evaluări
- Data Processing and Reconciliation for Chemical Process OperationsDe la EverandData Processing and Reconciliation for Chemical Process OperationsÎncă nu există evaluări
- Buderus Logalax Plus GB162/80 and GB162/100 High Efficiency Modulating Gas Fired Boiler BrochureDocument8 paginiBuderus Logalax Plus GB162/80 and GB162/100 High Efficiency Modulating Gas Fired Boiler Brochuree-ComfortUSAÎncă nu există evaluări
- EP-MS-P4-S3-075 - 11kV Heat Shrinkable Cable Terminations - KM Material..Document14 paginiEP-MS-P4-S3-075 - 11kV Heat Shrinkable Cable Terminations - KM Material..dimaomarÎncă nu există evaluări
- Performance of UV-Vis SpectrophotometersDocument6 paginiPerformance of UV-Vis SpectrophotometersHuong ZamÎncă nu există evaluări
- Trouble Shooting: Causes RemedyDocument3 paginiTrouble Shooting: Causes RemedyredouaneÎncă nu există evaluări
- Erw Steel Pipe PDFDocument2 paginiErw Steel Pipe PDFDeborahÎncă nu există evaluări
- UNIT5-Ground Wave Propagation PDFDocument44 paginiUNIT5-Ground Wave Propagation PDFRameshbabu SadineniÎncă nu există evaluări
- LPE Insulated and Armored Cable GuideDocument5 paginiLPE Insulated and Armored Cable GuideRaja ManiÎncă nu există evaluări
- Intelligent Building Automation SystemsDocument27 paginiIntelligent Building Automation SystemsManu Manohar0% (1)
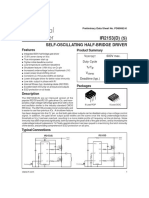
- Self-Oscillating Half-Bridge Driver Preliminary Data SheetDocument9 paginiSelf-Oscillating Half-Bridge Driver Preliminary Data Sheetamijoski6051Încă nu există evaluări
- Craftsman Trimmer ManualDocument32 paginiCraftsman Trimmer ManualNaomi CuevasÎncă nu există evaluări
- Data SheetDocument5 paginiData SheetLucas QuarchioniÎncă nu există evaluări
- Topic 11.1 - Electromagnetic Induction - AHLDocument40 paginiTopic 11.1 - Electromagnetic Induction - AHLPaul Amezquita0% (1)
- ISO 8217 2017 Fuel Standard For Marine Distillate FuelsDocument2 paginiISO 8217 2017 Fuel Standard For Marine Distillate FuelsKithu john georgeÎncă nu există evaluări
- Plumbing Pre-Board Exam-Answer KeyDocument18 paginiPlumbing Pre-Board Exam-Answer KeyKrizia Charish MejiaÎncă nu există evaluări
- Flammable & Combustable LiquidsDocument3 paginiFlammable & Combustable LiquidssizweÎncă nu există evaluări
- Kittel Solutions AKDocument79 paginiKittel Solutions AKAra Martínez-Olguín100% (5)
- Ieee STD 62 - Factor de DisipacionDocument34 paginiIeee STD 62 - Factor de DisipacionCesar Gabriel Berdejo RiveraÎncă nu există evaluări
- B-3801 IOM - Rev - 2011-09-02 (1) MidlandDocument23 paginiB-3801 IOM - Rev - 2011-09-02 (1) MidlandLucas MonteÎncă nu există evaluări
- Cmai c4 Gofer AsiaDocument5 paginiCmai c4 Gofer AsiacheemokÎncă nu există evaluări
- TM 5-2420-222-34 John Deere JD 410 Backhoe LoaderDocument706 paginiTM 5-2420-222-34 John Deere JD 410 Backhoe LoaderAdvocate100% (2)
- Build Your Own Solar Water HeaterDocument3 paginiBuild Your Own Solar Water HeaterRossen Ivanov100% (1)
- 1 4-Mr CA-LeeDocument24 pagini1 4-Mr CA-Leerm414725Încă nu există evaluări
- Energy Revision Summary Key PointsDocument8 paginiEnergy Revision Summary Key PointsyuhÎncă nu există evaluări
- 1998-Effect of The Silica Sol Gel Coatings OnDocument6 pagini1998-Effect of The Silica Sol Gel Coatings OnZia ArdhiÎncă nu există evaluări
- Ten KasiDocument152 paginiTen KasiR AbishekÎncă nu există evaluări
- IRA-4SS Automatic Insertion Instrument Regulator: Engineering CompanyDocument2 paginiIRA-4SS Automatic Insertion Instrument Regulator: Engineering CompanyRuben Ortiz CaramÎncă nu există evaluări
- Mitsubishi Electric PLFY-P VBM-E Service Manual EngDocument44 paginiMitsubishi Electric PLFY-P VBM-E Service Manual Engengenharia proclimaÎncă nu există evaluări
- TANTRANSCO Cost Data 2020-2021Document27 paginiTANTRANSCO Cost Data 2020-2021Lingaraj Suresh LingaianÎncă nu există evaluări
- Introduction To Green EconomyDocument11 paginiIntroduction To Green Economyvineet soodÎncă nu există evaluări
- Activity Hazard AnalysisDocument4 paginiActivity Hazard AnalysisGerrard Singh100% (1)