S-ar putea să vă placă și
- Tool Management: 1 Master DataDocument6 paginiTool Management: 1 Master Dataamol100% (1)
- Scheduling Job Shop - A CasestudyDocument8 paginiScheduling Job Shop - A Casestudyabbas6063Încă nu există evaluări
- CNC Lathe Machine HistoryDocument2 paginiCNC Lathe Machine HistoryKesavan KesaÎncă nu există evaluări
- Iso 5500Document40 paginiIso 5500Syukri HakimiÎncă nu există evaluări
- GS-0002D, Design FMEA Aug. 2009 Latest 1 C015464Document35 paginiGS-0002D, Design FMEA Aug. 2009 Latest 1 C015464gouri67Încă nu există evaluări
- Group Technology & CappDocument43 paginiGroup Technology & CappSubbu SuniÎncă nu există evaluări
- Productivity and Reliability-Based Maintenance Management, Second EditionDe la EverandProductivity and Reliability-Based Maintenance Management, Second EditionÎncă nu există evaluări
- Production Planning And Control A Complete Guide - 2020 EditionDe la EverandProduction Planning And Control A Complete Guide - 2020 EditionÎncă nu există evaluări
- Project Quality Management A Complete Guide - 2019 EditionDe la EverandProject Quality Management A Complete Guide - 2019 EditionÎncă nu există evaluări
- Mean time between failures The Ultimate Step-By-Step GuideDe la EverandMean time between failures The Ultimate Step-By-Step GuideÎncă nu există evaluări
- Assembly Process A Complete Guide - 2020 EditionDe la EverandAssembly Process A Complete Guide - 2020 EditionÎncă nu există evaluări
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionDe la EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionÎncă nu există evaluări
- Material-handling equipment The Ultimate Step-By-Step GuideDe la EverandMaterial-handling equipment The Ultimate Step-By-Step GuideÎncă nu există evaluări
- Computer Aided Process Planning-IIDocument46 paginiComputer Aided Process Planning-IIPrabha KaranÎncă nu există evaluări
- Toyota Production SystemDocument4 paginiToyota Production SystemAhmedÎncă nu există evaluări
- Production Process Scheduling A Clear and Concise ReferenceDe la EverandProduction Process Scheduling A Clear and Concise ReferenceÎncă nu există evaluări
- Traceability Matrix A Complete Guide - 2021 EditionDe la EverandTraceability Matrix A Complete Guide - 2021 EditionÎncă nu există evaluări
- ERP And Agile Methodologies A Complete Guide - 2020 EditionDe la EverandERP And Agile Methodologies A Complete Guide - 2020 EditionÎncă nu există evaluări
- Preventive Maintenance A Complete Guide - 2019 EditionDe la EverandPreventive Maintenance A Complete Guide - 2019 EditionÎncă nu există evaluări
- Manufacturing and Operations ManagementDocument52 paginiManufacturing and Operations ManagementRohit DhawareÎncă nu există evaluări
- Six Sigma Survival Scribbles- notes from the battlefieldDe la EverandSix Sigma Survival Scribbles- notes from the battlefieldÎncă nu există evaluări
- IT Delivery Model Complete Self-Assessment GuideDe la EverandIT Delivery Model Complete Self-Assessment GuideÎncă nu există evaluări
- DFX design for X A Complete Guide - 2019 EditionDe la EverandDFX design for X A Complete Guide - 2019 EditionÎncă nu există evaluări
- Production Planning and Scheduling Complete Self-Assessment GuideDe la EverandProduction Planning and Scheduling Complete Self-Assessment GuideÎncă nu există evaluări
- Supplier Integration, Mass Customization, Issues To Customer ValueDocument43 paginiSupplier Integration, Mass Customization, Issues To Customer Valuebalaji suryaÎncă nu există evaluări
- Cost Of Poor Quality A Complete Guide - 2021 EditionDe la EverandCost Of Poor Quality A Complete Guide - 2021 EditionÎncă nu există evaluări
- Greenfield Project A Complete Guide - 2019 EditionDe la EverandGreenfield Project A Complete Guide - 2019 EditionÎncă nu există evaluări
- Product engineering A Clear and Concise ReferenceDe la EverandProduct engineering A Clear and Concise ReferenceÎncă nu există evaluări
- Shift Length Short Breaks Meal Breaks Downtime Ideal Run Rate Total Pieces Reject Pieces Prodution DataDocument8 paginiShift Length Short Breaks Meal Breaks Downtime Ideal Run Rate Total Pieces Reject Pieces Prodution DataMustaffa FajraÎncă nu există evaluări
- Design For AssemblyDocument49 paginiDesign For AssemblyWidya Priwika Gita QuinÎncă nu există evaluări
- Design For Quality - Achieving 0 PPM With SigmundWorks From EGS IndiaDocument32 paginiDesign For Quality - Achieving 0 PPM With SigmundWorks From EGS IndiaNatarajan RamamoorthyÎncă nu există evaluări
- CMMS computerized maintenance management system The Ultimate Step-By-Step GuideDe la EverandCMMS computerized maintenance management system The Ultimate Step-By-Step GuideÎncă nu există evaluări
- Capacity Planning and Management Tools Second EditionDe la EverandCapacity Planning and Management Tools Second EditionÎncă nu există evaluări
- Sales Business Development A Complete Guide - 2020 EditionDe la EverandSales Business Development A Complete Guide - 2020 EditionÎncă nu există evaluări
- Design For Assembly A Complete Guide - 2020 EditionDe la EverandDesign For Assembly A Complete Guide - 2020 EditionÎncă nu există evaluări
- System Interfaces A Complete Guide - 2021 EditionDe la EverandSystem Interfaces A Complete Guide - 2021 EditionÎncă nu există evaluări
- Spaghetti Diagram PDFDocument4 paginiSpaghetti Diagram PDFLaila M. ElmougyÎncă nu există evaluări
- Manufacturing Capacity Utilization A Clear and Concise ReferenceDe la EverandManufacturing Capacity Utilization A Clear and Concise ReferenceÎncă nu există evaluări
- Design For ManufacturingDocument13 paginiDesign For Manufacturingchalapathy_83Încă nu există evaluări
- Continuous Improvement A Complete Guide - 2019 EditionDe la EverandContinuous Improvement A Complete Guide - 2019 EditionÎncă nu există evaluări
- Document Management Process A Complete Guide - 2020 EditionDe la EverandDocument Management Process A Complete Guide - 2020 EditionÎncă nu există evaluări
- Cutting Tools TechnologyDocument47 paginiCutting Tools TechnologyJeff HardyÎncă nu există evaluări
- Design For XDocument22 paginiDesign For XKarandeep SinghÎncă nu există evaluări
- Mate DieDocument2 paginiMate DieJulio GalvanÎncă nu există evaluări
- Manufacturing EngineersDocument67 paginiManufacturing EngineersrasgeetsinghÎncă nu există evaluări
- Target 04 PDFDocument164 paginiTarget 04 PDFJithinÎncă nu există evaluări
- Protection Over Preference: The Right Mask Is An ASTM-rated MaskDocument1 paginăProtection Over Preference: The Right Mask Is An ASTM-rated MaskJithinÎncă nu există evaluări
- E-Course: Total Quality Management 2000 - SIX SIGMA & POKA-YOKEDocument22 paginiE-Course: Total Quality Management 2000 - SIX SIGMA & POKA-YOKECarlo ScodanibbioÎncă nu există evaluări
- Nabard Poultry FarmingDocument9 paginiNabard Poultry Farmingtaurus_vadivelÎncă nu există evaluări
- E-Course: Total Quality Management 2000 - SIX SIGMA & POKA-YOKEDocument22 paginiE-Course: Total Quality Management 2000 - SIX SIGMA & POKA-YOKECarlo ScodanibbioÎncă nu există evaluări
- Marine Engine Issue IssueDocument52 paginiMarine Engine Issue IssueJithinÎncă nu există evaluări
- Core Drill ChartDocument1 paginăCore Drill ChartJithinÎncă nu există evaluări
- PROXXONDocument68 paginiPROXXONJithinÎncă nu există evaluări
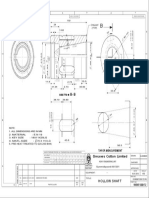
- 9959971000172R4 - Hollow ShaftDocument1 pagină9959971000172R4 - Hollow ShaftJithinÎncă nu există evaluări
- Brochure ACMEE 2016Document3 paginiBrochure ACMEE 2016JithinÎncă nu există evaluări
- Gear TechnologyDocument52 paginiGear TechnologyJithinÎncă nu există evaluări
- 9959971000172R4 - Hollow ShaftDocument1 pagină9959971000172R4 - Hollow ShaftJithinÎncă nu există evaluări
- Bolt PDFDocument1 paginăBolt PDFJithinÎncă nu există evaluări
- Fish Recipes Cookbook 1952Document40 paginiFish Recipes Cookbook 1952JithinÎncă nu există evaluări
- Lama Chopa V10Document56 paginiLama Chopa V10Pema Rinchen100% (1)
- Fixture For Body Machining AssyDocument1 paginăFixture For Body Machining AssyJithinÎncă nu există evaluări
- Jewellery News and TrendsDocument2 paginiJewellery News and TrendsJithinÎncă nu există evaluări
- Fish Recipes Cookbook 1952Document40 paginiFish Recipes Cookbook 1952JithinÎncă nu există evaluări
- WO2004015355A2Document31 paginiWO2004015355A2JithinÎncă nu există evaluări
- The Teaching of Penmanship A Manual For TeachersDocument48 paginiThe Teaching of Penmanship A Manual For TeachersJithin100% (1)
- Space Claim 2011 SP0 ReleasenotesDocument39 paginiSpace Claim 2011 SP0 ReleasenotesJithinÎncă nu există evaluări
- ANSI B4.2 - 1978 Preferred Metric Limits and FitsDocument72 paginiANSI B4.2 - 1978 Preferred Metric Limits and FitsBo Sun100% (2)
- Jigs and Fixtures JoshiDocument252 paginiJigs and Fixtures JoshiVikram Govindarajan83% (6)
- CastingDocument9 paginiCastingapi-3810665Încă nu există evaluări
- Useful Workshop ToolsDocument56 paginiUseful Workshop ToolsJithin100% (6)
- ElectroplatingDocument31 paginiElectroplatingAndone Sanda100% (1)
- Guide To AmmunitionDocument30 paginiGuide To AmmunitionJithin100% (10)
- Sheldon Vernon Num0 MillDocument16 paginiSheldon Vernon Num0 MillJithinÎncă nu există evaluări
- Indramat MT - CNC - Ref - Rev - 10 - 97 PDFDocument354 paginiIndramat MT - CNC - Ref - Rev - 10 - 97 PDFCristopher Entena100% (1)
- Gujarat Technological UniversityDocument2 paginiGujarat Technological Universityfeyayel990Încă nu există evaluări
- Functions 840DDocument290 paginiFunctions 840DRogel Rios100% (2)
- Sap Etm - Fi PerspectiveDocument33 paginiSap Etm - Fi Perspectivemoorthykem100% (1)
- Sap ReportsDocument307 paginiSap ReportsRickÎncă nu există evaluări
- Chapter - 4B "Tool Management Activities" (TM Pillar) : Sr. No Page NoDocument20 paginiChapter - 4B "Tool Management Activities" (TM Pillar) : Sr. No Page NoNARENDER SINGHÎncă nu există evaluări
- BRO HyperMILL 2014 enDocument28 paginiBRO HyperMILL 2014 enPaul VeramendiÎncă nu există evaluări
- FBTSL 0108 enDocument183 paginiFBTSL 0108 enNhatQuangNguyenÎncă nu există evaluări
- Fanuc NCGuide PMC Simulation FunctionDocument121 paginiFanuc NCGuide PMC Simulation FunctionkenÎncă nu există evaluări
- DIN ISO Programming USer Manual 2010Document618 paginiDIN ISO Programming USer Manual 2010Reymondo BundocÎncă nu există evaluări
- 828D Basic T+User+ManualDocument44 pagini828D Basic T+User+ManualAZMI YAHAYAÎncă nu există evaluări
- Morbidelli M600 M800 - Ing - 3Document32 paginiMorbidelli M600 M800 - Ing - 3marco lopez perezÎncă nu există evaluări
- Achieving Maximum Production Efficiency: by Jim Mossop Fette Compacting America, IncDocument61 paginiAchieving Maximum Production Efficiency: by Jim Mossop Fette Compacting America, IncVu Thieu TuanÎncă nu există evaluări
- Fanuc RetraceDocument14 paginiFanuc RetracemarkoskitpÎncă nu există evaluări
- ZOLLER Brochure OverviewDocument11 paginiZOLLER Brochure Overviewjunjie 422Încă nu există evaluări
- A-13-03144 - WIDIA - Advances 2014 - EN - Metric PDFDocument421 paginiA-13-03144 - WIDIA - Advances 2014 - EN - Metric PDFOvidiu ChertesÎncă nu există evaluări
- NCSIMUL DNC Machine Status MonitoringDocument2 paginiNCSIMUL DNC Machine Status Monitoringluli pejaÎncă nu există evaluări
- User's Manual HEIDENHAIN Conversational Format ITNC 530Document747 paginiUser's Manual HEIDENHAIN Conversational Format ITNC 530Mohamed Essam Mohamed100% (2)
- Vericut Brochure 70Document16 paginiVericut Brochure 70sivakumarsambandamÎncă nu există evaluări
- Rfid 184259 Rfid CatalogDocument228 paginiRfid 184259 Rfid CatalogBalluff SensorsÎncă nu există evaluări
- Director of Engineering or Engineering Manager or Director of OpDocument2 paginiDirector of Engineering or Engineering Manager or Director of Opapi-78424932Încă nu există evaluări
- ETM - Config GuideDocument17 paginiETM - Config Guideoksbalveen0% (1)
- Automation Solutions.: #SmartautomationDocument48 paginiAutomation Solutions.: #SmartautomationpietroÎncă nu există evaluări
- Flexible Manufacturing SystemDocument45 paginiFlexible Manufacturing Systemmrblue_ksaÎncă nu există evaluări
- Toc Doconcd Sinumerik v4.7sp4Document4 paginiToc Doconcd Sinumerik v4.7sp4Sanjeev JangraÎncă nu există evaluări
- Tool Presetting Machine ZollerDocument8 paginiTool Presetting Machine Zollerped1cocÎncă nu există evaluări
- Cellro Corporate ENGDocument19 paginiCellro Corporate ENGskidamdnevno100% (1)
- Panelsaw CADmatic EDocument15 paginiPanelsaw CADmatic EDaniel Mazón ToledoÎncă nu există evaluări
- NPO Reorg IndoDocument21 paginiNPO Reorg IndoAnonymous g8YR8b9Încă nu există evaluări
- Heidenhain TNC 640Document24 paginiHeidenhain TNC 640WalkerMachineryÎncă nu există evaluări