S-ar putea să vă placă și
- Tema 9.2 - Diseño de Equipos A Presión SoldadosDocument28 paginiTema 9.2 - Diseño de Equipos A Presión SoldadosAbel Valderrama PerezÎncă nu există evaluări
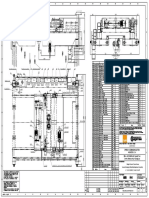
- MMP01 Det Mec 0220 001Document1 paginăMMP01 Det Mec 0220 001Abel Valderrama PerezÎncă nu există evaluări
- Plano de Estructuras K-Nelson Rev F.Document7 paginiPlano de Estructuras K-Nelson Rev F.Abel Valderrama PerezÎncă nu există evaluări
- 1 2 Agua y Fluidos Newtonianos C1 PDFDocument32 pagini1 2 Agua y Fluidos Newtonianos C1 PDFJose CorbachoÎncă nu există evaluări
- Iwe - Tema 2.7. Rev0 - DefDocument28 paginiIwe - Tema 2.7. Rev0 - DefAbel Valderrama PerezÎncă nu există evaluări
- 1.2. Agua y Fluidos Newtonianos - C2Document67 pagini1.2. Agua y Fluidos Newtonianos - C2Abel Valderrama PerezÎncă nu există evaluări
- Inspección RadiográficaDocument30 paginiInspección RadiográficaAbel Valderrama PerezÎncă nu există evaluări
- 1.2. Seguridad e Higiene Ingesold 2015Document26 pagini1.2. Seguridad e Higiene Ingesold 2015Abel Valderrama PerezÎncă nu există evaluări
- Fabricación de Alambres Mig MagDocument32 paginiFabricación de Alambres Mig MagAbel Valderrama PerezÎncă nu există evaluări
- CumminsDocument38 paginiCumminsAbel Valderrama Perez100% (2)
- Modulo 1Document1 paginăModulo 1Abel Valderrama PerezÎncă nu există evaluări
- Plano de Puente GruaDocument1 paginăPlano de Puente GruaAbel Valderrama PerezÎncă nu există evaluări
- Fabricación de Alambres Mig MagDocument32 paginiFabricación de Alambres Mig MagAbel Valderrama PerezÎncă nu există evaluări
- MitsubishiDocument14 paginiMitsubishiAbel Valderrama PerezÎncă nu există evaluări
- Plano Puente GruaDocument1 paginăPlano Puente GruaAbel Valderrama PerezÎncă nu există evaluări
- Asme Ix - Parte 4Document27 paginiAsme Ix - Parte 4Abel Valderrama PerezÎncă nu există evaluări
- ASME IX - Parte 2Document36 paginiASME IX - Parte 2Abel Valderrama Perez0% (1)
- Piping Supports2Document82 paginiPiping Supports2Abel Valderrama Perez100% (3)
- 1.2 MaterialesDocument146 pagini1.2 MaterialesAbel Valderrama PerezÎncă nu există evaluări
- 1.5 Tubería PRFVDocument7 pagini1.5 Tubería PRFVAbel Valderrama PerezÎncă nu există evaluări
- Puente Grúa GeneralDocument9 paginiPuente Grúa GeneralAbel Valderrama PerezÎncă nu există evaluări
- Planos de PuenteDocument1 paginăPlanos de PuenteAbel Valderrama PerezÎncă nu există evaluări
- Protocolo de Prueba de Carga Del Puente GrúaDocument6 paginiProtocolo de Prueba de Carga Del Puente GrúaAbel Valderrama PerezÎncă nu există evaluări
- TEMA 2.2 - NormativaDocument22 paginiTEMA 2.2 - NormativaAbel Valderrama PerezÎncă nu există evaluări
- Memoria Calculo Estructural LlavesPeruanas2012 Parte2Document32 paginiMemoria Calculo Estructural LlavesPeruanas2012 Parte2Ingenieros CivilesÎncă nu există evaluări
- Control de Calidad PDFDocument29 paginiControl de Calidad PDFElias VillafuerteÎncă nu există evaluări
- Plano de Puente GruaDocument1 paginăPlano de Puente GruaAbel Valderrama PerezÎncă nu există evaluări
- Planos de Puente GruaDocument1 paginăPlanos de Puente GruaAbel Valderrama PerezÎncă nu există evaluări
- Planos de Puente GruaDocument1 paginăPlanos de Puente GruaAbel Valderrama PerezÎncă nu există evaluări
- Semana3 Act 3Document4 paginiSemana3 Act 3Ivan AlvaradoÎncă nu există evaluări
- Taller 4 Dayana CaballeroDocument6 paginiTaller 4 Dayana CaballeroWilson RinconÎncă nu există evaluări
- Brochure Jetstream 41Document17 paginiBrochure Jetstream 41Gustavo RodriguezÎncă nu există evaluări
- Capitulo 7 - Tecnologias de Manufactura y ServiciosDocument26 paginiCapitulo 7 - Tecnologias de Manufactura y ServiciosebustosfÎncă nu există evaluări
- SuturasDocument55 paginiSuturasJhonatan Arauco100% (1)
- Tarea 6Document4 paginiTarea 6Jose OrozcoÎncă nu există evaluări
- 6.4. Taller Aplicativoen Clase Metodo de CostoDocument3 pagini6.4. Taller Aplicativoen Clase Metodo de CostoLeidy LópezÎncă nu există evaluări
- Actividad Final Administracion de FarmaciaDocument5 paginiActividad Final Administracion de Farmaciaeliana montagut100% (1)
- Documento de Finanzas Ii PDFDocument138 paginiDocumento de Finanzas Ii PDFAndres BonillaÎncă nu există evaluări
- Proyecto EdiDocument4 paginiProyecto EdiNatalia HoyosÎncă nu există evaluări
- Last U1 EaDocument5 paginiLast U1 EaJuanCarlosGonzalezÎncă nu există evaluări
- El Petróleo Ha Sido Desde Comienzos Del Siglo XX Hasta El PresenteDocument4 paginiEl Petróleo Ha Sido Desde Comienzos Del Siglo XX Hasta El PresenteraizocrilÎncă nu există evaluări
- Requerimiento de Información ORIENTAL y CANTAPEZ - 20-05-17 PDFDocument4 paginiRequerimiento de Información ORIENTAL y CANTAPEZ - 20-05-17 PDFJorgeÎncă nu există evaluări
- La Guia MetAs 11 01 Colorimetria - Tequila PDFDocument10 paginiLa Guia MetAs 11 01 Colorimetria - Tequila PDFRicardo DavidÎncă nu există evaluări
- Tour Alta Verapaz - Las Conchas y Cuevas de Setzol Nov 2016Document5 paginiTour Alta Verapaz - Las Conchas y Cuevas de Setzol Nov 2016Fun tours GuatemalaÎncă nu există evaluări
- Modelos Estados Financieros - NIIF FULLDocument47 paginiModelos Estados Financieros - NIIF FULLsolojesussolojesusÎncă nu există evaluări
- Matriz de Evaluacion de Seleccion de La Empresa VirtualDocument4 paginiMatriz de Evaluacion de Seleccion de La Empresa VirtualHarolCortesÎncă nu există evaluări
- Manual de Power Point 2010Document13 paginiManual de Power Point 2010Jose ManuelÎncă nu există evaluări
- Comparador de LaptopsDocument3 paginiComparador de LaptopsGiovanni PamparanaÎncă nu există evaluări
- Indicador AROPEDocument3 paginiIndicador AROPELaura LeonÎncă nu există evaluări
- Diapositivas FinalesDocument51 paginiDiapositivas Finalesarturo llata castroÎncă nu există evaluări
- El Hijo Del Rey de Erin Y El Rey de Los SilfosDocument11 paginiEl Hijo Del Rey de Erin Y El Rey de Los SilfosAlex PerezÎncă nu există evaluări
- Unidad 3 - Evaluación Económica PDFDocument92 paginiUnidad 3 - Evaluación Económica PDFBetsyÎncă nu există evaluări
- Pavimentos UrbanosDocument24 paginiPavimentos UrbanosWalther Joule Huancas100% (1)
- Examen Final - Semana 8 - Inv - Primer Bloque-Introduccion A La Economia - (Grupo1)Document13 paginiExamen Final - Semana 8 - Inv - Primer Bloque-Introduccion A La Economia - (Grupo1)Katerin cardenasÎncă nu există evaluări
- Ejecucion de La AuditoriaDocument11 paginiEjecucion de La AuditoriaAlexandra CaizaluisaÎncă nu există evaluări
- Informe de Gestion Contable AbrilDocument9 paginiInforme de Gestion Contable AbrilWilgen agamezÎncă nu există evaluări
- Informe Inta Marcos JuárezDocument9 paginiInforme Inta Marcos JuárezFavio ReÎncă nu există evaluări
- Etapa 2 Historia Del SeguroDocument5 paginiEtapa 2 Historia Del SeguroXndreiitx FlorezzÎncă nu există evaluări
- Manual Compresor Aire LC2550BDocument5 paginiManual Compresor Aire LC2550BBrayanÎncă nu există evaluări