S-ar putea să vă placă și
- Hydropneumatic TestDocument2 paginiHydropneumatic Testremaya KCÎncă nu există evaluări
- PPCO FlushingCentrifugalPumpDocument6 paginiPPCO FlushingCentrifugalPumprizky efrinaldoÎncă nu există evaluări
- Proper Piping For Vacuum SystemsDocument5 paginiProper Piping For Vacuum SystemsDowni Oader100% (1)
- API Plans That I Use.: Hot Water ApplicationsDocument7 paginiAPI Plans That I Use.: Hot Water ApplicationsSudip SardarÎncă nu există evaluări
- ACME AHX Water-Cooled Condenser - 06.10 PDFDocument3 paginiACME AHX Water-Cooled Condenser - 06.10 PDFhappale2002Încă nu există evaluări
- Seal Plans That I UseDocument9 paginiSeal Plans That I Usedhanu_aquaÎncă nu există evaluări
- DesuperheatersDocument6 paginiDesuperheaterskparthypan100% (1)
- What Shall Be Done Before Performing Hot TappingDocument3 paginiWhat Shall Be Done Before Performing Hot TappingHein Htet MaungÎncă nu există evaluări
- Api 23Document3 paginiApi 23sapu11jagat5855Încă nu există evaluări
- Design Guidelines For A Successful Steam Desuperheater InstallationDocument6 paginiDesign Guidelines For A Successful Steam Desuperheater Installation련서긔Încă nu există evaluări
- Steam BlowingDocument6 paginiSteam BlowingS V NAGESHÎncă nu există evaluări
- Graham - Proper Piping For Vacuum SystemDocument5 paginiGraham - Proper Piping For Vacuum SystemAnonymous DJrec2Încă nu există evaluări
- Presentation TemplateDocument18 paginiPresentation Templatesaibabu sai100% (1)
- Fis128 en AqDocument12 paginiFis128 en Aqjerin samÎncă nu există evaluări
- Pump Test Pit DesignDocument8 paginiPump Test Pit DesignpostboxsgÎncă nu există evaluări
- Good Practices in Tray DesignDocument7 paginiGood Practices in Tray Designmehul10941100% (2)
- Pressure Testing in Main PipelineDocument7 paginiPressure Testing in Main PipelineChintamani KuralkarÎncă nu există evaluări
- Rotary EvaporatorDocument3 paginiRotary EvaporatorAltaf Ur RehmanÎncă nu există evaluări
- Diverter Drilling System For Well Control Full GuideDocument19 paginiDiverter Drilling System For Well Control Full GuiderahulÎncă nu există evaluări
- Self Priming Pumps IssuesDocument5 paginiSelf Priming Pumps IssuesratheeshÎncă nu există evaluări
- GAS LIFT TROUBLESHOOTING GUIDE Oilproduction PDFDocument20 paginiGAS LIFT TROUBLESHOOTING GUIDE Oilproduction PDFSteve MarfissiÎncă nu există evaluări
- Deaerator MDT SeriesDocument9 paginiDeaerator MDT Seriesz3kh4Încă nu există evaluări
- So If: Recommendations For The Installation, Fabrication, Testing and Cleaning of Air, Gas or Steam PipingDocument1 paginăSo If: Recommendations For The Installation, Fabrication, Testing and Cleaning of Air, Gas or Steam PipingKarim MohamedÎncă nu există evaluări
- Solutions For Reservoir DesignDocument7 paginiSolutions For Reservoir DesignSympatyagaÎncă nu există evaluări
- DistillationDocument8 paginiDistillationRaz MahariÎncă nu există evaluări
- 62 enDocument6 pagini62 enshaonaaÎncă nu există evaluări
- Medical Gas System - Installer Orientation NotesDocument8 paginiMedical Gas System - Installer Orientation NoteszampacaanasÎncă nu există evaluări
- Hot Tapping PDFDocument32 paginiHot Tapping PDFSreenivas Kamachi Chettiar100% (1)
- Hot TappingDocument2 paginiHot TappingParag ChandankhedeÎncă nu există evaluări
- Steam Jet Spindle Operated ThermocompressorDocument3 paginiSteam Jet Spindle Operated ThermocompressorjfejfeÎncă nu există evaluări
- CavitationDocument5 paginiCavitationmetropumpsÎncă nu există evaluări
- Hgpi 2015 ReportDocument33 paginiHgpi 2015 ReportFahim KazmiÎncă nu există evaluări
- TestingDocument3 paginiTestingDavid NavarreteÎncă nu există evaluări
- Fluid Power Design Data SheetDocument2 paginiFluid Power Design Data SheetMayuresh MahajanÎncă nu există evaluări
- TD Vs IB TrapDocument5 paginiTD Vs IB TrapKailas NimbalkarÎncă nu există evaluări
- Guideline On Installation of ThermowellDocument7 paginiGuideline On Installation of Thermowell이가람Încă nu există evaluări
- Tank Arrangement: 1. Active SystemDocument5 paginiTank Arrangement: 1. Active SystemRakefsÎncă nu există evaluări
- Boiler MaintenanceDocument5 paginiBoiler MaintenanceDevidutta PandaÎncă nu există evaluări
- ECM Steam Short NotesDocument15 paginiECM Steam Short NotesVinay PanditÎncă nu există evaluări
- Troubleshoot in Heat Exchangers HP 1996Document5 paginiTroubleshoot in Heat Exchangers HP 1996piolinwalls100% (1)
- Thermowell InstallationDocument8 paginiThermowell Installationprasoon_eilÎncă nu există evaluări
- Vacuumpump TroubleshootingDocument5 paginiVacuumpump TroubleshootingKelly RobertsÎncă nu există evaluări
- Boiler Pot On Service After MaintenanceDocument12 paginiBoiler Pot On Service After MaintenanceNatane AlvesÎncă nu există evaluări
- SPE 167228 A New Coring Technology To Quantify Hydrocarbon Content and SaturationDocument4 paginiSPE 167228 A New Coring Technology To Quantify Hydrocarbon Content and Saturationartemisa 97Încă nu există evaluări
- HRST Boiler Biz - Volume 15 Issue 1 - 2014Document8 paginiHRST Boiler Biz - Volume 15 Issue 1 - 2014IlkuÎncă nu există evaluări
- Operation LNG TankDocument4 paginiOperation LNG TankpramodtryÎncă nu există evaluări
- Best Practices For Condensate Removal On Steam Lines - TLVDocument5 paginiBest Practices For Condensate Removal On Steam Lines - TLVMONAÎncă nu există evaluări
- Section 1.4 - Processing Control EquipmentDocument35 paginiSection 1.4 - Processing Control EquipmentLakshman Kumar JulapalliÎncă nu există evaluări
- Bringing A Boiler On-Line From Cold AR PWIR KS - V3 170816Document5 paginiBringing A Boiler On-Line From Cold AR PWIR KS - V3 170816cadhoaÎncă nu există evaluări
- Condenser - Valuable Book PDFDocument6 paginiCondenser - Valuable Book PDFRajesh OwaiyarÎncă nu există evaluări
- Properly Employ Overhead Condensers For Vacuum ColumnsDocument8 paginiProperly Employ Overhead Condensers For Vacuum ColumnsmrtiemannÎncă nu există evaluări
- 308 HRSG 2Document5 pagini308 HRSG 2Eduardo Sarria SuazoÎncă nu există evaluări
- Operation and Maintenance of Boilers: Prepared byDocument22 paginiOperation and Maintenance of Boilers: Prepared byZAHID HUSSAIN100% (1)
- Well Control - Combined Stripping and Volumetric MethodDocument3 paginiWell Control - Combined Stripping and Volumetric MethodAbdul Hameed Omar100% (1)
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoDe la EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoEvaluare: 4 din 5 stele4/5 (2)
- Simple Plumbing Repairs for the Home and FarmsteadDe la EverandSimple Plumbing Repairs for the Home and FarmsteadÎncă nu există evaluări
- Oil and Gas Artificial Fluid Lifting TechniquesDe la EverandOil and Gas Artificial Fluid Lifting TechniquesEvaluare: 5 din 5 stele5/5 (1)
- Practical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentDe la EverandPractical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentÎncă nu există evaluări
- 10 Three Phase SystemDocument33 pagini10 Three Phase SystemtheritzÎncă nu există evaluări
- Hydraulic Oil DescriptionDocument4 paginiHydraulic Oil DescriptionSeindahNyaÎncă nu există evaluări
- 2 Biogas Burner CommissioningDocument1 pagină2 Biogas Burner CommissioningSeindahNyaÎncă nu există evaluări
- Bulletin2005 03abs02Document1 paginăBulletin2005 03abs02SeindahNyaÎncă nu există evaluări
- Coax Cable Theory and ApplicationDocument8 paginiCoax Cable Theory and ApplicationSeindahNyaÎncă nu există evaluări
- Using A Psychrometric Chart Is Quite Easy If You Know The Properties of Air2Document14 paginiUsing A Psychrometric Chart Is Quite Easy If You Know The Properties of Air2SeindahNyaÎncă nu există evaluări
- Talk On Overview of Ms1462-2012 Cidb Seminar 01-03-16Document64 paginiTalk On Overview of Ms1462-2012 Cidb Seminar 01-03-16SeindahNya100% (1)
- Senarai Program Ditawarkan Semester II Sesi 2012 2013Document12 paginiSenarai Program Ditawarkan Semester II Sesi 2012 2013SeindahNyaÎncă nu există evaluări
- ICE Akta1Document40 paginiICE Akta1SeindahNyaÎncă nu există evaluări
- Power Management For Industrial PlantsDocument35 paginiPower Management For Industrial PlantsSeindahNya100% (1)
- CV Prof JailaniDocument60 paginiCV Prof JailaniSeindahNyaÎncă nu există evaluări
- Steam Trap - DrawingDocument17 paginiSteam Trap - DrawingSeindahNya100% (1)
- CV DR - OthmanDocument6 paginiCV DR - OthmanSeindahNyaÎncă nu există evaluări
- Gaji ds51Document1 paginăGaji ds51SeindahNyaÎncă nu există evaluări
- Type of AccidentsIDocument3 paginiType of AccidentsISeindahNyaÎncă nu există evaluări
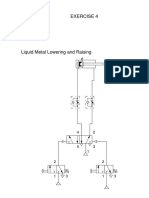
- Liquid Metal Lowering and Raising: Exercise 4Document1 paginăLiquid Metal Lowering and Raising: Exercise 4SeindahNyaÎncă nu există evaluări
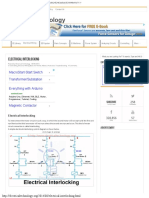
- Electrical InterlockingDocument2 paginiElectrical InterlockingSeindahNya100% (2)
- Journal Impact FactorDocument2 paginiJournal Impact FactorSeindahNyaÎncă nu există evaluări
- Capacity in KVARDocument2 paginiCapacity in KVARSeindahNyaÎncă nu există evaluări
- The Desflurane (Tec 6) Vaporizer: Design, Design Considerations and Performance EvaluationDocument6 paginiThe Desflurane (Tec 6) Vaporizer: Design, Design Considerations and Performance EvaluationAteeq Ul rehmanÎncă nu există evaluări
- Ace3 0620.06 GB PDFDocument12 paginiAce3 0620.06 GB PDFduhgrandoÎncă nu există evaluări
- Robinsons Land Corporation: Schedule of LoadsDocument1 paginăRobinsons Land Corporation: Schedule of LoadsRon Carlo HernandezÎncă nu există evaluări
- Booster Basics PresentationDocument49 paginiBooster Basics PresentationbinhjukiÎncă nu există evaluări
- Constant Hanger and SupportDocument3 paginiConstant Hanger and Supportivan jhonatanÎncă nu există evaluări
- Preturi Panouri FotovoltaiceDocument106 paginiPreturi Panouri FotovoltaiceramonadoniciÎncă nu există evaluări
- Fly The Maddog X Operations Manual Volume 1Document134 paginiFly The Maddog X Operations Manual Volume 1midas33100% (2)
- How To Adjust Rough Idle and Camshaft Timing On VW and Audi TDI Pumpe Duse EngineDocument5 paginiHow To Adjust Rough Idle and Camshaft Timing On VW and Audi TDI Pumpe Duse EngineALP1981100% (2)
- F3 9000 EngDocument7 paginiF3 9000 Engjohn_kyrÎncă nu există evaluări
- NCP1653, NCP1653A Compact, Fixed-Frequency, Continuous Conduction Mode PFC ControllerDocument21 paginiNCP1653, NCP1653A Compact, Fixed-Frequency, Continuous Conduction Mode PFC ControllerEfrén GonzálezÎncă nu există evaluări
- Leroy Somer D510C AVRDocument54 paginiLeroy Somer D510C AVRabuzer1981Încă nu există evaluări
- Pump BasicsDocument118 paginiPump BasicsVinod GuptaÎncă nu există evaluări
- The Effect of Environmental CoDocument20 paginiThe Effect of Environmental CoTABAH RIZKIÎncă nu există evaluări
- Sneak WireDocument36 paginiSneak WireMeraSultanÎncă nu există evaluări
- In and Ex System DescDocument5 paginiIn and Ex System DescAli KuncoroÎncă nu există evaluări
- Cracking in Fire Tube BoilersDocument8 paginiCracking in Fire Tube BoilersRui AlexandreÎncă nu există evaluări
- Data Sheet 6ES7231-4HF32-0XB0: General InformationDocument3 paginiData Sheet 6ES7231-4HF32-0XB0: General InformationRoberto cafeÎncă nu există evaluări
- Africa's Youth Can Save The WorldDocument21 paginiAfrica's Youth Can Save The WorldThe Wilson CenterÎncă nu există evaluări
- 1 TransformerDocument3 pagini1 TransformerSyed Noman AhmedÎncă nu există evaluări
- CAPE Chemistry 2009 U1 P1 PDFDocument12 paginiCAPE Chemistry 2009 U1 P1 PDFIsmadth2918388Încă nu există evaluări
- Heat Conduction Differential Equation of Heat Conduction: Rbitrarily SolidDocument31 paginiHeat Conduction Differential Equation of Heat Conduction: Rbitrarily SolidJoshua StrykrÎncă nu există evaluări
- RBK-1 Details For Relay SettingDocument3 paginiRBK-1 Details For Relay SettingWinny MathewÎncă nu există evaluări
- E1 2 Example String NotesDocument1 paginăE1 2 Example String NotesSAEL SOLARÎncă nu există evaluări
- Chp15notes Part 2Document32 paginiChp15notes Part 2api-255402590Încă nu există evaluări
- 2013 Tuli Kivi CatalogDocument34 pagini2013 Tuli Kivi Catalogمحمدحنيدق محمد غنيمÎncă nu există evaluări
- BatteryDocument3 paginiBatteryrtcaluyaÎncă nu există evaluări
- VolvoDocument38 paginiVolvoMarculescu Nicolae CatalinÎncă nu există evaluări
- Varianta Test Competenta Mai 2009Document5 paginiVarianta Test Competenta Mai 2009Florina LepadatuÎncă nu există evaluări
- Dmart Supply Chain Management 0 Inventory Management ModuleDocument13 paginiDmart Supply Chain Management 0 Inventory Management Moduleaarushisoral1Încă nu există evaluări