S-ar putea să vă placă și
- FRP Flange DesignDocument29 paginiFRP Flange DesignSubhadip RoyÎncă nu există evaluări
- Gaseous Oxygen SystemsDocument30 paginiGaseous Oxygen SystemsJacob Philip100% (1)
- Piping - Spec - 요약본 Rev1Document3 paginiPiping - Spec - 요약본 Rev1vangie3339515Încă nu există evaluări
- Safety in High Pressure Oxygen Systems PDFDocument8 paginiSafety in High Pressure Oxygen Systems PDFAnonymous 1XHScfCIÎncă nu există evaluări
- Piping Class Spec - C251Document10 paginiPiping Class Spec - C251irfan martin sÎncă nu există evaluări
- Astm G63Document26 paginiAstm G63AL DOMAÎncă nu există evaluări
- API 6D Errata 10 UpdateDocument1 paginăAPI 6D Errata 10 UpdateANANDÎncă nu există evaluări
- STD PIP VEDV1003 2012 Document Requirements For Vessels Div 1 & 2Document35 paginiSTD PIP VEDV1003 2012 Document Requirements For Vessels Div 1 & 2Nikunj KÎncă nu există evaluări
- Jord Y-Type Strainer DatasheetDocument1 paginăJord Y-Type Strainer DatasheetSpoonful BurnsideÎncă nu există evaluări
- Static MixersDocument11 paginiStatic MixersAyad Ali100% (1)
- Flame ArresterDocument2 paginiFlame ArresterAariz KhanÎncă nu există evaluări
- ClydeBergemannSootblowers PrinceGeorge06Document36 paginiClydeBergemannSootblowers PrinceGeorge06Arun YogaÎncă nu există evaluări
- Truck Loading Arms (D 32)Document7 paginiTruck Loading Arms (D 32)Elias EliasÎncă nu există evaluări
- 61 PDFDocument46 pagini61 PDFashishpearlÎncă nu există evaluări
- Burst PR Calculation PDFDocument1 paginăBurst PR Calculation PDFAranga KeerthiÎncă nu există evaluări
- Leser EngineeringDocument441 paginiLeser EngineeringEmamokeÎncă nu există evaluări
- SCR Mean - Metal - Temps For Heat Exchanger TubeDocument2 paginiSCR Mean - Metal - Temps For Heat Exchanger TubescranderiÎncă nu există evaluări
- PV QCDocument1 paginăPV QCrameshqcÎncă nu există evaluări
- Heat Exchanger Anti-VibrationDocument6 paginiHeat Exchanger Anti-VibrationAnonymous v5uipH100% (1)
- AHLSTAR E Centerline Supported End Suction Single Stage Centrifugal PumpsDocument6 paginiAHLSTAR E Centerline Supported End Suction Single Stage Centrifugal PumpsAnonymous PsMDskÎncă nu există evaluări
- NFPA 68 2012 Revised 20130122 1Document95 paginiNFPA 68 2012 Revised 20130122 1xjaf01Încă nu există evaluări
- Blakeborough X-Stream Brochure PWDocument12 paginiBlakeborough X-Stream Brochure PWAnderson SiqueiraÎncă nu există evaluări
- Specification for Titanium-Stabilized Carbon Steel ForgingsDocument5 paginiSpecification for Titanium-Stabilized Carbon Steel Forgingslucecita1902Încă nu există evaluări
- Garlock - Gasket Dimensions - Catalog - Segun ASME Y DINDocument24 paginiGarlock - Gasket Dimensions - Catalog - Segun ASME Y DINkevin15vhÎncă nu există evaluări
- Updating The Rules For Pipe SizingDocument5 paginiUpdating The Rules For Pipe SizingBehroozRaadÎncă nu există evaluări
- Flame ArresterDocument16 paginiFlame Arresteriran1362Încă nu există evaluări
- Ote Outotec Edmeston SX Sulphuric Acid Steel Eng WDocument2 paginiOte Outotec Edmeston SX Sulphuric Acid Steel Eng WacckypenrynÎncă nu există evaluări
- 2.25 - Liquid Ring Vacuum PumpDocument4 pagini2.25 - Liquid Ring Vacuum PumpEsther Stevens100% (1)
- 34510193Document4 pagini34510193gutmontÎncă nu există evaluări
- Reinforcement Pad CalculationDocument5 paginiReinforcement Pad Calculationsada siva100% (1)
- SLR Strainer Data Sheet PDFDocument7 paginiSLR Strainer Data Sheet PDFKailas NimbalkarÎncă nu există evaluări
- Pipe Support Design SoftwareDocument61 paginiPipe Support Design Softwaremuhammad0umar-4Încă nu există evaluări
- BAM Certification For Oxygen ServiceDocument1 paginăBAM Certification For Oxygen Servicebaishakhi1Încă nu există evaluări
- ccc10-1 2018 222Document10 paginiccc10-1 2018 222Efari BahcevanÎncă nu există evaluări
- EGE15B5Document56 paginiEGE15B5Jhonny Rafael Blanco CauraÎncă nu există evaluări
- PIP pnsc0035 Steam Tracing SpecificationDocument57 paginiPIP pnsc0035 Steam Tracing Specificationsenthilkumar rangaraj100% (1)
- Piping Class SpecificationDocument6 paginiPiping Class Specificationcitra puspita sariÎncă nu există evaluări
- Astm F952 12Document6 paginiAstm F952 12Yasir NASSERALLAHÎncă nu există evaluări
- Unit Operations Thumb RulesDocument9 paginiUnit Operations Thumb RuleshibhavuÎncă nu există evaluări
- TN10 Critical Line List SampleDocument2 paginiTN10 Critical Line List Sampleyulianus_srÎncă nu există evaluări
- Flans Chen Prospekt EngDocument2 paginiFlans Chen Prospekt Englorenzinho290Încă nu există evaluări
- Asme Viii d1 Ma Appendix 28Document3 paginiAsme Viii d1 Ma Appendix 28Chihiya Fitria NurhayatiÎncă nu există evaluări
- Selection of Gasket MaterialsDocument6 paginiSelection of Gasket MaterialsswatkoolÎncă nu există evaluări
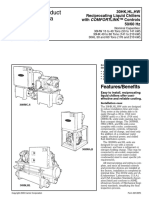
- 30HK IomDocument52 pagini30HK Iomahmad haziq husnin100% (1)
- ASME Code and Rupture Discs Requirements-FikeDocument4 paginiASME Code and Rupture Discs Requirements-FikeMaha Wasif Khan100% (1)
- Htri B51GUHXEReport PDFDocument42 paginiHtri B51GUHXEReport PDFjesus_manrique2753Încă nu există evaluări
- Guidance on Engineering Method Separator DesignDocument55 paginiGuidance on Engineering Method Separator DesignLeonard AlvinÎncă nu există evaluări
- Saes-A-207 (2018)Document20 paginiSaes-A-207 (2018)Arjun RawatÎncă nu există evaluări
- GIS 46-010-New Pressure VesselsDocument87 paginiGIS 46-010-New Pressure VesselsPippo Pippo100% (1)
- Design of Fluid Systems PDFDocument66 paginiDesign of Fluid Systems PDFVirendra KumarÎncă nu există evaluări
- Adiabatic Compression of OxygenDocument242 paginiAdiabatic Compression of OxygensekharsamyÎncă nu există evaluări
- NORSOK Standard Piping Details L-CR-003Document41 paginiNORSOK Standard Piping Details L-CR-003Thiên KhánhÎncă nu există evaluări
- Pip PNSM0105Document6 paginiPip PNSM0105romerobernaÎncă nu există evaluări
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7De la EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Încă nu există evaluări
- Contamination Control in the Natural Gas IndustryDe la EverandContamination Control in the Natural Gas IndustryÎncă nu există evaluări
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86De la EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Încă nu există evaluări
- Handbook for Transversely Finned Tube Heat Exchanger DesignDe la EverandHandbook for Transversely Finned Tube Heat Exchanger DesignÎncă nu există evaluări
- On The Vacuum Brazing of Stainless Steel With Copper and Its AlloysDocument4 paginiOn The Vacuum Brazing of Stainless Steel With Copper and Its AlloysvkmsÎncă nu există evaluări
- Materials For Oxygen ServicesDocument4 paginiMaterials For Oxygen Services陳文鴻Încă nu există evaluări
- En 006Document30 paginiEn 006Cristian TorrezÎncă nu există evaluări
- Flow ParametersDocument34 paginiFlow Parametersvignesh varmaÎncă nu există evaluări
- Factor ExpansibilidadDocument10 paginiFactor ExpansibilidadAna Silva MarambioÎncă nu există evaluări
- THE THE: Notes Meter Factor ForDocument19 paginiTHE THE: Notes Meter Factor Forjgarcia388Încă nu există evaluări
- Contol Valves v3-31Document163 paginiContol Valves v3-31c_pythonÎncă nu există evaluări
- Poppele Thesis Njit Etd1958 001Document115 paginiPoppele Thesis Njit Etd1958 001c_pythonÎncă nu există evaluări
- NASA NSS 1740-15 - Safety STD O2 and O2 SystemsDocument116 paginiNASA NSS 1740-15 - Safety STD O2 and O2 SystemsNXVNÎncă nu există evaluări
- NASA NSS 1740-15 - Safety STD O2 and O2 SystemsDocument116 paginiNASA NSS 1740-15 - Safety STD O2 and O2 SystemsNXVNÎncă nu există evaluări
- American Wire GaugeDocument6 paginiAmerican Wire Gaugec_pythonÎncă nu există evaluări
- Poppele Thesis Njit Etd1958 001Document115 paginiPoppele Thesis Njit Etd1958 001c_pythonÎncă nu există evaluări
- WangDocument8 paginiWangc_pythonÎncă nu există evaluări
- Reaction Kinetics ExplainedDocument31 paginiReaction Kinetics ExplainedchweetomahiÎncă nu există evaluări
- Acoustically Induced Vibration in Piping - TutorialDocument13 paginiAcoustically Induced Vibration in Piping - TutorialJose PradoÎncă nu există evaluări
- Dynamic Architecture Journal ArticleDocument11 paginiDynamic Architecture Journal Articlesakshi soniÎncă nu există evaluări
- BTS3900 GSM Site Maintenance Terminal User Guide - (V300R008 - 06)Document160 paginiBTS3900 GSM Site Maintenance Terminal User Guide - (V300R008 - 06)engrvinzzÎncă nu există evaluări
- Tiny House MovementDocument51 paginiTiny House MovementAngelique Lucille PumanesÎncă nu există evaluări
- STG SiemensDocument2 paginiSTG SiemensjoncperezÎncă nu există evaluări
- Dust Collection System Explosion Hazards and ProtectionDocument8 paginiDust Collection System Explosion Hazards and ProtectionsguariniÎncă nu există evaluări
- VAS5054ADocument3 paginiVAS5054AKarim ElmahrokyÎncă nu există evaluări
- Daily Site Progress Report 43443status of - 409dd-Mmm-Yy Report # 00105Document8 paginiDaily Site Progress Report 43443status of - 409dd-Mmm-Yy Report # 00105nemalipalli007Încă nu există evaluări
- JNTU Previous Paper Questions ThermodynamicsDocument61 paginiJNTU Previous Paper Questions ThermodynamicsVishnu MudireddyÎncă nu există evaluări
- LG Power Supply Reference GuideDocument29 paginiLG Power Supply Reference GuideOrlando Jose PascuaÎncă nu există evaluări
- (CIDECT DG1) - Design Guide For Circular Hollow Section (CHS) Joints Under Predominantly Static LoadingDocument142 pagini(CIDECT DG1) - Design Guide For Circular Hollow Section (CHS) Joints Under Predominantly Static Loading_at_to_50% (2)
- Re 29037Document12 paginiRe 29037BorisÎncă nu există evaluări
- 743CBDocument16 pagini743CBTenza Zangetsu MaetÎncă nu există evaluări
- Series CH4200: Chemical Feed Equipment Floor-Mounted Gas DispenserDocument5 paginiSeries CH4200: Chemical Feed Equipment Floor-Mounted Gas DispenserCandra Tier'z100% (1)
- IWA SG Global TrendsDocument113 paginiIWA SG Global Trendsandik_yÎncă nu există evaluări
- SantuDocument1 paginăSantuSantu sevenÎncă nu există evaluări
- Et200s Im151 1 Standard Manual en-US en-USDocument66 paginiEt200s Im151 1 Standard Manual en-US en-USJesús Zacarías ZapataÎncă nu există evaluări
- Acer Aspire 4735z 4736z 4935z 4936z - COMPAL LA-5272P KALG1 - REV 0.1secDocument46 paginiAcer Aspire 4735z 4736z 4935z 4936z - COMPAL LA-5272P KALG1 - REV 0.1secIhsan Yusoff IhsanÎncă nu există evaluări
- Daftar Alat TSMDocument2 paginiDaftar Alat TSMagus ImawanÎncă nu există evaluări
- Beer and Johnston Detailed Table of ContentsDocument10 paginiBeer and Johnston Detailed Table of Contentsdhruv001Încă nu există evaluări
- Statement of PurposeDocument2 paginiStatement of PurposeAan DaisyÎncă nu există evaluări
- Jsa-Wif-9 Pulling CableDocument12 paginiJsa-Wif-9 Pulling CableY a n i. A h m e dÎncă nu există evaluări
- LG Catalog107Document40 paginiLG Catalog107mehdi abdianÎncă nu există evaluări
- Acceptance Test PlanDocument12 paginiAcceptance Test Planapi-3806986Încă nu există evaluări
- HypergraphDB: A Graph-Oriented DatabaseDocument20 paginiHypergraphDB: A Graph-Oriented DatabaseandresÎncă nu există evaluări
- Quantifying Life Safety Part II - Quantification of Fire Protection SystemsDocument6 paginiQuantifying Life Safety Part II - Quantification of Fire Protection SystemskusumawardatiÎncă nu există evaluări
- Part 07 Digital Modulations - EEE309Document13 paginiPart 07 Digital Modulations - EEE309elon muskÎncă nu există evaluări
- Soil Analysis Bitupan LastDocument25 paginiSoil Analysis Bitupan Lastbitupon boraÎncă nu există evaluări
- Estimate of Cycle Stand Extension Situated at Bhagat Singh College Jaora, Dist. RatlamDocument5 paginiEstimate of Cycle Stand Extension Situated at Bhagat Singh College Jaora, Dist. RatlamaasifahÎncă nu există evaluări
- Field Symbols:: Type AnyDocument3 paginiField Symbols:: Type AnyRajesh YadavÎncă nu există evaluări
- Sap InputDocument211 paginiSap InputdominscribdÎncă nu există evaluări