S-ar putea să vă placă și
- EPRI's Phosphate Continuum and Caustic Treatment GuidelineDocument59 paginiEPRI's Phosphate Continuum and Caustic Treatment GuidelineDian PiresÎncă nu există evaluări
- Brochure-KemGuard 2420 Fluorescent Tagged Scale Inhibitor-OGDocument4 paginiBrochure-KemGuard 2420 Fluorescent Tagged Scale Inhibitor-OGdimasfebriantoÎncă nu există evaluări
- Kurita Cetamine BrochureDocument2 paginiKurita Cetamine BrochureDanielWheelerÎncă nu există evaluări
- TR 108460Document242 paginiTR 108460mtaha85100% (1)
- Tds Kemira Cop 183 Emea enDocument1 paginăTds Kemira Cop 183 Emea enSteven CoultonÎncă nu există evaluări
- Anodamine HPFGDocument69 paginiAnodamine HPFGmasgrahaÎncă nu există evaluări
- Cycle Chemistry Guidelines For Fossil Plants: Phosphate Continuum and Caustic TreatmentDocument404 paginiCycle Chemistry Guidelines For Fossil Plants: Phosphate Continuum and Caustic TreatmentRahmat Martin PranataÎncă nu există evaluări
- Chemicals Zetag DATA Inverse Emulsions Zetag 8816 - 0410Document2 paginiChemicals Zetag DATA Inverse Emulsions Zetag 8816 - 0410PromagEnviro.comÎncă nu există evaluări
- Chemicals Zetag DATA Inverse Emulsions Zetag 8846 FS - 0410Document2 paginiChemicals Zetag DATA Inverse Emulsions Zetag 8846 FS - 0410PromagEnviro.comÎncă nu există evaluări
- PC 56 Biocide (Old)Document13 paginiPC 56 Biocide (Old)Hyun Jin YooÎncă nu există evaluări
- BGQYNDocument3 paginiBGQYNdalton2003Încă nu există evaluări
- Tds Kemira Pax-Xl3103g Emea enDocument1 paginăTds Kemira Pax-Xl3103g Emea enSteven CoultonÎncă nu există evaluări
- HyderxDocument4 paginiHyderxJonny DenÎncă nu există evaluări
- Chemicals Zetag DATA LDP Zetag 7873 - 0410Document2 paginiChemicals Zetag DATA LDP Zetag 7873 - 0410PromagEnviro.comÎncă nu există evaluări
- IAWPS GUIDELINE Volatile-2015Document32 paginiIAWPS GUIDELINE Volatile-2015prakashÎncă nu există evaluări
- Catalogue - ElysisPUREDocument20 paginiCatalogue - ElysisPURETAREK ALMAHDYÎncă nu există evaluări
- Cycle Chemistry CommissioningDocument11 paginiCycle Chemistry CommissioningKrishnan Mani100% (1)
- Onkyo HT r391Document82 paginiOnkyo HT r391Eustalio PelasÎncă nu există evaluări
- Chemicals Zetag DATA Inverse Emulsions Zetag 8812 - 0410Document2 paginiChemicals Zetag DATA Inverse Emulsions Zetag 8812 - 0410PromagEnviro.comÎncă nu există evaluări
- Chemicals Zetag DATA Magnasol 4000 G - 0410Document2 paginiChemicals Zetag DATA Magnasol 4000 G - 0410PromagEnviro.comÎncă nu există evaluări
- Training Report MC 1-1Document60 paginiTraining Report MC 1-1Raj KumarÎncă nu există evaluări
- V 05 Galt ESKOM PDFDocument17 paginiV 05 Galt ESKOM PDFAdel KlkÎncă nu există evaluări
- Chemicals Zetag DATA Inverse Emulsions Zetag 8849 FS - 0410Document2 paginiChemicals Zetag DATA Inverse Emulsions Zetag 8849 FS - 0410PromagEnviro.comÎncă nu există evaluări
- Condensate Considerations in High Pressure Cogen PlantsDocument8 paginiCondensate Considerations in High Pressure Cogen Plantsaliscribd46Încă nu există evaluări
- Helamin 906 HDocument2 paginiHelamin 906 HWong Peng ChiongÎncă nu există evaluări
- E Series RO 2000 LPH - Final NRP 27092021Document10 paginiE Series RO 2000 LPH - Final NRP 27092021Anand_HvacÎncă nu există evaluări
- Asesmen Chemistry Cycle by EPRIDocument14 paginiAsesmen Chemistry Cycle by EPRIAbdul KadirÎncă nu există evaluări
- GE Water & Process Technology GS-11010Document16 paginiGE Water & Process Technology GS-11010tatonyÎncă nu există evaluări
- Product Bulletin 3DT104 PDFDocument3 paginiProduct Bulletin 3DT104 PDFMumtaz Ahmed Ghumman100% (1)
- Carbohydrazide Vs Hydrazine: A Comparative Study: September 2019Document17 paginiCarbohydrazide Vs Hydrazine: A Comparative Study: September 2019MohamedÎncă nu există evaluări
- Boiler Tube AssessmentDocument7 paginiBoiler Tube AssessmentNorman IskandarÎncă nu există evaluări
- Antiscalant Patel Des 1999Document13 paginiAntiscalant Patel Des 1999Alfonso José García LagunaÎncă nu există evaluări
- NALCO® EC9149A: Section 1. Identification of The Substance/Mixture and of The Company/UndertakingDocument14 paginiNALCO® EC9149A: Section 1. Identification of The Substance/Mixture and of The Company/UndertakingDonatas BertasiusÎncă nu există evaluări
- Procedure For Brine Cleaning of Anion ResinsDocument2 paginiProcedure For Brine Cleaning of Anion Resinspravin_koyyana100% (1)
- Refractometer RFM300plus Man enDocument76 paginiRefractometer RFM300plus Man enmessam110Încă nu există evaluări
- BWA Belcor 575 Replaces Molybdate USA WF 0Document2 paginiBWA Belcor 575 Replaces Molybdate USA WF 0dalton2003Încă nu există evaluări
- International Water Conference Proceedings - 1940-2009Document5.199 paginiInternational Water Conference Proceedings - 1940-2009Alfonso Javier Medina PernethÎncă nu există evaluări
- Chemicals Zetag DATA LDP Magnafloc 110L - 0410Document2 paginiChemicals Zetag DATA LDP Magnafloc 110L - 0410PromagEnviro.comÎncă nu există evaluări
- Sailor RE-2100Document186 paginiSailor RE-2100Fernando SuarezÎncă nu există evaluări
- Gas Dehydration Process With GlycolDocument6 paginiGas Dehydration Process With GlycolAstrid Carolina Lizcano AriasÎncă nu există evaluări
- BWR Water Chemistry ML003722491 PDFDocument38 paginiBWR Water Chemistry ML003722491 PDFcaloycaloy2Încă nu există evaluări
- Betzdearborn CP1155Document7 paginiBetzdearborn CP1155Romuel Pioquinto100% (1)
- Minimize Boiler Blowdown to Save EnergyDocument2 paginiMinimize Boiler Blowdown to Save EnergymantascitaÎncă nu există evaluări
- 01131129.pdf CorrosionDocument2 pagini01131129.pdf Corrosionade2012Încă nu există evaluări
- Hot FiltrationDocument8 paginiHot FiltrationDonatas BertasiusÎncă nu există evaluări
- Chemical Flushing Procedure (Biocide F4900) 2006SDMDocument3 paginiChemical Flushing Procedure (Biocide F4900) 2006SDMSunny OoiÎncă nu există evaluări
- TN100 TurbiditymeterDocument1 paginăTN100 TurbiditymeterNur HasanÎncă nu există evaluări
- ASTM D-3483 Accumulated Deposition in A Steam Generator Tube PDFDocument7 paginiASTM D-3483 Accumulated Deposition in A Steam Generator Tube PDFNathalieHemmelmannÎncă nu există evaluări
- KURITA - Boiler Preservation Methods (Part4) PDFDocument8 paginiKURITA - Boiler Preservation Methods (Part4) PDFIyan MulyanaÎncă nu există evaluări
- GEK 116682 7FA9FA Cooling and Sealing Air System PDFDocument14 paginiGEK 116682 7FA9FA Cooling and Sealing Air System PDFZaki nouiÎncă nu există evaluări
- Corrosion Monitoring PDFDocument24 paginiCorrosion Monitoring PDFMohamedGhanemÎncă nu există evaluări
- 9 Air in Leakage AilDocument38 pagini9 Air in Leakage AilprakashÎncă nu există evaluări
- Catb3 001 - 9 10Document2 paginiCatb3 001 - 9 10harry0% (1)
- GRP Pipe Case History - Revised Shoiaba Eng Large DiaDocument4 paginiGRP Pipe Case History - Revised Shoiaba Eng Large DiaA.Subin DasÎncă nu există evaluări
- Fluorocarbon Feedstock Grade Chloroform: Standard Specification ForDocument2 paginiFluorocarbon Feedstock Grade Chloroform: Standard Specification ForDmitry_ucpÎncă nu există evaluări
- Chemical Product Line Up For AutomotiveDocument4 paginiChemical Product Line Up For AutomotiveLuan NguyenÎncă nu există evaluări
- Bibliography of Categorized For Technical ContentDocument32 paginiBibliography of Categorized For Technical Contentdalton2003Încă nu există evaluări
- Liquid Penetrant TestingDocument22 paginiLiquid Penetrant TestingLeon Heart FCÎncă nu există evaluări
- TLD PDFDocument63 paginiTLD PDFSargunan SabÎncă nu există evaluări
- CleanRooms - Contamination Control TechnologyDocument5 paginiCleanRooms - Contamination Control TechnologyAlexander Quebra Madeira NemchinovÎncă nu există evaluări
- NoticePreSchool 2017Document1 paginăNoticePreSchool 2017sushantÎncă nu există evaluări
- TransBio-Filter Technical Comparison-50 KLDDocument3 paginiTransBio-Filter Technical Comparison-50 KLDsushantÎncă nu există evaluări
- Transbio-Filter Inquiry FormDocument3 paginiTransbio-Filter Inquiry FormsushantÎncă nu există evaluări
- OMB Approved RequestDocument1 paginăOMB Approved RequestsushantÎncă nu există evaluări
- TransBio-filter Sewage Treatment Plant PresentationDocument21 paginiTransBio-filter Sewage Treatment Plant PresentationsushantÎncă nu există evaluări
- AFM LiteratureDocument2 paginiAFM LiteraturesushantÎncă nu există evaluări
- TransBio Filter BrochureDocument2 paginiTransBio Filter BrochuresushantÎncă nu există evaluări
- TransBio-filter Presentation With Case StudiesDocument61 paginiTransBio-filter Presentation With Case StudiessushantÎncă nu există evaluări
- TransBio-filter Presentation With Case StudiesDocument61 paginiTransBio-filter Presentation With Case StudiessushantÎncă nu există evaluări
- TransBio-filter Green Waste Water Technology - Convert Your Waste Into Bio-Nutritional ProductsDocument52 paginiTransBio-filter Green Waste Water Technology - Convert Your Waste Into Bio-Nutritional ProductssushantÎncă nu există evaluări
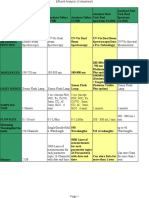
- Technological - Comparision - Chart For Continuous Online Monitoring SystemDocument45 paginiTechnological - Comparision - Chart For Continuous Online Monitoring SystemsushantÎncă nu există evaluări
- 14 04 01 AfmDocument2 pagini14 04 01 AfmsushantÎncă nu există evaluări
- Data Logger Selection CriteriaDocument37 paginiData Logger Selection CriteriasushantÎncă nu există evaluări
- AB ProfilePortfolio PDFDocument50 paginiAB ProfilePortfolio PDFsushantÎncă nu există evaluări
- Flow Meter Slection GuideDocument8 paginiFlow Meter Slection GuidesushantÎncă nu există evaluări
- Lepro Herbal Borewell Water Quality StandardsDocument5 paginiLepro Herbal Borewell Water Quality StandardssushantÎncă nu există evaluări
- Status Onlinemonitoringsystem 7Document16 paginiStatus Onlinemonitoringsystem 7sushantÎncă nu există evaluări
- CEMS SelectionDocument2 paginiCEMS SelectionsushantÎncă nu există evaluări
- E.coli Detection Technology From Deinking WaterDocument54 paginiE.coli Detection Technology From Deinking WatersushantÎncă nu există evaluări
- Unit One This or That 1Document9 paginiUnit One This or That 1sushantÎncă nu există evaluări
- Comparing Prokaryotic and Eukaryotic CellsDocument3 paginiComparing Prokaryotic and Eukaryotic CellssushantÎncă nu există evaluări
- Unit One This or That 1Document2 paginiUnit One This or That 1sushantÎncă nu există evaluări
- Enzyme CatalysisDocument65 paginiEnzyme Catalysissushant100% (1)
- Final Guidelines 1Document34 paginiFinal Guidelines 1sushantÎncă nu există evaluări
- t1 - 1.2 Ultrastructure Cells Student PDFDocument7 paginit1 - 1.2 Ultrastructure Cells Student PDFsushantÎncă nu există evaluări
- IB Composition Book 2016Document12 paginiIB Composition Book 2016sushantÎncă nu există evaluări
- Guidlines CPCBDocument5 paginiGuidlines CPCBsushantÎncă nu există evaluări
- Lecture 1 PDFDocument33 paginiLecture 1 PDFsushantÎncă nu există evaluări
- t1 - 1.4 Membrane Transport StudentDocument6 paginit1 - 1.4 Membrane Transport StudentsushantÎncă nu există evaluări
- t1 - 1.6 Cell DivisionDocument7 paginit1 - 1.6 Cell DivisionsushantÎncă nu există evaluări
- 8602 BookDocument240 pagini8602 BookSohail100% (2)
- Halo Outdoor slmt1000 - slmt1000wDocument1 paginăHalo Outdoor slmt1000 - slmt1000wFrank MoyaÎncă nu există evaluări
- Designing of 3 Phase Induction Motor Blackbook DoneDocument30 paginiDesigning of 3 Phase Induction Motor Blackbook Donetryd0% (1)
- Toaz - Info Interchange 2 Quiz Units 5 Ampamp 6 Revision Del Intento PRDocument5 paginiToaz - Info Interchange 2 Quiz Units 5 Ampamp 6 Revision Del Intento PRMarco Antonio Gonzalez CastilloÎncă nu există evaluări
- Enabling Keycloak Metrics - KeycloakDocument3 paginiEnabling Keycloak Metrics - Keycloakhisyam darwisÎncă nu există evaluări
- BS (English) Dept of English University of SargodhaDocument36 paginiBS (English) Dept of English University of SargodhaFEROZ KHANÎncă nu există evaluări
- Ucc 900 Sor em Wpi 0001 - B01Document73 paginiUcc 900 Sor em Wpi 0001 - B01JonesÎncă nu există evaluări
- IC-V80 V80E ManualDocument64 paginiIC-V80 V80E Manualrzkyln100% (1)
- Statistics Interview QuestionsDocument5 paginiStatistics Interview QuestionsARCHANA R100% (1)
- HIBAH PKSM Sps 2021Document9 paginiHIBAH PKSM Sps 2021Gargazi Bin HamidÎncă nu există evaluări
- Veiga Et Al. 2015 - Composition, Structure and Floristic Diversity in Dense Rain Forest inDocument8 paginiVeiga Et Al. 2015 - Composition, Structure and Floristic Diversity in Dense Rain Forest inYakov Mario QuinterosÎncă nu există evaluări
- Table of Material Properties For Structural Steel S235, S275, S355, S420Document4 paginiTable of Material Properties For Structural Steel S235, S275, S355, S420Mouhssine BrahmiaÎncă nu există evaluări
- A. evolve B. protect C. argue D. resist: Thời gian làm bài: 45 phút, không kể thời gian phát đềDocument5 paginiA. evolve B. protect C. argue D. resist: Thời gian làm bài: 45 phút, không kể thời gian phát đềPham Thuy HuyenÎncă nu există evaluări
- Physical Layer:: SwitchingDocument27 paginiPhysical Layer:: SwitchingPKSachanÎncă nu există evaluări
- b25d b30d Mkiii HydraulicsDocument28 paginib25d b30d Mkiii HydraulicsErmias100% (3)
- An Introduction To Pascal Programming MOD 2010Document5 paginiAn Introduction To Pascal Programming MOD 2010Johnas DalusongÎncă nu există evaluări
- SECURE ROAD BLOCKERS PREVENT VEHICLE ATTACKSDocument2 paginiSECURE ROAD BLOCKERS PREVENT VEHICLE ATTACKSMuhammad Tahir QamarÎncă nu există evaluări
- ABS Approved Foundries May 12 2014Document64 paginiABS Approved Foundries May 12 2014Joe ClarkeÎncă nu există evaluări
- Sensor Guide: Standard Triaxial Geophones Specialty Triaxial Geophones Standard Overpressure MicrophonesDocument1 paginăSensor Guide: Standard Triaxial Geophones Specialty Triaxial Geophones Standard Overpressure MicrophonesDennis Elias TaipeÎncă nu există evaluări
- Upvc Project ReportDocument39 paginiUpvc Project ReportRohit KumarÎncă nu există evaluări
- DUPLICATE BILL TITLEDocument8 paginiDUPLICATE BILL TITLEMohammed AhmedÎncă nu există evaluări
- Lesson Plan 2 Sine Rule and Cosine RuleDocument8 paginiLesson Plan 2 Sine Rule and Cosine Ruleapi-280114661Încă nu există evaluări
- ¿Cómo Hacerlo?: Dr. Jorge Ramírez Medina, Dr. Guillermo Granados Ruíz EGADE Business SchoolDocument17 pagini¿Cómo Hacerlo?: Dr. Jorge Ramírez Medina, Dr. Guillermo Granados Ruíz EGADE Business Schoolgalter6Încă nu există evaluări
- Adiabatic Production of Acetic AnhydrideDocument7 paginiAdiabatic Production of Acetic AnhydrideSunilParjapatiÎncă nu există evaluări
- Low rank tensor product smooths for GAMMsDocument24 paginiLow rank tensor product smooths for GAMMsDiego SotoÎncă nu există evaluări
- The Advantages and Disadvantages If Block ChainDocument7 paginiThe Advantages and Disadvantages If Block ChainKarthik ShettyÎncă nu există evaluări
- Ethics in ResearchDocument21 paginiEthics in Researchmukku_raviÎncă nu există evaluări
- An Introduction To Muscle Response Testing MRTDocument14 paginiAn Introduction To Muscle Response Testing MRTJuan Aguilar HernándezÎncă nu există evaluări
- An Overview On Recognition of State in International LawDocument17 paginiAn Overview On Recognition of State in International LawRamanah VÎncă nu există evaluări
- The Scientific MethodDocument4 paginiThe Scientific MethodRob LovÎncă nu există evaluări