S-ar putea să vă placă și
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDe la EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelÎncă nu există evaluări
- Effect of Tempering Temperature On Microstructure and Mechanical Properties of AISI 6150 SteelDocument5 paginiEffect of Tempering Temperature On Microstructure and Mechanical Properties of AISI 6150 SteelCường BéoÎncă nu există evaluări
- Decomposition of Austenite in Austenitic Stainless SteelsDocument13 paginiDecomposition of Austenite in Austenitic Stainless SteelsregistrosegÎncă nu există evaluări
- Hsla SteelDocument22 paginiHsla SteelriteshbarmanÎncă nu există evaluări
- Steel Grain Size CalculationDocument17 paginiSteel Grain Size CalculationtechneoÎncă nu există evaluări
- Engineering Science and Technology, An International JournalDocument7 paginiEngineering Science and Technology, An International JournalIago CazottoÎncă nu există evaluări
- Past Present and Future of The Duplex Stainless SteelsDocument10 paginiPast Present and Future of The Duplex Stainless SteelsbayumahardikaÎncă nu există evaluări
- Modern High Strength Niobium Microallyed Structural SteelsDocument26 paginiModern High Strength Niobium Microallyed Structural SteelsimetallurgyÎncă nu există evaluări
- Heat Treatment Methods for Commercial Engineering SteelsDocument34 paginiHeat Treatment Methods for Commercial Engineering SteelsmeÎncă nu există evaluări
- Revealing Prior-Austenite Grain Boundaries in Heat-Treated SteelsDocument5 paginiRevealing Prior-Austenite Grain Boundaries in Heat-Treated Steelsmp87_ingÎncă nu există evaluări
- Vanadium Alloyed SteelsDocument8 paginiVanadium Alloyed Steelskarthik vasan bÎncă nu există evaluări
- Review of Creep Resistant SteelsDocument4 paginiReview of Creep Resistant SteelsAleš NagodeÎncă nu există evaluări
- Effects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590Document4 paginiEffects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590IJRASETPublicationsÎncă nu există evaluări
- 1.the Basics of Ferrous MetallurgyDocument83 pagini1.the Basics of Ferrous MetallurgyfenasikerimÎncă nu există evaluări
- Rene 41Document66 paginiRene 41sunsirÎncă nu există evaluări
- Recovery and Recrystallization Kinetics in AA1050 and AA3003 Aluminium AlloysDocument196 paginiRecovery and Recrystallization Kinetics in AA1050 and AA3003 Aluminium AlloysRavjManjunathÎncă nu există evaluări
- Steel MakingDocument28 paginiSteel Makingsatish_trivediÎncă nu există evaluări
- Corrosion-resistant nickel alloys guideDocument14 paginiCorrosion-resistant nickel alloys guideWahid Muhamad Furkon RahmatullohÎncă nu există evaluări
- Brief Study on Nickel-Based Superalloys (39Document22 paginiBrief Study on Nickel-Based Superalloys (39VIMAL JOSHYÎncă nu există evaluări
- Advances in Wear Resistant Alloys and ApplicationsDocument56 paginiAdvances in Wear Resistant Alloys and ApplicationsMilanWaÎncă nu există evaluări
- Effects of MN Content and Heat TreatmentDocument5 paginiEffects of MN Content and Heat TreatmentTrần Xuân VịnhÎncă nu există evaluări
- Incoloy Alloy 825Document4 paginiIncoloy Alloy 825Roman PaduaÎncă nu există evaluări
- Microsoft PowerPoint - Deloro Stellite Advances in Wear Resistant Alloys and Products PDFDocument56 paginiMicrosoft PowerPoint - Deloro Stellite Advances in Wear Resistant Alloys and Products PDFamitÎncă nu există evaluări
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 paginiEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessÎncă nu există evaluări
- Austempered Ductile Cast Iron Properties and ApplicationsDocument10 paginiAustempered Ductile Cast Iron Properties and Applicationshrk100Încă nu există evaluări
- Porosity in Castings AFS Transactions 2005Document28 paginiPorosity in Castings AFS Transactions 2005jlplazaolaÎncă nu există evaluări
- Metrode Welding Consumables For P92 and T23 Creep Resisting SteelsDocument17 paginiMetrode Welding Consumables For P92 and T23 Creep Resisting SteelsClaudia MmsÎncă nu există evaluări
- Vanadium microalloying in hot rolled steel sheetDocument9 paginiVanadium microalloying in hot rolled steel sheetUlises Quintana CarhuanchoÎncă nu există evaluări
- Duplex Stainless Steel 329 Round Bars ManufacturerDocument2 paginiDuplex Stainless Steel 329 Round Bars Manufacturertien100% (1)
- Performance of Hadfield's Manganese Steel and How Manufacturing Affects ItDocument22 paginiPerformance of Hadfield's Manganese Steel and How Manufacturing Affects ItFelipe ZanellaÎncă nu există evaluări
- Stainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Document291 paginiStainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Ariel NemcoÎncă nu există evaluări
- Graphitization of Steels in Elevated-Temperature Service: Introduction and BackgroundDocument2 paginiGraphitization of Steels in Elevated-Temperature Service: Introduction and BackgroundMuhammad Noman ButtÎncă nu există evaluări
- Precipitation-Hardening Stainless Steels: Properties and Types (Martensitic, Austenitic, SemiausteniticDocument3 paginiPrecipitation-Hardening Stainless Steels: Properties and Types (Martensitic, Austenitic, SemiausteniticClaudia MmsÎncă nu există evaluări
- Nickel Based Superalloy Welding Practices For Industrial Gas Turbine ApplicationsDocument15 paginiNickel Based Superalloy Welding Practices For Industrial Gas Turbine Applicationsoquintero99Încă nu există evaluări
- Arcelor High Yield IfDocument4 paginiArcelor High Yield IfJayDadrassÎncă nu există evaluări
- A New Role For Microalloyed SteelsDocument11 paginiA New Role For Microalloyed SteelsMuhammed SulfeekÎncă nu există evaluări
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 paginiA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16Încă nu există evaluări
- Failure Analysis of Cracked Reformer Tubes Reveals Thermal Shock CauseDocument6 paginiFailure Analysis of Cracked Reformer Tubes Reveals Thermal Shock CauseOwais MalikÎncă nu există evaluări
- Pérez2011 Article GraphitizationInLowAlloySteelPDocument7 paginiPérez2011 Article GraphitizationInLowAlloySteelPramzi5ben5ahmedÎncă nu există evaluări
- Stellite Alloys For HardfacingDocument15 paginiStellite Alloys For HardfacingSandeep MatetiÎncă nu există evaluări
- Evolution of Super Austenitic Stainless SteelDocument20 paginiEvolution of Super Austenitic Stainless SteelMidhun K ChandraboseÎncă nu există evaluări
- Ferrite Limitation For SS316LDocument12 paginiFerrite Limitation For SS316LAntonio PerezÎncă nu există evaluări
- Steel Cleanliness PaperDocument34 paginiSteel Cleanliness PaperyanuarÎncă nu există evaluări
- High Performance Age-Hardenable Nickel Alloys Solve Problems in Sour Oil & Gas ServiceDocument8 paginiHigh Performance Age-Hardenable Nickel Alloys Solve Problems in Sour Oil & Gas ServiceArdy PrasetyoÎncă nu există evaluări
- Heat Treatment: Prepared by Approved byDocument20 paginiHeat Treatment: Prepared by Approved byBhanu Pratap ChoudhuryÎncă nu există evaluări
- 2-7 Plain Carbon and Carbon Maganese SteelsDocument49 pagini2-7 Plain Carbon and Carbon Maganese SteelsSolomonÎncă nu există evaluări
- Cost Reduction in Heat Treatment With Protective CoatingsDocument7 paginiCost Reduction in Heat Treatment With Protective CoatingsAnand KesarkarÎncă nu există evaluări
- Austenitic Stainless SteelsDocument23 paginiAustenitic Stainless SteelsAndrea VieyraÎncă nu există evaluări
- Grain Size and Mechanical Properties of Low Carbon Cast SteelDocument7 paginiGrain Size and Mechanical Properties of Low Carbon Cast SteelDilip Kumar SarkarÎncă nu există evaluări
- Materials Failure AnalysisDocument53 paginiMaterials Failure Analysisulsan busanÎncă nu există evaluări
- HeatResistantAlloys RolledAlloysDocument150 paginiHeatResistantAlloys RolledAlloysAon Hemmatad100% (1)
- Advance StructuresDocument6 paginiAdvance StructuresManju NishaÎncă nu există evaluări
- Martensitic Stainless Steels GuideDocument56 paginiMartensitic Stainless Steels Guidearjun prajapati100% (1)
- Atlas Technical Handbook Rev Aug 2013Document49 paginiAtlas Technical Handbook Rev Aug 2013Ahmed Mohamed SabriÎncă nu există evaluări
- Alloy And Microstructural DesignDe la EverandAlloy And Microstructural DesignJohn TienÎncă nu există evaluări
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaDe la EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinÎncă nu există evaluări
- Advances in Research on the Strength and Fracture of Materials: An OverviewDe la EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD M R TaplinÎncă nu există evaluări
- Matl ScienceDocument4 paginiMatl ScienceRandy Domingo FanerÎncă nu există evaluări
- Surface Roughness and Heat Treatment Effect on Stainless Steel Corrosion ResistanceDocument4 paginiSurface Roughness and Heat Treatment Effect on Stainless Steel Corrosion ResistanceRajan NPÎncă nu există evaluări
- 39NiCrMo3 steel technical cardDocument2 pagini39NiCrMo3 steel technical cardLokesh Krishnappa100% (1)
- Wire Rod Delamination Causes and PreventionDocument71 paginiWire Rod Delamination Causes and PreventionTeka KamÎncă nu există evaluări
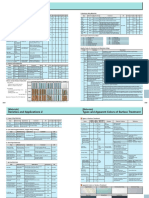
- Materials Varieties and ApplicationsDocument2 paginiMaterials Varieties and ApplicationsHossein GhazinezhadÎncă nu există evaluări
- D2 Tool Steel - Heat Treatment Process PDFDocument3 paginiD2 Tool Steel - Heat Treatment Process PDFGayathriRajasekaranÎncă nu există evaluări
- Case Hardening Steel PDFDocument2 paginiCase Hardening Steel PDFnambu002Încă nu există evaluări
- Lab 3 PDFDocument18 paginiLab 3 PDF000Încă nu există evaluări
- Bassey ProjectDocument88 paginiBassey ProjectGrace BasseyÎncă nu există evaluări
- RailWheelFactory Wheel and Axle ManufactureDocument13 paginiRailWheelFactory Wheel and Axle Manufacturedeepu27kÎncă nu există evaluări
- Is 2629Document23 paginiIs 2629Abhishek KaliaÎncă nu există evaluări
- Indian Standard: (First Revision)Document8 paginiIndian Standard: (First Revision)Nisarg PandyaÎncă nu există evaluări
- MATERIAL TECHNOLOGY - II - All ChaptersDocument51 paginiMATERIAL TECHNOLOGY - II - All ChaptersMohammed Aseer100% (1)
- Duplex Stainless Steels, A Review After Dss '07 Held in GradoDocument22 paginiDuplex Stainless Steels, A Review After Dss '07 Held in Gradojose.figueroa@foseco.comÎncă nu există evaluări
- Assignment Metal and MetallurlgyDocument4 paginiAssignment Metal and MetallurlgyGURPRATAP SINGHÎncă nu există evaluări
- CIVDES2 Lecture Notes - 1Document18 paginiCIVDES2 Lecture Notes - 1Anthony TangÎncă nu există evaluări
- 0350 820x0401054uDocument1 pagină0350 820x0401054uvprlÎncă nu există evaluări
- Project On Boiler, Metallurgy, Materials & Heat TreatmentDocument34 paginiProject On Boiler, Metallurgy, Materials & Heat Treatmentmohitamitabh20100% (3)
- Magnetic Properties and Retained Austenite Quantification in SAE 4340 SteelDocument7 paginiMagnetic Properties and Retained Austenite Quantification in SAE 4340 SteelMonica Sands0% (1)
- Aisi 1010 Carbon Steel (Uns g10100)Document5 paginiAisi 1010 Carbon Steel (Uns g10100)spiderblackÎncă nu există evaluări
- Heat Treatment Guide for Improving Metal PropertiesDocument44 paginiHeat Treatment Guide for Improving Metal PropertiesMelku AbebeÎncă nu există evaluări
- Lab Manual Mec 234Document48 paginiLab Manual Mec 234hemanth singhÎncă nu există evaluări
- Engineering the Next Generation of MetallurgyDocument4 paginiEngineering the Next Generation of MetallurgySilverio AcuñaÎncă nu există evaluări
- 420 Martensitic Stainless Steel BarDocument4 pagini420 Martensitic Stainless Steel BarAHMED FATHIÎncă nu există evaluări
- Color CodesDocument1 paginăColor CodesKatzlyn BayauaÎncă nu există evaluări
- ISO 1459 Hots Dip GalvanizingDocument4 paginiISO 1459 Hots Dip GalvanizingLe Van TamÎncă nu există evaluări
- Price Trend of Foundry Raw MaterialsDocument4 paginiPrice Trend of Foundry Raw Materialsnayan205Încă nu există evaluări
- Bulletin of The IICAS 35 EnglishDocument158 paginiBulletin of The IICAS 35 EnglishРуслан МурадовÎncă nu există evaluări
- EASA Module 17Document6 paginiEASA Module 17PiyushÎncă nu există evaluări
- 1 8159-51CrV4Document2 pagini1 8159-51CrV4black_absynthÎncă nu există evaluări