S-ar putea să vă placă și
- LPG Pump IOM LGL2 LGL3 PDFDocument12 paginiLPG Pump IOM LGL2 LGL3 PDFAfani Roma A100% (1)
- Vertical Tubine Fire PumpDocument24 paginiVertical Tubine Fire PumpPrince Zubair SulehriaÎncă nu există evaluări
- KCA Bladder Tanks en 2010Document11 paginiKCA Bladder Tanks en 2010M Kumar Marimuthu100% (1)
- Annexure-I (Sprinkler System)Document5 paginiAnnexure-I (Sprinkler System)ashilvantÎncă nu există evaluări
- 2.4-p1-p71 VerticalDocument7 pagini2.4-p1-p71 VerticalFernando PerdomoÎncă nu există evaluări
- Sterling PumpeDocument20 paginiSterling PumpesrdzaÎncă nu există evaluări
- Nfpa 20Document26 paginiNfpa 20Cobra_007Încă nu există evaluări
- CSM Softener Brochure PDFDocument2 paginiCSM Softener Brochure PDFintermountainwaterÎncă nu există evaluări
- Booster Pump-TechPart - 2of2 BDocument71 paginiBooster Pump-TechPart - 2of2 BKatie RamirezÎncă nu există evaluări
- Woods Silencer Catalogue and Technical DataDocument12 paginiWoods Silencer Catalogue and Technical DataJagatjeet MaanÎncă nu există evaluări
- Yazd-System Description For Clean Drain System PDFDocument7 paginiYazd-System Description For Clean Drain System PDFace-winnieÎncă nu există evaluări
- Sihi Pompa LPG API 610Document1 paginăSihi Pompa LPG API 610Andry RimanovÎncă nu există evaluări
- Flow-Switch-RapidropDocument4 paginiFlow-Switch-RapidropNOMANÎncă nu există evaluări
- Abstract of CPWDDocument5 paginiAbstract of CPWDabhishek kumarÎncă nu există evaluări
- 250 G.P.M. 912 SERIES: Electric Motor DriveDocument64 pagini250 G.P.M. 912 SERIES: Electric Motor DriveFerGarciaÎncă nu există evaluări
- 93 Deg Chrome Finish,: 1/2" NPT Quick ResponseDocument20 pagini93 Deg Chrome Finish,: 1/2" NPT Quick ResponserajaÎncă nu există evaluări
- Fire Pump InstallationDocument4 paginiFire Pump InstallationFrancis Owusu100% (1)
- Spec - Chiller Lắp Đặt ChillerDocument42 paginiSpec - Chiller Lắp Đặt ChillerBay MưaÎncă nu există evaluări
- LYE Book Fitting ms1919Document16 paginiLYE Book Fitting ms1919khai rule100% (1)
- Section 1520 Data PDFDocument8 paginiSection 1520 Data PDFJulio César Elías RiveraÎncă nu există evaluări
- Tech PDFDocument3 paginiTech PDFAwais JalaliÎncă nu există evaluări
- Wavin PE Pressure Pipe Systems Technical ManualDocument60 paginiWavin PE Pressure Pipe Systems Technical ManualellichÎncă nu există evaluări
- Hazen Williams EquationDocument1 paginăHazen Williams EquationNur IzzaidahÎncă nu există evaluări
- Flygt PumpsDocument56 paginiFlygt PumpsThe_RainmakerÎncă nu există evaluări
- Jockey PumpDocument5 paginiJockey PumpRobson Custódio de SouzaÎncă nu există evaluări
- Water Distribution ManualDocument20 paginiWater Distribution ManualOxfamÎncă nu există evaluări
- Coal Conveyor Protection-Ih153es Ir Ember DetectorDocument72 paginiCoal Conveyor Protection-Ih153es Ir Ember DetectorShanmuganathan ShanÎncă nu există evaluări
- Blackmer Autogas HandbookDocument32 paginiBlackmer Autogas HandbookMuhammad ImranÎncă nu există evaluări
- Home Water Supply SystemDocument48 paginiHome Water Supply Systemragani ramadasÎncă nu există evaluări
- N2 Generator CalculationDocument9 paginiN2 Generator CalculationBagus PrambudiÎncă nu există evaluări
- 2 - Water System - 44-64 PDFDocument21 pagini2 - Water System - 44-64 PDFAniesh MahajanÎncă nu există evaluări
- Fire Fighting SystemDocument15 paginiFire Fighting SystemSopi LabuÎncă nu există evaluări
- Storage and HandlingDocument6 paginiStorage and HandlingalagurmÎncă nu există evaluări
- How To Calculate Surge Forces On Piping Systems - Intergraph CADWorx & AnalysisDocument4 paginiHow To Calculate Surge Forces On Piping Systems - Intergraph CADWorx & Analysissammar_10Încă nu există evaluări
- Appendix 4-WAREHOUSE - Hut Khoi WarehouseDocument6 paginiAppendix 4-WAREHOUSE - Hut Khoi WarehouseMinh van LeÎncă nu există evaluări
- Hydraulic CalculationsDocument79 paginiHydraulic CalculationsKhaled SamirÎncă nu există evaluări
- PPR Pipe InfoDocument5 paginiPPR Pipe InfoAlex DulayÎncă nu există evaluări
- WLTSR (Lvl-04) Tower C - (25.07.2015)Document1 paginăWLTSR (Lvl-04) Tower C - (25.07.2015)Syed Shahbaz100% (1)
- Disinfecting PipelineDocument11 paginiDisinfecting PipelinegunsakÎncă nu există evaluări
- Brochure B1510 50 HZ Vertical Turbine Fire Pump Selection PDFDocument7 paginiBrochure B1510 50 HZ Vertical Turbine Fire Pump Selection PDFgercho23Încă nu există evaluări
- Water Meter Design Criteria ManualDocument21 paginiWater Meter Design Criteria ManualAnonymous M0tjyWÎncă nu există evaluări
- Tank Calculation TemplateDocument4 paginiTank Calculation TemplateKazehaya AliÎncă nu există evaluări
- Mastering Centrifugal PumpsDocument6 paginiMastering Centrifugal PumpsMike Arkouzis100% (1)
- Trav L Cutter ManualDocument46 paginiTrav L Cutter ManualullwnÎncă nu există evaluări
- Aurora Fire Pumps Systems HousesDocument4 paginiAurora Fire Pumps Systems HousesAlex Flores100% (1)
- Coolex Fcu PDFDocument24 paginiCoolex Fcu PDFVISHALÎncă nu există evaluări
- 01-01-1865-D ELDS Technical Manual Iss13Document221 pagini01-01-1865-D ELDS Technical Manual Iss13Alberyt099Încă nu există evaluări
- FOAM TANK (1/2) : Fire Fighting Equipment Data SheetDocument24 paginiFOAM TANK (1/2) : Fire Fighting Equipment Data SheetandinumailÎncă nu există evaluări
- TankerDocument60 paginiTankerlopezdestructionÎncă nu există evaluări
- Sect 6 Priority Panel (K01-11-036) ManualDocument68 paginiSect 6 Priority Panel (K01-11-036) ManualJose Luis Jimenez InfanteÎncă nu există evaluări
- List of CHP EquipmentsDocument7 paginiList of CHP EquipmentsbrockÎncă nu există evaluări
- 2015 12 SCM EngDocument33 pagini2015 12 SCM EngkqÎncă nu există evaluări
- Water Treatment CatalogueDocument12 paginiWater Treatment CatalogueJim TsikasÎncă nu există evaluări
- LPG Applications - Pumps and PlantsDocument28 paginiLPG Applications - Pumps and PlantsChristian Vargas100% (2)
- Underground Tank Applications Installation Guide: Coro-Flo PumpsDocument8 paginiUnderground Tank Applications Installation Guide: Coro-Flo PumpsEverÎncă nu există evaluări
- 100 HP Sihi PumpsDocument28 pagini100 HP Sihi Pumpsnapster386Încă nu există evaluări
- DP 3102013Document20 paginiDP 3102013lifemillion2847Încă nu există evaluări
- BFW PumpsDocument3 paginiBFW PumpsMohammad Ali ZamanÎncă nu există evaluări
- CavitationDocument5 paginiCavitationSaeed VuÎncă nu există evaluări
- PumpsDocument6 paginiPumpsiqtorresÎncă nu există evaluări
- Classifying Generator Power SourcesDocument6 paginiClassifying Generator Power SourcesDayo IdowuÎncă nu există evaluări
- Accessories Algas SDI - Zim FiltDocument2 paginiAccessories Algas SDI - Zim FiltDayo IdowuÎncă nu există evaluări
- LPG and Wärtsiläs Power Generation ApplicationsDocument4 paginiLPG and Wärtsiläs Power Generation ApplicationsDayo IdowuÎncă nu există evaluări
- Oladapo Olayemi Fwacs, Fmcog (Nig), MPH (Johns Hopkins) Professor Dept of Obstetrics and Gynaecology, University College Hospital, IbadanDocument30 paginiOladapo Olayemi Fwacs, Fmcog (Nig), MPH (Johns Hopkins) Professor Dept of Obstetrics and Gynaecology, University College Hospital, IbadanDayo IdowuÎncă nu există evaluări
- Automatic Re-Ignitor Kit For Direct Fired VaporizersDocument1 paginăAutomatic Re-Ignitor Kit For Direct Fired VaporizersDayo IdowuÎncă nu există evaluări
- G 4170Document4 paginiG 4170Orlando Yerén ValenciaÎncă nu există evaluări
- Specification Sheet - Kohler Gas GeneratorDocument4 paginiSpecification Sheet - Kohler Gas GeneratorDayo Idowu0% (1)
- Loading Arm Design. ExcelDocument12 paginiLoading Arm Design. ExcelDayo Idowu100% (1)
- VendorDocument1 paginăVendorDayo IdowuÎncă nu există evaluări
- Gillette Generators - Operation and Installation GuideDocument32 paginiGillette Generators - Operation and Installation GuideDayo IdowuÎncă nu există evaluări
- Odorant - ConcentrationDocument1 paginăOdorant - ConcentrationDayo IdowuÎncă nu există evaluări
- Specification Sheet - g4193 - Kohler Gas GeneratorDocument4 paginiSpecification Sheet - g4193 - Kohler Gas GeneratorDayo IdowuÎncă nu există evaluări
- Odorant - ConcentrationDocument1 paginăOdorant - ConcentrationDayo IdowuÎncă nu există evaluări
- Classification of Flanges Based On Pipe AttachmentDocument4 paginiClassification of Flanges Based On Pipe AttachmentDayo IdowuÎncă nu există evaluări
- What Are The Inputs Required For Stress Analysis of A Piping SystemDocument1 paginăWhat Are The Inputs Required For Stress Analysis of A Piping SystemDayo IdowuÎncă nu există evaluări
- BNH Gas Tanks: LPG TerminalDocument3 paginiBNH Gas Tanks: LPG TerminalDayo IdowuÎncă nu există evaluări
- Mto, Bom & BoqDocument3 paginiMto, Bom & BoqDayo IdowuÎncă nu există evaluări
- Piping Design Engineer Interview Questions - Part 1Document5 paginiPiping Design Engineer Interview Questions - Part 1Dayo IdowuÎncă nu există evaluări
- 3D Modelling Environment For Plant Design - PDMSDocument11 pagini3D Modelling Environment For Plant Design - PDMSDayo IdowuÎncă nu există evaluări
- Bilge System SpecificationsDocument11 paginiBilge System SpecificationsDayo IdowuÎncă nu există evaluări
- Loading Arms: Chemical CompatibilityDocument2 paginiLoading Arms: Chemical CompatibilityDayo Idowu0% (1)
- Bilge System - TS Patriot State Engineering ManualDocument6 paginiBilge System - TS Patriot State Engineering ManualDayo IdowuÎncă nu există evaluări
- Fouling FactorsDocument6 paginiFouling FactorsDayo IdowuÎncă nu există evaluări
- RDocument33 paginiRpatel_raj7770% (1)
- Capillary Conduction of Liquids Through Porous Mediums: NOVEMBER, 1931 PhysicsDocument16 paginiCapillary Conduction of Liquids Through Porous Mediums: NOVEMBER, 1931 PhysicsCamilo AguilaÎncă nu există evaluări
- Flood Damage in Ampara DistrictDocument16 paginiFlood Damage in Ampara DistrictjanithaÎncă nu există evaluări
- 10&dseriespowerunits PDFDocument22 pagini10&dseriespowerunits PDFDjeisonSeccoÎncă nu există evaluări
- Duplomatic ValveDocument4 paginiDuplomatic ValveHBracing1Încă nu există evaluări
- Hydraulic Design CriteriaDocument171 paginiHydraulic Design CriteriaMartinFelipeRamirezMuñozÎncă nu există evaluări
- CC Microfiltration Broschüre 20120926 Englis CH MailversionDocument36 paginiCC Microfiltration Broschüre 20120926 Englis CH MailversionIvanovich RuizÎncă nu există evaluări
- To Study The Flow Characteristics of Hydraulic Jump Developed in Laboratory FlumeDocument8 paginiTo Study The Flow Characteristics of Hydraulic Jump Developed in Laboratory FlumeFaisal Sardar100% (5)
- RajsamandDocument21 paginiRajsamandKamal SharmaÎncă nu există evaluări
- Mineral Water Shaheen MainDocument118 paginiMineral Water Shaheen MainZeba Salmani67% (3)
- Compressible Flow - Water HammerDocument7 paginiCompressible Flow - Water Hammersiroliver39Încă nu există evaluări
- Colombia Vasconia PerencoDocument1 paginăColombia Vasconia PerencoEdecio ParraÎncă nu există evaluări
- Biodiesel Plant Process Flow DiagramDocument1 paginăBiodiesel Plant Process Flow DiagramPrasanna SirigereÎncă nu există evaluări
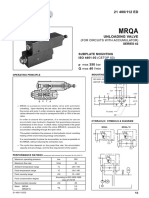
- Accumulator Unloading Valve, Type MRQADocument2 paginiAccumulator Unloading Valve, Type MRQALibinÎncă nu există evaluări
- Foaming in Fractionation ColumnsDocument7 paginiFoaming in Fractionation ColumnsAnonymous v5uipH100% (1)
- Density, Relative Density, or API Gravity of Crude Petroleum and Liquid Petroleum Products by Hydrometer MethodDocument8 paginiDensity, Relative Density, or API Gravity of Crude Petroleum and Liquid Petroleum Products by Hydrometer MethodAbidin SyakirinÎncă nu există evaluări
- ME-Calc+: Finepac StructuresDocument2 paginiME-Calc+: Finepac StructuresAnonymous pVoSWn8yh0Încă nu există evaluări
- Perencanaan Penampang Sungai Cibuluh Kota Bogor Dengan Menggunakan Aplikasi Hec-RasDocument13 paginiPerencanaan Penampang Sungai Cibuluh Kota Bogor Dengan Menggunakan Aplikasi Hec-RasJoko HanantoÎncă nu există evaluări
- LKH 110 Multi Stage 50 HZ 60 HZ - enDocument1 paginăLKH 110 Multi Stage 50 HZ 60 HZ - enrealesjÎncă nu există evaluări
- FRAMO SYSTEM Drain and VentDocument3 paginiFRAMO SYSTEM Drain and VentjoelandrewpintoÎncă nu există evaluări
- Turbulent Flow Between Two Parallel PlatesDocument7 paginiTurbulent Flow Between Two Parallel PlatesAnmol KumarÎncă nu există evaluări
- Hydraulics - H W. King and C O. Wisler PDFDocument256 paginiHydraulics - H W. King and C O. Wisler PDFJerrick AntimanoÎncă nu există evaluări
- MyBook 11Document278 paginiMyBook 11ali mustafaÎncă nu există evaluări
- Water Stress in Shinile Zone, Somali RegionDocument33 paginiWater Stress in Shinile Zone, Somali RegionAzaria Berhe100% (2)
- History MatchDocument78 paginiHistory MatchGustaf100% (2)
- EagleBurgmann - AP4-BKTE - E4 - API 682 4th Edition Piping Plans - EN - 30.05.2017Document68 paginiEagleBurgmann - AP4-BKTE - E4 - API 682 4th Edition Piping Plans - EN - 30.05.2017Saqib AminÎncă nu există evaluări
- Sample Computation For Superheater Size and QuantityDocument7 paginiSample Computation For Superheater Size and QuantityAu Tagolimot100% (1)
- Fire Water Training 10 May 2011Document164 paginiFire Water Training 10 May 2011Sumanta Bhaya100% (1)
- Design Calculation of Penstock and Nozzle For 5kW Pelton TurbineDocument3 paginiDesign Calculation of Penstock and Nozzle For 5kW Pelton TurbineSahil AcharyaÎncă nu există evaluări
- Bachelor of Technology (Civil) - Level 05 Cex 5231 - Mechanics of Fluids - Year 2015/2016 Assignment 06 - Suggested AnswersDocument10 paginiBachelor of Technology (Civil) - Level 05 Cex 5231 - Mechanics of Fluids - Year 2015/2016 Assignment 06 - Suggested AnswersMufeesÎncă nu există evaluări