S-ar putea să vă placă și
- A Review Paper On Manufacturing CeramicsDocument10 paginiA Review Paper On Manufacturing CeramicsShashank PhansikarÎncă nu există evaluări
- Artigo - Slurry-Based Additive Manufacturing of Ceramic Parts by Selective Laserburn-OutDocument7 paginiArtigo - Slurry-Based Additive Manufacturing of Ceramic Parts by Selective Laserburn-OutAntonio SilvaÎncă nu există evaluări
- Hot Lithography Sla 3d Printing of Epoxy ResinDocument6 paginiHot Lithography Sla 3d Printing of Epoxy ResinMircavid HeydəroğluÎncă nu există evaluări
- Hot Extrusion of Al SiC PowderDocument12 paginiHot Extrusion of Al SiC PowderLeonel VelasquezÎncă nu există evaluări
- Zarek Et Al-2016-Advanced MaterialsDocument6 paginiZarek Et Al-2016-Advanced MaterialsquiqueÎncă nu există evaluări
- Analysis Of: Seemann Composite Resin Infusion Molding Process (Scrimp)Document5 paginiAnalysis Of: Seemann Composite Resin Infusion Molding Process (Scrimp)gunawan refiadiÎncă nu există evaluări
- Vrancken-RAPDASA (2015) Influence of Preheating and Oxygen Content On Selective Laser Melting of Ti6Al4VDocument10 paginiVrancken-RAPDASA (2015) Influence of Preheating and Oxygen Content On Selective Laser Melting of Ti6Al4VRama BalharaÎncă nu există evaluări
- Wei2018 - MOLD SLSDocument30 paginiWei2018 - MOLD SLSjanakÎncă nu există evaluări
- S14 - Additive ManufactoringDocument21 paginiS14 - Additive ManufactoringAmal ..Încă nu există evaluări
- FGM Fabrication: 5.1 Specimen Fabrication Using Multi-Step Sequential Infiltration TechniqueDocument16 paginiFGM Fabrication: 5.1 Specimen Fabrication Using Multi-Step Sequential Infiltration TechniqueSaphoSpiritÎncă nu există evaluări
- Process Study On Compression Moulding of SMC Using Factorial DesignDocument8 paginiProcess Study On Compression Moulding of SMC Using Factorial DesignAditya AgarwalÎncă nu există evaluări
- 1995 04 GriffinDocument6 pagini1995 04 GriffinGunaseelanMurugesanÎncă nu există evaluări
- Composite FabricationDocument8 paginiComposite FabricationAbu Bakar SiddiqueÎncă nu există evaluări
- Spin-Coating TechniqueDocument2 paginiSpin-Coating TechniqueOlga BordianÎncă nu există evaluări
- Final Year ProjectDocument9 paginiFinal Year ProjectSubhi MohamadÎncă nu există evaluări
- Semi SolidDocument14 paginiSemi SolidMostafaÎncă nu există evaluări
- Department of Physics, Harvard University, Cambridge, MA 02138Document16 paginiDepartment of Physics, Harvard University, Cambridge, MA 02138Bùi Thanh TùngÎncă nu există evaluări
- Materials: Roll-to-Roll Manufacturing of Micropatterned Adhesives by Template CompressionDocument12 paginiMaterials: Roll-to-Roll Manufacturing of Micropatterned Adhesives by Template CompressionLalit HingweÎncă nu există evaluări
- 4800 Saeidpour ThermalPropertiesOf3D-PrintedSDocument7 pagini4800 Saeidpour ThermalPropertiesOf3D-PrintedSXantos YulianÎncă nu există evaluări
- Hydraulic Pressing Vs Slip Cast CeramicsDocument5 paginiHydraulic Pressing Vs Slip Cast CeramicsTaner MersinÎncă nu există evaluări
- 215-cbh 2011 PDFDocument9 pagini215-cbh 2011 PDFeid elsayedÎncă nu există evaluări
- Effect of The MgO Substitution For CuO On The Properties of CaCu3Ti4O12 CeramicsDocument8 paginiEffect of The MgO Substitution For CuO On The Properties of CaCu3Ti4O12 CeramicsAlan MartinsÎncă nu există evaluări
- Article Silice Comscitech RevisedDocument23 paginiArticle Silice Comscitech Revisedsiti ismaÎncă nu există evaluări
- Copper Injection Molding Using A Thermoplastic Binder Based On Paraffin WaxDocument6 paginiCopper Injection Molding Using A Thermoplastic Binder Based On Paraffin Waxromeoromeo1234Încă nu există evaluări
- Low-Pressure Injection Molding of Ceramic Springs: Israel Krindges and Raquel AndreolaDocument6 paginiLow-Pressure Injection Molding of Ceramic Springs: Israel Krindges and Raquel AndreolaSanjay PatelÎncă nu există evaluări
- Experiment Part of RubreneDocument9 paginiExperiment Part of Rubrene239ti12tÎncă nu există evaluări
- The Effect of Sintering Temperatures On Alumina Foam StrengthDocument5 paginiThe Effect of Sintering Temperatures On Alumina Foam StrengthEdgar PinedaÎncă nu există evaluări
- Manufacturing Methods For Composites and Failure Predictions - CompressedDocument97 paginiManufacturing Methods For Composites and Failure Predictions - CompressedJade Linae Y. Mendoza100% (1)
- Scheithauer2018 Article AdditiveManufacturingOfCeramicDocument7 paginiScheithauer2018 Article AdditiveManufacturingOfCeramicBethiza CamposÎncă nu există evaluări
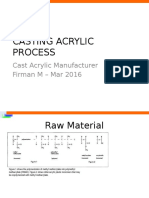
- Casting Acrylic ProcessDocument32 paginiCasting Acrylic ProcessFirman Muttaqin100% (3)
- 01 Acs Publication SynthesisDocument58 pagini01 Acs Publication SynthesisSyed MinhajÎncă nu există evaluări
- Ultra-High-Porosity Zirconia Ceramics Fabricated by Novel Room-Temperature Freeze-CastingDocument4 paginiUltra-High-Porosity Zirconia Ceramics Fabricated by Novel Room-Temperature Freeze-CastingmzrtjrÎncă nu există evaluări
- Art 6.Document7 paginiArt 6.DanielÎncă nu există evaluări
- Experimental Studies On Slurry Based Thermal Barrier CoatingsDocument6 paginiExperimental Studies On Slurry Based Thermal Barrier CoatingsMusharaf AbbasÎncă nu există evaluări
- Unit V Other Additive ManufacturingDocument5 paginiUnit V Other Additive ManufacturingDhaneshÎncă nu există evaluări
- Sarraf - Rheological Behavior of Concentrated Alumina Suspension - Effect of Electrosteric StabilizationDocument6 paginiSarraf - Rheological Behavior of Concentrated Alumina Suspension - Effect of Electrosteric StabilizationMarin MedvedÎncă nu există evaluări
- Cure Cycle DevelopmentDocument14 paginiCure Cycle DevelopmentyigitilgazÎncă nu există evaluări
- Investigation of The Plastification Behavior of Polymers in High-Speed Twin Screw ExtrudersDocument4 paginiInvestigation of The Plastification Behavior of Polymers in High-Speed Twin Screw ExtrudersReza MansouriehÎncă nu există evaluări
- Materials: Cure Cycle Optimization of Rapidly Cured Out-Of-Autoclave CompositesDocument15 paginiMaterials: Cure Cycle Optimization of Rapidly Cured Out-Of-Autoclave CompositesAbd BaghadÎncă nu există evaluări
- Extended Abstract - Amit K SinghDocument4 paginiExtended Abstract - Amit K SinghRama BalharaÎncă nu există evaluări
- JournalDocument6 paginiJournalamirpouyanÎncă nu există evaluări
- Rapid Prototyping: Create Something QuicklyDocument8 paginiRapid Prototyping: Create Something QuicklyAnonymous ecgeyhVÎncă nu există evaluări
- Microstructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsDocument5 paginiMicrostructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsastronotusÎncă nu există evaluări
- Materials and Design: S. Kenzari, D. Bonina, J.M. Dubois, V. FournéeDocument5 paginiMaterials and Design: S. Kenzari, D. Bonina, J.M. Dubois, V. Fournéebizu75Încă nu există evaluări
- Novel Adhesion Methods For Solar Cell Assemblies Using Pressure Sensitive Adhesives and FilmsDocument13 paginiNovel Adhesion Methods For Solar Cell Assemblies Using Pressure Sensitive Adhesives and FilmsSebastian AndreoliÎncă nu există evaluări
- materials: Large Planar Na-β"-Al O Solid Electrolytes for Next Generation Na-BatteriesDocument10 paginimaterials: Large Planar Na-β"-Al O Solid Electrolytes for Next Generation Na-Batteriespaulo passeiosÎncă nu există evaluări
- Different Types of 3D Printers Selective Laser Sintering: Sls Process Physical Phenomena in Sls A Ray Tracing ModelDocument11 paginiDifferent Types of 3D Printers Selective Laser Sintering: Sls Process Physical Phenomena in Sls A Ray Tracing ModelGuruprasad B SÎncă nu există evaluări
- Microtrac Applications Notes Particle Size Measurement of Cement by Laser Diffraction Using S3500Document5 paginiMicrotrac Applications Notes Particle Size Measurement of Cement by Laser Diffraction Using S3500pas85Încă nu există evaluări
- Literature Survey For Rapid PrototypingDocument5 paginiLiterature Survey For Rapid PrototypingSantolashÎncă nu există evaluări
- Spray Pyrolysis ThesisDocument4 paginiSpray Pyrolysis ThesisAngie Miller100% (2)
- Ijmet: ©iaemeDocument5 paginiIjmet: ©iaemeIAEME PublicationÎncă nu există evaluări
- Investigation of Wet Ceramic Extrusion PDFDocument16 paginiInvestigation of Wet Ceramic Extrusion PDFHector RamírezÎncă nu există evaluări
- Die PressingDocument11 paginiDie PressinguğurÎncă nu există evaluări
- ẤN Độ - High-Performance Al2O3 Coating by Hybrid-LVOF (Low-Velocity Oxyfuel) Process 2020Document10 paginiẤN Độ - High-Performance Al2O3 Coating by Hybrid-LVOF (Low-Velocity Oxyfuel) Process 2020Ngo BinhÎncă nu există evaluări
- Defense Technical Information Center Compilation Part NoticeDocument19 paginiDefense Technical Information Center Compilation Part NoticeGiable AbilashÎncă nu există evaluări
- 30 Polyester Films Vol. 11Document12 pagini30 Polyester Films Vol. 11ichsan hakimÎncă nu există evaluări
- Issues Related To Processability During The Manufacture of Thermoplastic Composites Using On-Line Consolidation TechniquesDocument17 paginiIssues Related To Processability During The Manufacture of Thermoplastic Composites Using On-Line Consolidation Techniquesduchm-tfaÎncă nu există evaluări
- 3d-Printing of Ceramic Aerogels by Spatial PhotopolymerizationDocument8 pagini3d-Printing of Ceramic Aerogels by Spatial PhotopolymerizationBryanda ReyesÎncă nu există evaluări
- Submersible Sludge Pump XJS 40: SpecificationDocument2 paginiSubmersible Sludge Pump XJS 40: SpecificationAdemir JúniorÎncă nu există evaluări
- Aniline Point Exp 4Document9 paginiAniline Point Exp 4hayder alaliÎncă nu există evaluări
- I. Repetitive Nesting of Workpiece in A Jig/FixtureDocument8 paginiI. Repetitive Nesting of Workpiece in A Jig/FixtureJeremy NicanorÎncă nu există evaluări
- Hydraulic Pressure Test Procedure For Prs Chemical Cutter Parts Above The Chemical CylinderDocument5 paginiHydraulic Pressure Test Procedure For Prs Chemical Cutter Parts Above The Chemical CylinderdocrafiÎncă nu există evaluări
- MCR - Roofing System: Technical DataDocument14 paginiMCR - Roofing System: Technical DatashiraÎncă nu există evaluări
- Dime - PQDDocument101 paginiDime - PQDPrasenjit DuttaÎncă nu există evaluări
- Catalogo de Generadores WartsilaDocument196 paginiCatalogo de Generadores Wartsilajuliocanel2009Încă nu există evaluări
- Catalog Stord Twin Screw PressesDocument16 paginiCatalog Stord Twin Screw PresseskellyÎncă nu există evaluări
- Twin Clutch TransmissionDocument237 paginiTwin Clutch TransmissionAkash Mankar100% (1)
- GE Gas Turbine IGV AngleDocument8 paginiGE Gas Turbine IGV Angleramkrishna100% (1)
- 1.engine Coating ReviewDocument6 pagini1.engine Coating Reviewsmohanraj278Încă nu există evaluări
- English - Catalog For GasketDocument29 paginiEnglish - Catalog For GasketAhmed GamalÎncă nu există evaluări
- Icmere2019 Pi 092Document6 paginiIcmere2019 Pi 092Md. Ahsanur RahmanÎncă nu există evaluări
- Score: - : "Specific Gravity and Water Absorption of Coarse Aggregate Test"Document17 paginiScore: - : "Specific Gravity and Water Absorption of Coarse Aggregate Test"Ernielle Rae Dela Cruz100% (1)
- USAID-ICED II - 01 Biomass Potential, Market, Feedstock, Lesson Learnt - 191111Document66 paginiUSAID-ICED II - 01 Biomass Potential, Market, Feedstock, Lesson Learnt - 191111Rais Rijal100% (2)
- King Jouet CaseDocument2 paginiKing Jouet CaseAndres Jaramillo BoteroÎncă nu există evaluări
- 4-نقشه خوانی PFD-P&ID PDFDocument254 pagini4-نقشه خوانی PFD-P&ID PDFAntoÎncă nu există evaluări
- Small Bakery - OQ, Q, OW, OLSCDocument2 paginiSmall Bakery - OQ, Q, OW, OLSCIMRAN MASUDÎncă nu există evaluări
- Anodizing Techniques at Home PDFDocument10 paginiAnodizing Techniques at Home PDFpalosotÎncă nu există evaluări
- Laundry OperationDocument15 paginiLaundry OperationZafar Abedin100% (2)
- DIN 11864-3 Aseptic Clamp Unions For BS 4825 / ISO 2037 & ASME BPE 2002Document7 paginiDIN 11864-3 Aseptic Clamp Unions For BS 4825 / ISO 2037 & ASME BPE 2002hari.suryanto8417Încă nu există evaluări
- Manufacturing of FB2 Material For RotorDocument30 paginiManufacturing of FB2 Material For RotorEdwardt Sinaga100% (1)
- Recent Advances in Sand CastingDocument25 paginiRecent Advances in Sand Casting9591007896Încă nu există evaluări
- TSG R0004 2009Document76 paginiTSG R0004 2009bikobelloÎncă nu există evaluări
- Domestic Gas Stove Testing With Use of LPG: IS 4246: 2002 Bureau of Indian Standards (Fifth Revision)Document5 paginiDomestic Gas Stove Testing With Use of LPG: IS 4246: 2002 Bureau of Indian Standards (Fifth Revision)Quality Royal HomeÎncă nu există evaluări
- Plastics Processing TechnologyDocument31 paginiPlastics Processing TechnologyFrancisco PiñaÎncă nu există evaluări
- Potential of Orange Peel Ash As A Cement Replacement MaterialDocument11 paginiPotential of Orange Peel Ash As A Cement Replacement MaterialJ LÎncă nu există evaluări
- Copy of Rate AnalysisDocument32 paginiCopy of Rate AnalysisAshok amlapureÎncă nu există evaluări
- Rapdasa 2015 Abstract Booklet PDFDocument116 paginiRapdasa 2015 Abstract Booklet PDFTharindu ChathurangaÎncă nu există evaluări
- Unit 3 Assignment AnswersDocument0 paginiUnit 3 Assignment AnswersRosanna LombresÎncă nu există evaluări