S-ar putea să vă placă și
- A Feasibility Study of Carbon Dioxide Removal and Sequestration From A 500 MW Power PlantDocument25 paginiA Feasibility Study of Carbon Dioxide Removal and Sequestration From A 500 MW Power Plantmojex100% (1)
- Boilers 101 PDFDocument27 paginiBoilers 101 PDFsppatilÎncă nu există evaluări
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"De la EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Încă nu există evaluări
- Coal Mill ManualDocument8 paginiCoal Mill Manualanupraja100% (1)
- Claus ProcessDocument6 paginiClaus ProcessRafi AlgawiÎncă nu există evaluări
- Pulverized CoalDocument11 paginiPulverized CoalAdrian ManzanoÎncă nu există evaluări
- 04 BoilersDocument59 pagini04 BoilersMHD Abdi MuttaqinÎncă nu există evaluări
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsDe la EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsEvaluare: 5 din 5 stele5/5 (1)
- Power Plant Engineering: Lecture 2a Thermal (Steam) Power StationsDocument22 paginiPower Plant Engineering: Lecture 2a Thermal (Steam) Power StationsJoyzaJaneJulaoSemillaÎncă nu există evaluări
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersDe la EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersÎncă nu există evaluări
- Carbonization 1Document17 paginiCarbonization 1manoj kumar singhÎncă nu există evaluări
- E 10% - % E 121 Pipe2: United StatesDocument9 paginiE 10% - % E 121 Pipe2: United StatesThang Cao DaiÎncă nu există evaluări
- MilsDocument97 paginiMilsKomma Ramesh100% (1)
- Kiln Burning SystemsDocument30 paginiKiln Burning SystemsNael100% (8)
- Ultra Tech Cement TadipatriDocument18 paginiUltra Tech Cement TadipatriAshutosh SinghÎncă nu există evaluări
- BoilerDocument28 paginiBoilerHassan Funsho AkandeÎncă nu există evaluări
- Boilers: D N SonawaneDocument59 paginiBoilers: D N Sonawanedn_sonawane1975100% (1)
- Air HeaterDocument13 paginiAir Heaterdhio bagusÎncă nu există evaluări
- 2 BoilersDocument58 pagini2 BoilersParameswararao BillaÎncă nu există evaluări
- Coal To ElectricityDocument52 paginiCoal To ElectricitysatraheÎncă nu există evaluări
- Chapter Two 2.0 Theoretical Background and Literature ReviewDocument2 paginiChapter Two 2.0 Theoretical Background and Literature ReviewChioma Miriam ChijiokeÎncă nu există evaluări
- Coal MillDocument6 paginiCoal MillAnonymous NxpnI6jCÎncă nu există evaluări
- Boiler CombustionDocument20 paginiBoiler CombustionAnand SwamiÎncă nu există evaluări
- Thermal Power PlantDocument44 paginiThermal Power PlantArun kumar rouniyarÎncă nu există evaluări
- Coal Thermal Power Plant REPORTDocument55 paginiCoal Thermal Power Plant REPORTOcampo Amy100% (2)
- Chapter 7 Pulverisers PlantDocument11 paginiChapter 7 Pulverisers PlantBineet Kumar VarmaÎncă nu există evaluări
- Solid FuelsDocument36 paginiSolid FuelsSaiVenkatÎncă nu există evaluări
- Q A BoilerDocument19 paginiQ A Boilerlavpandey8719Încă nu există evaluări
- Tanda ReportDocument34 paginiTanda ReportRamanand bharadwajÎncă nu există evaluări
- Mill Performance: Ravi Satyapal Mohammad Javed Pratik SinghDocument34 paginiMill Performance: Ravi Satyapal Mohammad Javed Pratik SinghRavi Satyapal100% (1)
- 3.1 Coal Preparation 3.1.1 Design Job and Adopted Standards and SpecificationsDocument46 pagini3.1 Coal Preparation 3.1.1 Design Job and Adopted Standards and SpecificationsHarish SahuÎncă nu există evaluări
- Boiler and FurnaceDocument42 paginiBoiler and FurnaceEr Bali PandhareÎncă nu există evaluări
- Shashi NFL Report 2011Document93 paginiShashi NFL Report 2011Shashi VermaÎncă nu există evaluări
- Fluidized Bed Combustion (FBC) in Coal Based Thermal Power PlantsDocument10 paginiFluidized Bed Combustion (FBC) in Coal Based Thermal Power PlantsShambhu MehtaÎncă nu există evaluări
- Petroleum and Petrochemical Waste Reuse in Cement Kilns: Gossman Consulting, IncDocument11 paginiPetroleum and Petrochemical Waste Reuse in Cement Kilns: Gossman Consulting, IncTruong Giang Vo100% (1)
- Boiler Case StudyDocument17 paginiBoiler Case StudyAbu FaizÎncă nu există evaluări
- Coal Pulverising in Boilers 1Document96 paginiCoal Pulverising in Boilers 1Babu AravindÎncă nu există evaluări
- Steam Power PlantDocument42 paginiSteam Power PlantPankaj Poddar100% (1)
- Ball & Tube Mill Manual 1Document5 paginiBall & Tube Mill Manual 1Rakesh KiranÎncă nu există evaluări
- Power Plant Engineering Notes UNIT 1Document33 paginiPower Plant Engineering Notes UNIT 1aakashÎncă nu există evaluări
- Mill Performance: Ravi Satyapal Mohammad Javed Pratik SinghDocument39 paginiMill Performance: Ravi Satyapal Mohammad Javed Pratik SinghRavi Satyapal100% (1)
- Boiler Steam Generation Distribution 1712008851Document37 paginiBoiler Steam Generation Distribution 1712008851sukhvinderÎncă nu există evaluări
- 11.17 Lime ManufacturingDocument17 pagini11.17 Lime ManufacturingLaurie RexÎncă nu există evaluări
- Petroleum Refining L 4Document18 paginiPetroleum Refining L 4Karrar Alka'byÎncă nu există evaluări
- Powerplant NotesDocument12 paginiPowerplant NotesMyth SoumithÎncă nu există evaluări
- Suspension Preheater 1998Document22 paginiSuspension Preheater 1998Sajal Gupta100% (2)
- Classification of Power Plant CycleDocument2 paginiClassification of Power Plant CycleBinarga SatriaÎncă nu există evaluări
- Datos UtilesDocument23 paginiDatos UtilesAndres WhiteÎncă nu există evaluări
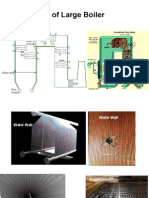
- Schematic of Large Boiler: Drum Slag ScreenDocument17 paginiSchematic of Large Boiler: Drum Slag ScreenPriyatanu RoyÎncă nu există evaluări
- Coal Mill and Coal FeedersDocument97 paginiCoal Mill and Coal Feederspartha halder67% (3)
- Notes Ppe 16 17Document108 paginiNotes Ppe 16 17rudresh JmÎncă nu există evaluări
- VT ReportDocument22 paginiVT ReportHarsh KumarÎncă nu există evaluări
- Boilers, Boiler Fuel andDocument7 paginiBoilers, Boiler Fuel andVivek RamnohurÎncă nu există evaluări
- Pulverised Coal Firing of Small Boiler Plant: SystemsDocument4 paginiPulverised Coal Firing of Small Boiler Plant: SystemsKarthik MathivananÎncă nu există evaluări
- 1.1 Salient Features of CFBC BoilerDocument17 pagini1.1 Salient Features of CFBC BoilerJAY PARIKHÎncă nu există evaluări
- PID Control System Analysis & DesignDocument11 paginiPID Control System Analysis & DesignNAYEEMÎncă nu există evaluări
- United States: (12) Patent Application Publication (10) Pub. No.: US 2010/0326337 A1Document15 paginiUnited States: (12) Patent Application Publication (10) Pub. No.: US 2010/0326337 A1Thang Cao DaiÎncă nu există evaluări
- GAS Wee?: (19) United StatesDocument10 paginiGAS Wee?: (19) United StatesThang Cao DaiÎncă nu există evaluări
- Us4177950 PDFDocument7 paginiUs4177950 PDFThang Cao DaiÎncă nu există evaluări
- E 10% - % E 121 Pipe2: United StatesDocument9 paginiE 10% - % E 121 Pipe2: United StatesThang Cao DaiÎncă nu există evaluări
- European Patent Application: Method of Controlling Combustion in Oxygen Combustion Boiler and Apparatus ThereforDocument14 paginiEuropean Patent Application: Method of Controlling Combustion in Oxygen Combustion Boiler and Apparatus ThereforThang Cao DaiÎncă nu există evaluări
- STD 9th Perfect Science and Technology Notes English Medium MH BoardDocument23 paginiSTD 9th Perfect Science and Technology Notes English Medium MH BoardShlok Bhokare100% (2)
- PT 11 EC - Compliance Report - Sep'2019Document5 paginiPT 11 EC - Compliance Report - Sep'2019Gaurav SinghÎncă nu există evaluări
- Fuels Concept MapDocument5 paginiFuels Concept MapMohan KumarÎncă nu există evaluări
- Grade 8 Science Worksheets CbseDocument3 paginiGrade 8 Science Worksheets CbseHeidiÎncă nu există evaluări
- Development and Application of Supercritical Coal - Fired Units and CFB Boilers in ChinaDocument19 paginiDevelopment and Application of Supercritical Coal - Fired Units and CFB Boilers in ChinaKrishnan SanthanarajÎncă nu există evaluări
- Memo - Coal Inspection As of 10-01-2015Document2 paginiMemo - Coal Inspection As of 10-01-2015Raffy PangilinanÎncă nu există evaluări
- Industrial Revolution Begins in England - ClassworkDocument5 paginiIndustrial Revolution Begins in England - ClassworkjessicaraealtÎncă nu există evaluări
- Utilization of Fluff From Reception To BurnerDocument28 paginiUtilization of Fluff From Reception To BurnerfylakyaÎncă nu există evaluări
- CoalFacts 2016 Final LowResDocument52 paginiCoalFacts 2016 Final LowResKyle Langsley100% (2)
- Chapter 2 Feasibility Study and Literature SurveyDocument9 paginiChapter 2 Feasibility Study and Literature SurveyAq AidilÎncă nu există evaluări
- Nature Magazine 7134 - 2007-03-22Document115 paginiNature Magazine 7134 - 2007-03-22Roberto KlesÎncă nu există evaluări
- Sustainable Energy Transition Readiness - A Multicriteria Assessment IndexDocument16 paginiSustainable Energy Transition Readiness - A Multicriteria Assessment Indexsubrata sarkerÎncă nu există evaluări
- Mrunal Location Factors - Steel Plants in NDocument14 paginiMrunal Location Factors - Steel Plants in NBismay Kumar SahooÎncă nu există evaluări
- Processes 06 00238 PDFDocument45 paginiProcesses 06 00238 PDFgoogley71Încă nu există evaluări
- Carbonisation of CoalDocument14 paginiCarbonisation of CoalNikhil TanwarÎncă nu există evaluări
- 5.towards Green Energy Class 10Document5 pagini5.towards Green Energy Class 10Juned MulaniÎncă nu există evaluări
- Chemistry Class 10 Chapter 11Document14 paginiChemistry Class 10 Chapter 11Rahim BakhshÎncă nu există evaluări
- CoalTarEnamelRepairGuide - TM 8540 2017 047 - 11 2017 - 508Document38 paginiCoalTarEnamelRepairGuide - TM 8540 2017 047 - 11 2017 - 508Pablo BenitezÎncă nu există evaluări
- Australian Coal IndustryDocument16 paginiAustralian Coal IndustryJyothi GunturÎncă nu există evaluări
- 2.4 Solid Fuel Handling SystemDocument32 pagini2.4 Solid Fuel Handling SystemDangolÎncă nu există evaluări
- Fire Technology and Arson InvestigationDocument53 paginiFire Technology and Arson InvestigationEmman Darelle ConcepcionÎncă nu există evaluări
- Asian Parliamentary Debate MotionsDocument5 paginiAsian Parliamentary Debate MotionsDon YcayÎncă nu există evaluări
- Circular EconomyDocument47 paginiCircular Economy董思辰Încă nu există evaluări
- Mot So de Thi Anh Van ChuyenDocument33 paginiMot So de Thi Anh Van ChuyenLê Trung KiênÎncă nu există evaluări
- Routespecificcos190rieb PDFDocument216 paginiRoutespecificcos190rieb PDFattiori fabriceÎncă nu există evaluări
- 4 5axyzeizffi11gaf.1Document192 pagini4 5axyzeizffi11gaf.1Rdy SimangunsongÎncă nu există evaluări
- Steam Its Generation and Use 41st Edition PDFDocument1.106 paginiSteam Its Generation and Use 41st Edition PDFAlberto Valdivia91% (11)
- Estonia's Experience in Reusing Oil Shale AshDocument17 paginiEstonia's Experience in Reusing Oil Shale AshPopovac NetÎncă nu există evaluări
- Pre-Feasibility Study ReportDocument77 paginiPre-Feasibility Study ReportAgnimitramÎncă nu există evaluări
- Electric Motor Control: DC, AC, and BLDC MotorsDe la EverandElectric Motor Control: DC, AC, and BLDC MotorsEvaluare: 4.5 din 5 stele4.5/5 (19)
- Introduction to Power System ProtectionDe la EverandIntroduction to Power System ProtectionEvaluare: 5 din 5 stele5/5 (1)
- Well Integrity for Workovers and RecompletionsDe la EverandWell Integrity for Workovers and RecompletionsEvaluare: 5 din 5 stele5/5 (3)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterDe la EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterÎncă nu există evaluări
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDe la EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesEvaluare: 4.5 din 5 stele4.5/5 (21)
- Shorting the Grid: The Hidden Fragility of Our Electric GridDe la EverandShorting the Grid: The Hidden Fragility of Our Electric GridEvaluare: 4.5 din 5 stele4.5/5 (2)
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceDe la EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceÎncă nu există evaluări
- Flow Analysis for Hydrocarbon Pipeline EngineeringDe la EverandFlow Analysis for Hydrocarbon Pipeline EngineeringÎncă nu există evaluări
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialDe la EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialÎncă nu există evaluări
- Well Control for Completions and InterventionsDe la EverandWell Control for Completions and InterventionsEvaluare: 4 din 5 stele4/5 (10)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ADe la EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AÎncă nu există evaluări
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingDe la EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingÎncă nu există evaluări
- Thermal Power Plant: Design and OperationDe la EverandThermal Power Plant: Design and OperationEvaluare: 4.5 din 5 stele4.5/5 (23)
- Handbook on Battery Energy Storage SystemDe la EverandHandbook on Battery Energy Storage SystemEvaluare: 4.5 din 5 stele4.5/5 (2)
- Solar Energy: Survive Easily on Solar Power Off the GridDe la EverandSolar Energy: Survive Easily on Solar Power Off the GridÎncă nu există evaluări
- Oil companies and the energy transitionDe la EverandOil companies and the energy transitionÎncă nu există evaluări
- Formulas and Calculations for Drilling OperationsDe la EverandFormulas and Calculations for Drilling OperationsÎncă nu există evaluări
- Global Landscape of Renewable Energy FinanceDe la EverandGlobal Landscape of Renewable Energy FinanceÎncă nu există evaluări
- Renewable Energy Finance: Theory and PracticeDe la EverandRenewable Energy Finance: Theory and PracticeEvaluare: 4 din 5 stele4/5 (1)
- Green Hydrogen Supply: A Guide to Policy MakingDe la EverandGreen Hydrogen Supply: A Guide to Policy MakingEvaluare: 5 din 5 stele5/5 (1)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentDe la EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentEvaluare: 4.5 din 5 stele4.5/5 (21)
- Electric Motors and Drives: Fundamentals, Types and ApplicationsDe la EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsEvaluare: 4.5 din 5 stele4.5/5 (12)
- Electric Powertrain: Energy Systems, Power Electronics and Drives for Hybrid, Electric and Fuel Cell VehiclesDe la EverandElectric Powertrain: Energy Systems, Power Electronics and Drives for Hybrid, Electric and Fuel Cell VehiclesÎncă nu există evaluări
- Life Cycle Assessment: Principles, Practice and ProspectsDe la EverandLife Cycle Assessment: Principles, Practice and ProspectsÎncă nu există evaluări
- The Homeowner's DIY Guide to Electrical WiringDe la EverandThe Homeowner's DIY Guide to Electrical WiringEvaluare: 5 din 5 stele5/5 (2)