S-ar putea să vă placă și
- Diferencia Entre ASTM A53 B y ASTM A106 BDocument4 paginiDiferencia Entre ASTM A53 B y ASTM A106 BJuan Armando Ruiz MayorgaÎncă nu există evaluări
- ManualDeJuntas GuiaTecnicaDeEstanqueidadDocument172 paginiManualDeJuntas GuiaTecnicaDeEstanqueidadTatiana Benavides AcostaÎncă nu există evaluări
- Uniones SoldadasDocument73 paginiUniones Soldadaswilialexis771100% (2)
- Grupo 8 - Metodo Owa y RulaDocument19 paginiGrupo 8 - Metodo Owa y RulaJeltsin FloresÎncă nu există evaluări
- Kit AislamientoDocument7 paginiKit AislamientoJuan CarlosÎncă nu există evaluări
- Daniel FDocument1 paginăDaniel FFernando RamirezÎncă nu există evaluări
- Material Tabla Comparativa Aceros Tipos Analisis Quimico Aplicaciones Maquinaria Herramientas Trabajos InoxidablesDocument2 paginiMaterial Tabla Comparativa Aceros Tipos Analisis Quimico Aplicaciones Maquinaria Herramientas Trabajos InoxidablesAmanda FitzgeraldÎncă nu există evaluări
- Sellos ToxementDocument12 paginiSellos ToxementDiego Armando Rincon ArizaÎncă nu există evaluări
- Astm A Base de AsmeDocument4 paginiAstm A Base de AsmefeelingsudoÎncă nu există evaluări
- Clasificación de BridasDocument7 paginiClasificación de BridasAlbertoBrionesParraÎncă nu există evaluări
- Items Fundición Astm A27 y A128Document8 paginiItems Fundición Astm A27 y A128Kenny Andrea Calderon OrozcoÎncă nu există evaluări
- BarrasDocument36 paginiBarrasAlejandro Maturano100% (1)
- T A18t1Document4 paginiT A18t1Leonardo Ramirez GuzmanÎncă nu există evaluări
- Calculo BombasDocument4 paginiCalculo BombasAbel Enríquez RomeroÎncă nu există evaluări
- Catálogo de TubonorDocument141 paginiCatálogo de TubonorJesus Lopez MoscosoÎncă nu există evaluări
- Para Diseño de AbsorbedorDocument232 paginiPara Diseño de AbsorbedorIsrael PérezÎncă nu există evaluări
- Astm InformeDocument3 paginiAstm InformePatricio DelgadoÎncă nu există evaluări
- T1A Agua de EnfriamientoDocument1 paginăT1A Agua de EnfriamientoTamara Diaz100% (1)
- Juntas DieléctricasDocument3 paginiJuntas DieléctricasALAAN89Încă nu există evaluări
- Ing Instr Mec 001 Rev.0Document14 paginiIng Instr Mec 001 Rev.0HM Miguel100% (1)
- Compensadores MetalicosDocument40 paginiCompensadores MetalicosJesus Lopez MoscosoÎncă nu există evaluări
- Flange o BridaDocument2 paginiFlange o BridaTórtolos KarenyCristian100% (1)
- T1BDocument1 paginăT1BARMANDO DE ROSAS GONZALEZÎncă nu există evaluări
- 01 Hierro Maleable Cifunsa CatalogoDocument32 pagini01 Hierro Maleable Cifunsa CatalogooliviaÎncă nu există evaluări
- Fichas Tecnicas de EsparragosDocument5 paginiFichas Tecnicas de EsparragosRoberto Eduardo Salvador MonteroÎncă nu există evaluări
- Partes Del Recipiente de PresiónDocument14 paginiPartes Del Recipiente de PresiónDiana Carolina100% (1)
- Comdiflex Catalogo Tecnico de RTJ Juntas Tipo RingtypeDocument6 paginiComdiflex Catalogo Tecnico de RTJ Juntas Tipo RingtypeBrayam Jenrry Monterroso QuispeÎncă nu există evaluări
- Material Teórico Aceros Al CarbonoDocument22 paginiMaterial Teórico Aceros Al Carbonojogm17Încă nu există evaluări
- Examen AsmeDocument12 paginiExamen AsmeAndrea FPresaÎncă nu există evaluări
- Corrosion en BridasDocument24 paginiCorrosion en BridaspelotoÎncă nu există evaluări
- ASME CálculosDocument28 paginiASME CálculosGarota Bombom100% (1)
- Arreglo General Manifold de Distribucion de Aire-ModelDocument6 paginiArreglo General Manifold de Distribucion de Aire-ModelEduardo GironÎncă nu există evaluări
- Calculo Del Espesor de TuberiasDocument3 paginiCalculo Del Espesor de TuberiasElvis DuranÎncă nu există evaluări
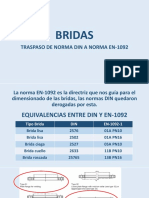
- BRIDAS Cambio de Norma DIN A EN1092Document11 paginiBRIDAS Cambio de Norma DIN A EN1092Sonia Soldadora100% (1)
- Une en - 10210 2 2007Document40 paginiUne en - 10210 2 2007Daniel RabascallÎncă nu există evaluări
- Apuntes Flexibilidad CoraciDocument44 paginiApuntes Flexibilidad Coraciyxara100% (1)
- Flexseal-Sellado EstaticoDocument28 paginiFlexseal-Sellado EstaticoCURRITOJIMENEZÎncă nu există evaluări
- Tabla Pesos de ValvulasDocument4 paginiTabla Pesos de ValvulasOscar TapiaÎncă nu există evaluări
- Soldabilidad de Aceros Inoxidables DuplexDocument71 paginiSoldabilidad de Aceros Inoxidables DuplexvituchaÎncă nu există evaluări
- Laboratorio 1Document15 paginiLaboratorio 1Wilfredo YaveÎncă nu există evaluări
- Nota Informativa Astm A36 y Api 5L BDocument4 paginiNota Informativa Astm A36 y Api 5L BRaymundo Garcia100% (1)
- CatalogoSMDG Acero Inox y Aluminio 2018 PDFDocument123 paginiCatalogoSMDG Acero Inox y Aluminio 2018 PDFJulio cesar Torres apaza0% (1)
- Contenido Del Código ASME y de La Normas Del TEMADocument2 paginiContenido Del Código ASME y de La Normas Del TEMAFrancisco LarioÎncă nu există evaluări
- Aceros Norma UNEDocument29 paginiAceros Norma UNEDioni GarciaÎncă nu există evaluări
- A5 - Espárragos Roscados de Acero - Rev.0Document13 paginiA5 - Espárragos Roscados de Acero - Rev.0G.t. ElkinÎncă nu există evaluări
- Especificación Técnica Tuberias de PRFV Rev.1Document12 paginiEspecificación Técnica Tuberias de PRFV Rev.1Anonymous RW8gIK9bmC100% (1)
- ASME B16 BridasDocument4 paginiASME B16 BridasJohn SantosÎncă nu există evaluări
- Tabla PerneriaDocument4 paginiTabla PerneriaFernando Capcha100% (1)
- 3.1 Uniones SoldadasDocument10 pagini3.1 Uniones Soldadasds fÎncă nu există evaluări
- 4 - Uniones-Soldadas-19 12 15Document17 pagini4 - Uniones-Soldadas-19 12 15Jhonatan Flores JoaquinÎncă nu există evaluări
- Soldadura, TeoríaDocument30 paginiSoldadura, TeoríaIng. Luisa F. Barbosa AngaritaÎncă nu există evaluări
- Soldadura Por ArcoDocument20 paginiSoldadura Por ArcoLuis AlejandroÎncă nu există evaluări
- UD 5-2-2 Apuntes de SoldaduraDocument11 paginiUD 5-2-2 Apuntes de SoldaduraANTONIO BERNALÎncă nu există evaluări
- Folleto Soldadura Carlos PerezDocument54 paginiFolleto Soldadura Carlos PerezIroseninÎncă nu există evaluări
- SOLDADURADocument13 paginiSOLDADURAvaniapierolaÎncă nu există evaluări
- Soldadura CuestionarioDocument3 paginiSoldadura CuestionarioTherion456100% (1)
- Actividad #16Document3 paginiActividad #16Blanca Ochoa LagardaÎncă nu există evaluări
- Clase de Uniones SoldadasDocument20 paginiClase de Uniones SoldadasJesus Ernesto Peralta HuasasquicheÎncă nu există evaluări
- Proceso de SoldaduraDocument50 paginiProceso de Soldaduramelisa moreno barrantesÎncă nu există evaluări
- Informe de Soldadura Final AnaDocument18 paginiInforme de Soldadura Final AnaDaniela HernandezÎncă nu există evaluări
- Productivity AppsDocument5 paginiProductivity AppsLuis Marcelo Vargas VillanuevaÎncă nu există evaluări
- Capitulo 08A Recta PoliedroDocument2 paginiCapitulo 08A Recta PoliedroLuis Marcelo Vargas VillanuevaÎncă nu există evaluări
- Silabo ML 830 Nuevo-Fim - UniDocument4 paginiSilabo ML 830 Nuevo-Fim - UnianajulcaÎncă nu există evaluări
- Belt Cleaning ESDocument10 paginiBelt Cleaning ESJuan Carlos SaldañaÎncă nu există evaluări
- CatalogoDocument14 paginiCatalogoLuis Marcelo Vargas VillanuevaÎncă nu există evaluări
- Cuarta Práctica Calificada de Métodos NuméricosDocument3 paginiCuarta Práctica Calificada de Métodos NuméricosLuis Marcelo Vargas VillanuevaÎncă nu există evaluări
- Objetivos de La InvestigaciónDocument8 paginiObjetivos de La InvestigaciónLuis Marcelo Vargas VillanuevaÎncă nu există evaluări
- IntroducciónDocument11 paginiIntroducciónLuis Marcelo Vargas VillanuevaÎncă nu există evaluări
- Distribucion de Integrantes Informe Ram JetDocument1 paginăDistribucion de Integrantes Informe Ram JetLuis Marcelo Vargas VillanuevaÎncă nu există evaluări
- P A V I M e N T o SDocument44 paginiP A V I M e N T o SJuan Carlos Baltazar CastellónÎncă nu există evaluări
- IdentificacionDeLaMarcaDeUnaPistolaAPartirDelHoyoD 6585490Document22 paginiIdentificacionDeLaMarcaDeUnaPistolaAPartirDelHoyoD 6585490Mario Díaz100% (1)
- Teoria09 - Correlacion de Imagenes PDFDocument19 paginiTeoria09 - Correlacion de Imagenes PDFWilly MerloÎncă nu există evaluări
- Criterio TsaiDocument3 paginiCriterio TsaiKATHERINE MEDINAÎncă nu există evaluări
- Guia Didactica Snna QuimicaDocument50 paginiGuia Didactica Snna QuimicaCarlos Eduardo VélezÎncă nu există evaluări
- Determinacion de La Constante Del Producto de Solubilidad Kps A Temperatura Ambiente para El Hidroxido de CalcioDocument5 paginiDeterminacion de La Constante Del Producto de Solubilidad Kps A Temperatura Ambiente para El Hidroxido de CalcioArazaniÎncă nu există evaluări
- Deformaci N Unitaria Longitudinal y AngularDocument3 paginiDeformaci N Unitaria Longitudinal y AngularElquin Carvajal100% (1)
- Factor MáquinaDocument4 paginiFactor MáquinaNapoleón CAD CAE CAM CIMÎncă nu există evaluări
- Avaluo de Activos Industriales (Macro - Microidentificacion - Mantenimiento)Document21 paginiAvaluo de Activos Industriales (Macro - Microidentificacion - Mantenimiento)Gustavo GarcíaÎncă nu există evaluări
- Laboratorio Quimica AnaliticaDocument10 paginiLaboratorio Quimica AnaliticaJuancarlos Romero MoreyraÎncă nu există evaluări
- MRU y MRUV EjerciciosDocument7 paginiMRU y MRUV EjerciciosEdwin Carhuancho PalominoÎncă nu există evaluări
- Anclaje en Arco RectoDocument13 paginiAnclaje en Arco RectoMan SitoÎncă nu există evaluări
- Reporte Resistencia VarillasDocument6 paginiReporte Resistencia VarillasLeonelRosalesÎncă nu există evaluări
- Concentraciones IIDocument20 paginiConcentraciones IISujey FÎncă nu există evaluări
- ElectrolinieraDocument12 paginiElectrolinieraRichie QuinatoaÎncă nu există evaluări
- Ejercicios 1 QuimicaDocument3 paginiEjercicios 1 QuimicamarisolÎncă nu există evaluări
- Apuntes de Electromagnetismo IDocument88 paginiApuntes de Electromagnetismo Ifede_sobÎncă nu există evaluări
- Entrada Libre Al CanalDocument4 paginiEntrada Libre Al CanalYohan Quispe PeñaÎncă nu există evaluări
- Cal A4 PDFDocument116 paginiCal A4 PDFJhon AcevedoÎncă nu există evaluări
- Pruebas de Vacío y Corto CircuitoDocument10 paginiPruebas de Vacío y Corto CircuitoLozano100% (1)
- Ejemplos de CitasDocument10 paginiEjemplos de CitasBianca Fernandez100% (1)
- Fluidos 1Document22 paginiFluidos 1Paola LopezÎncă nu există evaluări
- El Boson de Higgs Alberto CasasDocument72 paginiEl Boson de Higgs Alberto CasasMaría Gabriela NúñezÎncă nu există evaluări
- Problemas de Conmutación en Maquinas RealessubrDocument2 paginiProblemas de Conmutación en Maquinas RealessubrIvan8823100% (2)
- Introduccion A La PulvimetalurgiaDocument32 paginiIntroduccion A La PulvimetalurgiaCarlosGomezÎncă nu există evaluări
- Estudio de Tiempos y Movimientos 2a ParteDocument18 paginiEstudio de Tiempos y Movimientos 2a PartegerardotronÎncă nu există evaluări
- Flujo de TuberiasDocument3 paginiFlujo de TuberiasJordy Panta SaldarriagaÎncă nu există evaluări
- Autoevaluación. Tema 1. La Medida. El Método Científico.Document2 paginiAutoevaluación. Tema 1. La Medida. El Método Científico.angela100% (1)
- Tutorial Lectura de CuadrantesDocument5 paginiTutorial Lectura de CuadrantesabiendichoÎncă nu există evaluări
- Líneas EquipotencialesDocument23 paginiLíneas EquipotencialesAlberto De LeonÎncă nu există evaluări