S-ar putea să vă placă și
- E709 MT EspañolDocument52 paginiE709 MT EspañolCLIFFORDPA100% (11)
- 5 ConfiabilidadDocument41 pagini5 ConfiabilidadWilson Lozano Silva100% (1)
- LISTA DE CHEQUEO Y ANALISIS DE LAS NORMAS ISO 9001 2015. ISO 14001 2015 y ISO 45001 2018 - ACTIVIDAD EJE 3-SIG.Document12 paginiLISTA DE CHEQUEO Y ANALISIS DE LAS NORMAS ISO 9001 2015. ISO 14001 2015 y ISO 45001 2018 - ACTIVIDAD EJE 3-SIG.Yami Tete100% (2)
- Injertacion de CacaoDocument18 paginiInjertacion de CacaorosaÎncă nu există evaluări
- Cuestionario 1Document10 paginiCuestionario 1LualAuditore33% (3)
- Ejem 3A HipervinculosDocument9 paginiEjem 3A HipervinculosErik Antonny SCÎncă nu există evaluări
- Usando Correctamente Los Tapones de OidosDocument1 paginăUsando Correctamente Los Tapones de OidosWilson Lozano SilvaÎncă nu există evaluări
- Tomemos Conciencia Esto No Puede Volver A SucederDocument3 paginiTomemos Conciencia Esto No Puede Volver A SucederWilson Lozano SilvaÎncă nu există evaluări
- Ler Lesiones Por Esfuerzo RepetitivoDocument1 paginăLer Lesiones Por Esfuerzo RepetitivoWilson Lozano SilvaÎncă nu există evaluări
- Prevención de Lesiones de EspaldaDocument1 paginăPrevención de Lesiones de EspaldaSebastián PuentesÎncă nu există evaluări
- Habilidades BlandasDocument1 paginăHabilidades BlandasWilson Lozano SilvaÎncă nu există evaluări
- Trabajo en EquipoDocument1 paginăTrabajo en EquipoWilson Lozano SilvaÎncă nu există evaluări
- Saber, Querer y PoderDocument1 paginăSaber, Querer y PoderWilson Lozano SilvaÎncă nu există evaluări
- Obligaciones de Los Trabajadores Segun El D.S. 024.2016 E.M.Document1 paginăObligaciones de Los Trabajadores Segun El D.S. 024.2016 E.M.Wilson Lozano SilvaÎncă nu există evaluări
- Manipulación de Sustancias Químicas - Rombo NfpaDocument1 paginăManipulación de Sustancias Químicas - Rombo NfpaWilson Lozano SilvaÎncă nu există evaluări
- Siete Reglas Que Debes Seguir Al Usar GrilletesDocument1 paginăSiete Reglas Que Debes Seguir Al Usar GrilletesWilson Lozano SilvaÎncă nu există evaluări
- Uso de ExtintoresDocument1 paginăUso de ExtintoresWilson Lozano SilvaÎncă nu există evaluări
- Los Casi-Accidentes Son AdvertenciasDocument2 paginiLos Casi-Accidentes Son AdvertenciasSantiago ArcosÎncă nu există evaluări
- Los 5 C Del Trabajo en EquipoDocument1 paginăLos 5 C Del Trabajo en EquipoWilson Lozano SilvaÎncă nu există evaluări
- Desinfección de Equipos de Protección PersonalDocument1 paginăDesinfección de Equipos de Protección PersonalWilson Lozano SilvaÎncă nu există evaluări
- Consejos para El Lavado de ManosDocument1 paginăConsejos para El Lavado de ManosWilson Lozano SilvaÎncă nu există evaluări
- El Comportamiento SeguroDocument1 paginăEl Comportamiento SeguroWilson Lozano Silva100% (1)
- La AutoestimaDocument1 paginăLa AutoestimaWilson Lozano SilvaÎncă nu există evaluări
- El Elefante y El JineteDocument1 paginăEl Elefante y El JineteWilson Lozano SilvaÎncă nu există evaluări
- DermatitisDocument1 paginăDermatitisWilson Lozano SilvaÎncă nu există evaluări
- Factura Electronica - Impresion - Flete 160Document1 paginăFactura Electronica - Impresion - Flete 160Wilson Lozano SilvaÎncă nu există evaluări
- 5 ValvulasDocument16 pagini5 ValvulasmuahdibÎncă nu există evaluări
- TablasDocument3 paginiTablasWilson Lozano SilvaÎncă nu există evaluări
- Unidad 17-CD (Tema 14.-Pruebas de Fuga y de Presión)Document30 paginiUnidad 17-CD (Tema 14.-Pruebas de Fuga y de Presión)PERCYÎncă nu există evaluări
- Tabla de Datos Usados para Ensayo Del Motor Diesel Toyota 1cDocument13 paginiTabla de Datos Usados para Ensayo Del Motor Diesel Toyota 1cWilson Lozano SilvaÎncă nu există evaluări
- Control MacDocument1 paginăControl MacWilson Lozano SilvaÎncă nu există evaluări
- PROYECTODocument9 paginiPROYECTOWilson Lozano SilvaÎncă nu există evaluări
- Tobera FlowDocument11 paginiTobera FlowWilson Lozano SilvaÎncă nu există evaluări
- Informe de Laboratorio Ley Del PénduloDocument8 paginiInforme de Laboratorio Ley Del PénduloIrani Franco ZabaletaÎncă nu există evaluări
- Tic 1 - G3 - TP FinalDocument14 paginiTic 1 - G3 - TP FinalCaro FriedÎncă nu există evaluări
- Test Inteligencia Gratis: Te RecomendamosDocument4 paginiTest Inteligencia Gratis: Te RecomendamosLaysha MartinezÎncă nu există evaluări
- Cuestionario MicroDocument2 paginiCuestionario MicroYaki MoyaÎncă nu există evaluări
- Cert 1461 Act5 IC60N 2022Document68 paginiCert 1461 Act5 IC60N 2022Francisco Ordoñez MuñozÎncă nu există evaluări
- Caso Practico Fusion de SociedadesDocument6 paginiCaso Practico Fusion de SociedadesKier Ethan Chavez RodasÎncă nu există evaluări
- Protocolo de BioseguriddDocument9 paginiProtocolo de BioseguriddMárolys LozanoÎncă nu există evaluări
- Manuali GS50 eDocument15 paginiManuali GS50 eAnonymous YjoCCKÎncă nu există evaluări
- Un Viaje A Través de La NaturalezaDocument2 paginiUn Viaje A Través de La NaturalezaAbraham Cruz HuamanÎncă nu există evaluări
- Matriz de Consistencia Anexo 2Document2 paginiMatriz de Consistencia Anexo 2felix marÎncă nu există evaluări
- Controlador LuzDocument137 paginiControlador LuznarutoÎncă nu există evaluări
- Politica de CTI 2017 2030-ParaguayDocument34 paginiPolitica de CTI 2017 2030-Paraguayidelin.molinasÎncă nu există evaluări
- Recurso de Nulidad de NotificacionDocument7 paginiRecurso de Nulidad de NotificacionFrank CácedaÎncă nu există evaluări
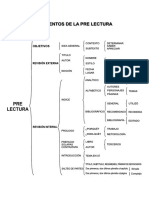
- Elementos de La Pre LecturaDocument1 paginăElementos de La Pre LecturaFernando YzfÎncă nu există evaluări
- Cuaderno Costos y PresupuestosDocument52 paginiCuaderno Costos y PresupuestosMarita Madelein Meza CuyoÎncă nu există evaluări
- FAO Nutrición y Sistemas Alimentarios Cap 1Document25 paginiFAO Nutrición y Sistemas Alimentarios Cap 1FrancoIgnacioLópezFerradaÎncă nu există evaluări
- G1 Lab1.1 Fotocelda PreparatorioDocument5 paginiG1 Lab1.1 Fotocelda PreparatorioJuanSebastianSotomayorÎncă nu există evaluări
- VillaGuerrero 1985Document67 paginiVillaGuerrero 1985Alberto MezaÎncă nu există evaluări
- 11 Informe de Salud y Seguridad en El TrabajoDocument11 pagini11 Informe de Salud y Seguridad en El Trabajocarlos alradoado calderonÎncă nu există evaluări
- Actividad 3 - Enfoques de Investigación - Revisión Del Intento2Document5 paginiActividad 3 - Enfoques de Investigación - Revisión Del Intento2claudia valderramaÎncă nu există evaluări
- Mmsperusalud Vol 1-6 Guia Rapida CD-cdsDocument1 paginăMmsperusalud Vol 1-6 Guia Rapida CD-cdskwag100% (1)
- Leonardo AtestiguamientoDocument8 paginiLeonardo Atestiguamientoluissana_santelizÎncă nu există evaluări
- Formato de Valorizacion en Obra AtrasadaDocument29 paginiFormato de Valorizacion en Obra AtrasadaDiego Diaz MontoyaÎncă nu există evaluări
- Unidad 1. La Actividad Comercial de Las EmpresasDocument4 paginiUnidad 1. La Actividad Comercial de Las EmpresasbeatriztalaÎncă nu există evaluări
- Consultoría A Cinépolis de MéxicoDocument3 paginiConsultoría A Cinépolis de MéxicoEmmanuel Cuevas del CastilloÎncă nu există evaluări
- Portafolio Teresa BurgaDocument99 paginiPortafolio Teresa BurgaNicolásÎncă nu există evaluări
- ComunicadoATEmpíricosyDDJJ ResoluciónN°2023 442Document6 paginiComunicadoATEmpíricosyDDJJ ResoluciónN°2023 442DanielaDelEspacioÎncă nu există evaluări