S-ar putea să vă placă și
- 12 Pasos para La Implementacion Del TPMDocument12 pagini12 Pasos para La Implementacion Del TPMJonathan ZambranoÎncă nu există evaluări
- 1.tesis TPMDocument110 pagini1.tesis TPMLuis Vela100% (6)
- Rutinas de GerenciamientoDocument114 paginiRutinas de GerenciamientoLuis Castro ApablazaÎncă nu există evaluări
- Carrito Seguidor Linea NegraDocument8 paginiCarrito Seguidor Linea NegraJuan Mejía PerezÎncă nu există evaluări
- Es 5S HousekeepingDocument8 paginiEs 5S HousekeepingLuz García-MansillaÎncă nu există evaluări
- Presentacion TPM MANTENIMIENTODocument15 paginiPresentacion TPM MANTENIMIENTO202100693Încă nu există evaluări
- Matriz para Criticidad de EquiposDocument4 paginiMatriz para Criticidad de EquiposLuisAngel Shannovíc SarmientoMeléndezÎncă nu există evaluări
- S04.s1 Análisis EconomicoDocument27 paginiS04.s1 Análisis Economicogabriel chunga yucraÎncă nu există evaluări
- Gestión de Mantenimiento Trabajo IDocument26 paginiGestión de Mantenimiento Trabajo IManuelDomingoGonzalezTorresÎncă nu există evaluări
- Angulos Complementarios y Suplementarios 6°Document3 paginiAngulos Complementarios y Suplementarios 6°Pamela Gonzalez RomeroÎncă nu există evaluări
- Relleno en PastaDocument48 paginiRelleno en PastaNelson SilvestreÎncă nu există evaluări
- Sesión 1Document37 paginiSesión 1Jarim Valdiglesias PalominoÎncă nu există evaluări
- M14 U2 S4 OsccDocument17 paginiM14 U2 S4 Osccosvaldo80% (5)
- Tacticas de MantenimientoDocument9 paginiTacticas de Mantenimientolopablito24Încă nu există evaluări
- Trabajo Final - Procesos de Decisión S-007Document15 paginiTrabajo Final - Procesos de Decisión S-007samuelpacahuala100% (1)
- Implementación de Un Programa TPMDocument32 paginiImplementación de Un Programa TPModeilys urbinaÎncă nu există evaluări
- 12 Pasos para Implementar El TPMDocument3 pagini12 Pasos para Implementar El TPMElmeri Fidel Gomez AriasÎncă nu există evaluări
- Evidencias MantenimientoDocument14 paginiEvidencias Mantenimientoroki_194Încă nu există evaluări
- Mantenimiento y Fiabilidad PDFDocument33 paginiMantenimiento y Fiabilidad PDFAlfredoÎncă nu există evaluări
- Cuadro Sinoptico Unidad 4 Gestion EstrategicaDocument5 paginiCuadro Sinoptico Unidad 4 Gestion EstrategicaDiana Laura Garcia CruzÎncă nu există evaluări
- Jorge KPIDocument17 paginiJorge KPIAlberto Decuir ParraÎncă nu există evaluări
- ADMINISTRACIÓN ESTRATÉGICA (Presentacion)Document14 paginiADMINISTRACIÓN ESTRATÉGICA (Presentacion)Leonardo ParraÎncă nu există evaluări
- Fases de La Implementacion Del RCMDocument15 paginiFases de La Implementacion Del RCMmiguelangel100% (2)
- APICSDocument2 paginiAPICSJesus MendozaÎncă nu există evaluări
- Mantenimiento Autónomo de Una MarmitaDocument4 paginiMantenimiento Autónomo de Una MarmitaReikxxxÎncă nu există evaluări
- Mantenimiento Predictivo R2M PDFDocument25 paginiMantenimiento Predictivo R2M PDFDiego Lozano VázquezÎncă nu există evaluări
- E.C.G U2 - Act43 - DiDocument4 paginiE.C.G U2 - Act43 - DiEstefany CarreñoÎncă nu există evaluări
- TesinaDocument151 paginiTesinaJarim Valdiglesias PalominoÎncă nu există evaluări
- Proyecto MantenimientoDocument32 paginiProyecto MantenimientoFabián NovoÎncă nu există evaluări
- Administración de mantenimiento: Introducción y generalidadesDocument30 paginiAdministración de mantenimiento: Introducción y generalidadesjuancarrillod9198Încă nu există evaluări
- Tesis UPV3387Document318 paginiTesis UPV3387edi_nkjÎncă nu există evaluări
- 100000I92N GestionDeMantenimientoDocument5 pagini100000I92N GestionDeMantenimientoJesus NizamaÎncă nu există evaluări
- SEIS SIGMA EMPRESAS MEXICANASDocument7 paginiSEIS SIGMA EMPRESAS MEXICANASFrancisco EstradaÎncă nu există evaluări
- MANTENIMIENTO PREVENTIVO Parte 1Document13 paginiMANTENIMIENTO PREVENTIVO Parte 1tucuman_69Încă nu există evaluări
- 2.3 Mantenimiento Preventivo, Corretivo y Predictivo PDFDocument9 pagini2.3 Mantenimiento Preventivo, Corretivo y Predictivo PDFMario CruzÎncă nu există evaluări
- Propuesta de Un Sistema de Gestión de Mantenimiento Preventivo Basado en La Metodología TPMDocument195 paginiPropuesta de Un Sistema de Gestión de Mantenimiento Preventivo Basado en La Metodología TPMReymun100% (1)
- Cómo se evalúa la calidad del servicio en empresasDocument14 paginiCómo se evalúa la calidad del servicio en empresasBrian MirelesÎncă nu există evaluări
- Plan de mejora mantenimiento equipos Refinería ShushufindiDocument390 paginiPlan de mejora mantenimiento equipos Refinería ShushufindiJorge López100% (1)
- Gestión mantenimientoDocument2 paginiGestión mantenimientoPocho McnishÎncă nu există evaluări
- Qué Es La Manufactura EsbeltaDocument20 paginiQué Es La Manufactura Esbeltadiego2185Încă nu există evaluări
- Guia Fundamental Del Control OrganizacionalDocument74 paginiGuia Fundamental Del Control OrganizacionalCarlos J. MurilloÎncă nu există evaluări
- Modelo de gestión de mantenimiento PIA TelloDocument100 paginiModelo de gestión de mantenimiento PIA TelloCarlos CarrasquelÎncă nu există evaluări
- Control de ProduccionDocument10 paginiControl de ProduccionAlexis MillanÎncă nu există evaluări
- 01 Estrategia de Impacto de Six Sigma PDFDocument36 pagini01 Estrategia de Impacto de Six Sigma PDFJuan Carlos QuinteroÎncă nu există evaluări
- Plan Maestro para La Aplicación de Una Táctica TPM en Una EmpresaDocument4 paginiPlan Maestro para La Aplicación de Una Táctica TPM en Una EmpresaJose Manuel Alva ReyesÎncă nu există evaluări
- TPM: Mantenimiento Productivo TotalDocument14 paginiTPM: Mantenimiento Productivo Totalgustavo811Încă nu există evaluări
- Seis Sigma UNI - Reducción de defectosDocument25 paginiSeis Sigma UNI - Reducción de defectosOscaric25Încă nu există evaluări
- Pasos para La Implementacion Del TPMDocument9 paginiPasos para La Implementacion Del TPMFernando Medina SegundoÎncă nu există evaluări
- Proyecto Manufactura Esbelta A2Document24 paginiProyecto Manufactura Esbelta A2Thom YorkeÎncă nu există evaluări
- Optimización Integral de Mantenimiento "Enfoque Organizacional" PDFDocument13 paginiOptimización Integral de Mantenimiento "Enfoque Organizacional" PDFEquipoOIM100% (1)
- Trababo Final MabeDocument40 paginiTrababo Final MabeJuliana Salazar100% (1)
- Mantenimiento PreventivoDocument15 paginiMantenimiento PreventivototosofiÎncă nu există evaluări
- Plan de Control para CalidadDocument3 paginiPlan de Control para CalidadJowell ReynosaÎncă nu există evaluări
- AdelcaDocument3 paginiAdelcaErick CedeñoÎncă nu există evaluări
- TPM: 12 pasos para implementar Mantenimiento Productivo TotalDocument22 paginiTPM: 12 pasos para implementar Mantenimiento Productivo TotalBRYAN STEVEN HERNANDEZ TORRESÎncă nu există evaluări
- Trabajo de Principios AdministrativosDocument22 paginiTrabajo de Principios AdministrativosEfrainDavidHernandezÎncă nu există evaluări
- Cuestionario Jorge SanchezDocument6 paginiCuestionario Jorge Sanchezjorge sanchezÎncă nu există evaluări
- Pilares Del MantenimientoDocument7 paginiPilares Del MantenimientoAndrés GonzálezÎncă nu există evaluări
- Como Se Implementa El TPMDocument10 paginiComo Se Implementa El TPMLuis Fernando Gonzalez ReyesÎncă nu există evaluări
- TPMDocument7 paginiTPMSam Diaz100% (1)
- Mantenimiento Productivo Total tpm-618fdbb6529ffDocument5 paginiMantenimiento Productivo Total tpm-618fdbb6529ffCamilo MiloÎncă nu există evaluări
- 12 pasos TPM implementaciónDocument7 pagini12 pasos TPM implementaciónHënry RømęrøÎncă nu există evaluări
- Adaptación de Un Programa de Mantenimiento Productivo Total y Aplicación de Un Sistema de Indicadores de Efectividad Global de Los Equipos para Una Compañía MineraDocument94 paginiAdaptación de Un Programa de Mantenimiento Productivo Total y Aplicación de Un Sistema de Indicadores de Efectividad Global de Los Equipos para Una Compañía Minerashekina19Încă nu există evaluări
- 12 Pasos para Implementar El TPMDocument7 pagini12 Pasos para Implementar El TPMMaria AlejandraÎncă nu există evaluări
- 12 Pasos para La Implementacion Del TPMDocument8 pagini12 Pasos para La Implementacion Del TPMWilliam MojicaÎncă nu există evaluări
- Bloque 4 Segundoss 1Document13 paginiBloque 4 Segundoss 1Clarita CauichÎncă nu există evaluări
- Practica 1 WilliamDocument4 paginiPractica 1 WilliamClarita CauichÎncă nu există evaluări
- Reporte 1 OptativaDocument12 paginiReporte 1 OptativaClarita CauichÎncă nu există evaluări
- Fraces CelebresDocument3 paginiFraces CelebresClarita CauichÎncă nu există evaluări
- Analisis SociogramaDocument4 paginiAnalisis SociogramaClarita CauichÎncă nu există evaluări
- Tarea 2Document8 paginiTarea 2Clarita CauichÎncă nu există evaluări
- Reporte 1 OptativaDocument12 paginiReporte 1 OptativaClarita CauichÎncă nu există evaluări
- T0 - Introduccion PDFDocument22 paginiT0 - Introduccion PDFClarita CauichÎncă nu există evaluări
- Inteligencia Artificial I - ISC PDFDocument8 paginiInteligencia Artificial I - ISC PDFClarita CauichÎncă nu există evaluări
- Seguridad InstitucionalDocument6 paginiSeguridad InstitucionalClarita CauichÎncă nu există evaluări
- Comercio ElectronicoDocument10 paginiComercio ElectronicoClarita CauichÎncă nu există evaluări
- Robotseguidordelinea 101109112325 Phpapp02Document10 paginiRobotseguidordelinea 101109112325 Phpapp02Clarita CauichÎncă nu există evaluări
- Sesion 2. MERCANTILISMODocument16 paginiSesion 2. MERCANTILISMOMarife CastilloÎncă nu există evaluări
- Diseño estructural Concreto Reforzado IIDocument6 paginiDiseño estructural Concreto Reforzado IIJhoice Fernanda Florian ParedesÎncă nu există evaluări
- AUTOESTIMADocument8 paginiAUTOESTIMAemelysÎncă nu există evaluări
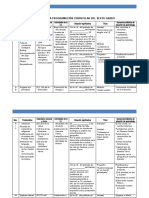
- 6to Matriz ProgramaciónDocument9 pagini6to Matriz ProgramaciónManuel Del águila VasquezÎncă nu există evaluări
- Que Es Un Facturador MedicoDocument14 paginiQue Es Un Facturador MedicoNitza I. Cortes Vazquez100% (1)
- 2 - Manejo de Suelos Con Acumulacion de Sales (Garcia A)Document21 pagini2 - Manejo de Suelos Con Acumulacion de Sales (Garcia A)wuariÎncă nu există evaluări
- Paradigmas EICDocument9 paginiParadigmas EICJavier MartinÎncă nu există evaluări
- Apuntes de Quimica y Sociedad Versión 2015Document172 paginiApuntes de Quimica y Sociedad Versión 2015Kamila Hidalgo Schulz100% (3)
- La Poesia Reino Autonomo de Roberto Fern PDFDocument4 paginiLa Poesia Reino Autonomo de Roberto Fern PDFSol PalenciaÎncă nu există evaluări
- 16 Analisis EstaticoDocument22 pagini16 Analisis EstaticoSmith Acuña VeraÎncă nu există evaluări
- 20 Enemiga de La Tierra - Ramon SomozaDocument67 pagini20 Enemiga de La Tierra - Ramon SomozaDon AlbertoÎncă nu există evaluări
- La Disciplina de La Sociología - RESUMENDocument3 paginiLa Disciplina de La Sociología - RESUMENEmiliano BorisekÎncă nu există evaluări
- TRABAJO GRUPAL Programa de IntervenciónDocument3 paginiTRABAJO GRUPAL Programa de IntervenciónManuela TejadaÎncă nu există evaluări
- Movimientos Sociales ContemporaneosDocument4 paginiMovimientos Sociales ContemporaneosLoidha SaquilÎncă nu există evaluări
- Teoricos de Todo El Año Desgrabados de Psicopatología IDocument82 paginiTeoricos de Todo El Año Desgrabados de Psicopatología IJuanDualibeÎncă nu există evaluări
- Problemas en Clase VII SOLUCIONDocument13 paginiProblemas en Clase VII SOLUCIONISAAC INGAÎncă nu există evaluări
- Derechos hereditarios de hijo por nacerDocument6 paginiDerechos hereditarios de hijo por nacerCarlos Asc100% (1)
- Renacimiento y humanismo en la educación de la Edad ModernaDocument26 paginiRenacimiento y humanismo en la educación de la Edad ModernaAntoni VargasÎncă nu există evaluări
- Principio de Superposición en Análisis EstructuralDocument11 paginiPrincipio de Superposición en Análisis EstructuralHans Andersson Castillo CabanillasÎncă nu există evaluări
- Paráfrasis: claves para comprender textosDocument8 paginiParáfrasis: claves para comprender textosPepe Charly de la CruzÎncă nu există evaluări
- Examen Parcial Impuesto de Renta Semana 4Document17 paginiExamen Parcial Impuesto de Renta Semana 4Oscar Ronderos InfanteÎncă nu există evaluări
- Resortes Mecánicos: Diseño y AnálisisDocument54 paginiResortes Mecánicos: Diseño y Análisisfpayares4619Încă nu există evaluări
- Optimización de EspaciosDocument1 paginăOptimización de EspaciosAlejandro MartyÎncă nu există evaluări
- Tema 14 La Inglaterra VictorianaDocument8 paginiTema 14 La Inglaterra VictorianaMiguel RoldánÎncă nu există evaluări
- Procedimiento Seguro de Trabajo AsfalticoDocument7 paginiProcedimiento Seguro de Trabajo AsfalticoMiguel Sebastián Soto VeraÎncă nu există evaluări
- Condicionado General - Catalana Occidente HogarDocument9 paginiCondicionado General - Catalana Occidente Hogarlmoreno88Încă nu există evaluări