S-ar putea să vă placă și
- Tecnico en Redes y Seguridad - USERSDocument615 paginiTecnico en Redes y Seguridad - USERSᘹᕼᖆᓮᔙᖶᓍᖰᕼᕮᖆ ᕾᓌᖇᖶᓍ100% (3)
- Unidad 2 Norma Iso 9001 Sistemas de GestiónDocument38 paginiUnidad 2 Norma Iso 9001 Sistemas de GestiónJacqueline Escobar0% (2)
- Evidencia Aeronautica EspacialDocument6 paginiEvidencia Aeronautica EspacialDaniel GómezÎncă nu există evaluări
- Agua para Industria AutomotrizDocument17 paginiAgua para Industria AutomotrizEleazarRomero0% (1)
- Ejemplo de Simulación de Escenarios en Excel AnteDocument7 paginiEjemplo de Simulación de Escenarios en Excel AnteManuel Macias100% (1)
- PPTS - Balance de Linea ElementalDocument41 paginiPPTS - Balance de Linea ElementalRuddyUrtechoPonteÎncă nu există evaluări
- Escuela de Ingeniería IndustrialDocument2 paginiEscuela de Ingeniería IndustrialCarlos MendozaÎncă nu există evaluări
- Celdas de ManufacturaDocument25 paginiCeldas de ManufacturaJesus BartoloÎncă nu există evaluări
- Sistema AndonDocument14 paginiSistema AndonCg CitlalyÎncă nu există evaluări
- ARQUITECTURA JAVA SÓLIDA (Cecilio Álvarez Caules) PDFDocument404 paginiARQUITECTURA JAVA SÓLIDA (Cecilio Álvarez Caules) PDFrubiohotÎncă nu există evaluări
- JAVA 2-Curso de Programacion - (Javier Ceballos)Document706 paginiJAVA 2-Curso de Programacion - (Javier Ceballos)rubiohotÎncă nu există evaluări
- USERs Tecnico Redes y SeguridadDocument28 paginiUSERs Tecnico Redes y SeguridadFrqnclsco LinquiÎncă nu există evaluări
- YoigofebreroDocument8 paginiYoigofebreroAnonymous acnuCEG67vÎncă nu există evaluări
- Manual Comando Autocad 2023Document6 paginiManual Comando Autocad 2023Yuber Zúñiga Ochoa100% (1)
- Proceso Industrial de La Coca-ColaDocument58 paginiProceso Industrial de La Coca-ColaGeraldine BazanÎncă nu există evaluări
- Exposición VSM - Diseño de PlantaDocument32 paginiExposición VSM - Diseño de PlantaLaura vargas cantorÎncă nu există evaluări
- Mapa de cadena de valorDocument31 paginiMapa de cadena de valorCA PCÎncă nu există evaluări
- Manufactura mejora sistemasDocument15 paginiManufactura mejora sistemasKassandraÎncă nu există evaluări
- Proyecto Final VSMDocument40 paginiProyecto Final VSMcarloshugoletyÎncă nu există evaluări
- Indicadores UPV (FTT) PDFDocument7 paginiIndicadores UPV (FTT) PDFangelo_1989Încă nu există evaluări
- Problemas de calidad y producción resueltosDocument6 paginiProblemas de calidad y producción resueltosAna Maria Amayo AlayoÎncă nu există evaluări
- Formulación y Evaluación de Proyectos: Unidad 2Document10 paginiFormulación y Evaluación de Proyectos: Unidad 2ChristopherÎncă nu există evaluări
- Mantenimiento Planta CemexDocument2 paginiMantenimiento Planta Cemexjuan jose salazar olveraÎncă nu există evaluări
- Capacidad Del Proceso y Metodología Six SigmaDocument36 paginiCapacidad Del Proceso y Metodología Six SigmaAngel Evaristo Flores RamirezÎncă nu există evaluări
- Manual Productividad-OITDocument97 paginiManual Productividad-OITJosé L. FailocÎncă nu există evaluări
- Mantenimiento Productivo Total en Una Micro-EmpresaDocument25 paginiMantenimiento Productivo Total en Una Micro-EmpresaRaphaelCaldeÎncă nu există evaluări
- Ejercicios de inventarios para administración de operacionesDocument3 paginiEjercicios de inventarios para administración de operacionesAryÎncă nu există evaluări
- CuadroComparativo 8D Seis SigmaDocument5 paginiCuadroComparativo 8D Seis SigmaANA LAURA HERNANDEZÎncă nu există evaluări
- Reporte KanbanDocument13 paginiReporte KanbanJuan José Olvera García100% (2)
- Don Eli Chino OKDocument32 paginiDon Eli Chino OKMario Lugo TalamanteÎncă nu există evaluări
- Capitulo 8 Iso 9001Document16 paginiCapitulo 8 Iso 9001AndreaMartinezÎncă nu există evaluări
- Entregable de Pruebas 1Document16 paginiEntregable de Pruebas 1Harito PadillaÎncă nu există evaluări
- Principios Basicos para La Gestion de La Cadena de SuministrosDocument2 paginiPrincipios Basicos para La Gestion de La Cadena de SuministrosLucheins BurbanoÎncă nu există evaluări
- Aplicacion de La Metodología Dmaic - SimferDocument31 paginiAplicacion de La Metodología Dmaic - SimferAlvaro Montero Arellano100% (1)
- Conceptos Básicos Del TPMDocument16 paginiConceptos Básicos Del TPMNatta MakkaÎncă nu există evaluări
- Aplicación de herramientas de calidad para reducir desperdicios en la producción de tarjetas bancariasDocument133 paginiAplicación de herramientas de calidad para reducir desperdicios en la producción de tarjetas bancariasManuel RossiniÎncă nu există evaluări
- Modelaje de Un Intercambiador de CalorDocument33 paginiModelaje de Un Intercambiador de CalorKenneth BacaÎncă nu există evaluări
- Tanque Frio 2Document6 paginiTanque Frio 2DELIAÎncă nu există evaluări
- Uso de ExperimenterDocument4 paginiUso de ExperimenterYenny Yamilett Suil CruzÎncă nu există evaluări
- Primera Unidad - UnidoDocument51 paginiPrimera Unidad - Unidoangie realÎncă nu există evaluări
- Fundamento Del AmefDocument11 paginiFundamento Del Amefnerio gerardinoÎncă nu există evaluări
- Tarea Individual (Investigar El Tema) - Tfg-Ai-04 Medibles de Manufactura Esbelta.Document6 paginiTarea Individual (Investigar El Tema) - Tfg-Ai-04 Medibles de Manufactura Esbelta.EDNA GUADALUPE ESCALANTE MORAÎncă nu există evaluări
- Agregar imagen y mejora continuaDocument75 paginiAgregar imagen y mejora continuaFrank Santamaria RamosÎncă nu există evaluări
- Prototipo de Aplicacion para Gestión de Datos de Tiempos Muertos en Una EmpresaDocument38 paginiPrototipo de Aplicacion para Gestión de Datos de Tiempos Muertos en Una EmpresaJAVIER EMERSON MICHAEL JARA RAMOSÎncă nu există evaluări
- Poka-yoke: evitar errores en procesos productivosDocument3 paginiPoka-yoke: evitar errores en procesos productivosGrimmer MastersÎncă nu există evaluări
- Proceso Productivo Continuo y Por LotesDocument5 paginiProceso Productivo Continuo y Por Lotesdavidfrenos67% (6)
- Residencia SkyworksDocument89 paginiResidencia SkyworksJesus Reyes50% (2)
- Cuestionario 2Document10 paginiCuestionario 2David MoralesÎncă nu există evaluări
- Ingeniería de la Producción - Problemas y respuestasDocument19 paginiIngeniería de la Producción - Problemas y respuestasDari Xavi Toapanta0% (1)
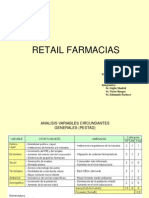
- Análisis Farmacias RetailDocument12 paginiAnálisis Farmacias RetailEdmundo Javier Pacheco100% (1)
- Practica No 3 Torno - CNCDocument4 paginiPractica No 3 Torno - CNCJesús Martínez MtzÎncă nu există evaluări
- ARENA - Descripción de SoftwareDocument1 paginăARENA - Descripción de Softwarejorge acuñaÎncă nu există evaluări
- Business - SCM - Pilot - Manual Practico de LogisticaDocument177 paginiBusiness - SCM - Pilot - Manual Practico de LogisticaArturo Gonzalez100% (1)
- SwatchDocument2 paginiSwatchAlejandra GutierrezÎncă nu există evaluări
- EJERCICIO2Document5 paginiEJERCICIO2luis salazarÎncă nu există evaluări
- Actividad4.2 Muñoz Dela CruzDocument10 paginiActividad4.2 Muñoz Dela CruzLupitaSalayaÎncă nu există evaluări
- Maradiaga, F. (2021) - SMED. CC. Argentina.Document9 paginiMaradiaga, F. (2021) - SMED. CC. Argentina.DfernandoÎncă nu există evaluări
- Parte 3 AMEF Analisis de Los Modos y Efectos de Fallas ADocument25 paginiParte 3 AMEF Analisis de Los Modos y Efectos de Fallas AJoseph CGÎncă nu există evaluări
- Automatizacion y LEANDocument4 paginiAutomatizacion y LEANEdgar BernalÎncă nu există evaluări
- Tesis FrikoDocument138 paginiTesis FrikoIvan NuñezÎncă nu există evaluări
- Reingenieria y LogisticaDocument4 paginiReingenieria y LogisticaDennis Ayosha Garcia0% (1)
- QFD Casa de La CalidadDocument21 paginiQFD Casa de La CalidadCarlos SotoÎncă nu există evaluări
- MES - ExposicionDocument5 paginiMES - ExposicionLucía TorresÎncă nu există evaluări
- Cortina Design EngineeringDocument5 paginiCortina Design EngineeringemorlalesÎncă nu există evaluări
- Tipos de AutomatizacionDocument7 paginiTipos de AutomatizacionSami ApazaÎncă nu există evaluări
- Unidad 3Document10 paginiUnidad 3Rafael González CamarilloÎncă nu există evaluări
- Manual Java - Introducción al lenguajeDocument81 paginiManual Java - Introducción al lenguajeArmando MancillaÎncă nu există evaluări
- Manual Borland C++ Builder Con SQL (Espa - Ol)Document795 paginiManual Borland C++ Builder Con SQL (Espa - Ol)Uriel Alexander LoriaÎncă nu există evaluări
- Programación Orientada A Objetos Con C++Document31 paginiProgramación Orientada A Objetos Con C++api-3775614100% (7)
- CDocument48 paginiCBertin VargasÎncă nu există evaluări
- Programacion en C y C++ (Manual FV)Document131 paginiProgramacion en C y C++ (Manual FV)Josua Obando100% (3)
- ETSETB - Introducción A La Programación en CDocument153 paginiETSETB - Introducción A La Programación en CHector TorresÎncă nu există evaluări
- El C++ Por La Práctica, Introducción Al Lenguaje y Su FilosofíaDocument154 paginiEl C++ Por La Práctica, Introducción Al Lenguaje y Su Filosofíaapi-3775614Încă nu există evaluări
- Curso de Introducción A C++ para Programadores en CDocument51 paginiCurso de Introducción A C++ para Programadores en Cinfobits100% (1)
- Curso de C++Document195 paginiCurso de C++Ricardo RosÎncă nu există evaluări
- Memorias (Flash y Ddr2)Document15 paginiMemorias (Flash y Ddr2)rubiohotÎncă nu există evaluări
- C# Guia Total Del ProgramadorDocument404 paginiC# Guia Total Del Programadorleovelaz5100% (1)
- Aprendiendo Desde 0 C++Document92 paginiAprendiendo Desde 0 C++eljaijaiÎncă nu există evaluări
- 3-Dispositivos de Red PDFDocument28 pagini3-Dispositivos de Red PDFrubiohotÎncă nu există evaluări
- Introducción a C# - Creación de programas sencillosDocument7 paginiIntroducción a C# - Creación de programas sencillosgelres1Încă nu există evaluări
- Cómo Montar Un PC Paso A PasoDocument37 paginiCómo Montar Un PC Paso A Pasovertice100% (16)
- Solución A Problemas de Hardware PDFDocument61 paginiSolución A Problemas de Hardware PDFrubiohotÎncă nu există evaluări
- Manual de Reparacion Peugeot 307Document253 paginiManual de Reparacion Peugeot 307Cristian Quintana Villar88% (16)
- Memoria RAM ExplicacionDocument113 paginiMemoria RAM ExplicacionadasdÎncă nu există evaluări
- PC World Práctico (Tomos 1 2 3)Document455 paginiPC World Práctico (Tomos 1 2 3)rubiohot100% (1)
- 2 PDFDocument28 pagini2 PDFbizzy31Încă nu există evaluări
- Guia de Motherboards 2008 (Spanish)Document12 paginiGuia de Motherboards 2008 (Spanish)MC. Rene Solis R.100% (6)
- Manual de Usuario Peugeot 307 PDFDocument208 paginiManual de Usuario Peugeot 307 PDFoscarÎncă nu există evaluări
- 2002 Peugeot 307 65662Document128 pagini2002 Peugeot 307 65662Alexis Duran AlbertoÎncă nu există evaluări
- MKi9200-GUÍA RÁPIDADocument22 paginiMKi9200-GUÍA RÁPIDArubiohotÎncă nu există evaluări
- Manual de Armado y Reparacion de PC PDFDocument320 paginiManual de Armado y Reparacion de PC PDFMauricio GonzalezÎncă nu există evaluări
- 2007 Peugeot 307Document210 pagini2007 Peugeot 307rubiohotÎncă nu există evaluări
- Informe4-José Miguel Aramburú H-Ismael Roberto Acevedo PavezDocument18 paginiInforme4-José Miguel Aramburú H-Ismael Roberto Acevedo PavezIshmael AcevedoÎncă nu există evaluări
- Proyecto Final - Gestión de Proyectos Informáticos - Software de Control de InventarioDocument17 paginiProyecto Final - Gestión de Proyectos Informáticos - Software de Control de InventarioAdreanyelaÎncă nu există evaluări
- Conceptos informáticos básicos en crucigramaDocument2 paginiConceptos informáticos básicos en crucigramatecnicosiÎncă nu există evaluări
- KotlinDocument17 paginiKotlinSmit Oscco CcuiroÎncă nu există evaluări
- 2 Relacion de Activos Fijos Febrero 206 ProsoliDocument99 pagini2 Relacion de Activos Fijos Febrero 206 Prosolirammstein4445Încă nu există evaluări
- VER ▷ Spider-Man - No Way Home 【2021】 - PELÍCULA COMPLETADocument5 paginiVER ▷ Spider-Man - No Way Home 【2021】 - PELÍCULA COMPLETAwadodong960% (3)
- Guía BPMN SUNATDocument21 paginiGuía BPMN SUNATAlanRodriguez100% (2)
- AdPrint SartoriDocument340 paginiAdPrint SartoriAndres CastroÎncă nu există evaluări
- AP06Document5 paginiAP06YamyPinoÎncă nu există evaluări
- Evaluación Final - Grupo JDocument10 paginiEvaluación Final - Grupo JJose Luis GutierrezÎncă nu există evaluări
- 1000pts Power PointDocument1 pagină1000pts Power PointErick GarcíaÎncă nu există evaluări
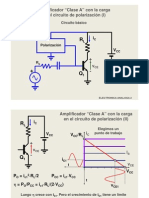
- Amplificadores de PotenciaDocument36 paginiAmplificadores de PotenciaRodrigo LaucataÎncă nu există evaluări
- Guía SENA formación virtualDocument226 paginiGuía SENA formación virtualJéssica López Segrera100% (2)
- Informe de Pasantia (IVSS)Document43 paginiInforme de Pasantia (IVSS)yelitzarondonhurtadoÎncă nu există evaluări
- Informe Medicion SH2 PM-83 PDFDocument6 paginiInforme Medicion SH2 PM-83 PDFCristhian Emmanuel GarridoÎncă nu există evaluări
- Microsoft Word - TransformadadelaplaceDocument20 paginiMicrosoft Word - Transformadadelaplacejuan ruizÎncă nu există evaluări
- Calculo de DireccionesDocument21 paginiCalculo de DireccionesGilberto NavarroÎncă nu există evaluări
- Presentacion Toma de Inventarios v1XDocument12 paginiPresentacion Toma de Inventarios v1XMiriam PalacinÎncă nu există evaluări
- Guía para escribir un texto breve utilizando conectoresDocument1 paginăGuía para escribir un texto breve utilizando conectoresFeña VeraÎncă nu există evaluări
- Respuesta Informes Subukun - Sma 876Document2 paginiRespuesta Informes Subukun - Sma 876AMV GRUPO 5Încă nu există evaluări
- Decoracion Con AnimalesDocument48 paginiDecoracion Con AnimalesAgustin LucarelliÎncă nu există evaluări
- Redes informáticas: conceptos básicosDocument51 paginiRedes informáticas: conceptos básicoswalderponton1609Încă nu există evaluări
- Planilla 1 Prácticas Del Lenguaje 4º-2Document8 paginiPlanilla 1 Prácticas Del Lenguaje 4º-2Cintia Lencina100% (1)
- MarzoDocument697 paginiMarzoJeannette SaavedraÎncă nu există evaluări
- Curso CompletoDocument823 paginiCurso CompletoanchopepeÎncă nu există evaluări
- Anexo C - Introduccion A WDMDocument12 paginiAnexo C - Introduccion A WDMc1234aagÎncă nu există evaluări
- 372 Anexo 9. Memoria de Calculo Diseno Canal PerimetralDocument21 pagini372 Anexo 9. Memoria de Calculo Diseno Canal PerimetralCamilo FernándezÎncă nu există evaluări
- MCVS-O1-108 Manual de Usuario FinalDocument4 paginiMCVS-O1-108 Manual de Usuario FinalAnderson Aulla MachaÎncă nu există evaluări