S-ar putea să vă placă și
- ISS PS Cat 793C2 Manuals 50110 (Model TS793C2)Document27 paginiISS PS Cat 793C2 Manuals 50110 (Model TS793C2)Nicole SmithÎncă nu există evaluări
- Choke Maintnance PDFDocument42 paginiChoke Maintnance PDFbtrasla9023Încă nu există evaluări
- TDS010 - 400 Series Pneumatic Actuators Technical DataDocument6 paginiTDS010 - 400 Series Pneumatic Actuators Technical DataRicardoBalderasÎncă nu există evaluări
- Vlaim029 - Position Pac Iom 07-2000Document8 paginiVlaim029 - Position Pac Iom 07-2000rodrurenÎncă nu există evaluări
- ATA 5-12 Ground Handling & ServicingDocument70 paginiATA 5-12 Ground Handling & Servicingامیر شعاعیÎncă nu există evaluări
- CVS Type 1051 Rotary Actuator: Instruction ManualDocument12 paginiCVS Type 1051 Rotary Actuator: Instruction Manualsalmo83:18Încă nu există evaluări
- 4208-26, S 2 1Document34 pagini4208-26, S 2 1Robert RustenÎncă nu există evaluări
- Maintenance and Operation Manual Hydraulic Choke and Control ConsoleDocument42 paginiMaintenance and Operation Manual Hydraulic Choke and Control ConsoleMehdi Hajd KacemÎncă nu există evaluări
- 25F-PRCServ PDFDocument38 pagini25F-PRCServ PDFsindelu60Încă nu există evaluări
- VMA1610 and VMA1620 Variable Air Volume Controllers Installation InstructionsDocument19 paginiVMA1610 and VMA1620 Variable Air Volume Controllers Installation InstructionsKAZAKIÎncă nu există evaluări
- Posicionador Automax Apex 5000Document2 paginiPosicionador Automax Apex 5000Edwing William Salhuana MendozaÎncă nu există evaluări
- Super Choke BasicsDocument10 paginiSuper Choke Basicsel_guariquenoÎncă nu există evaluări
- R-83 EC-LC ManualDocument11 paginiR-83 EC-LC ManualpaulmmccoyÎncă nu există evaluări
- Super Choke BasicsDocument10 paginiSuper Choke BasicsTg TarroÎncă nu există evaluări
- Worcester Controls 10, 15, 20 ACCESS I and 10-40 ACCESS M 39 Actuators Intrinsically SafeDocument16 paginiWorcester Controls 10, 15, 20 ACCESS I and 10-40 ACCESS M 39 Actuators Intrinsically SafeMijin28Încă nu există evaluări
- 980a1003 PDFDocument48 pagini980a1003 PDFMichael DavenportÎncă nu există evaluări
- Lathe InstallationDocument24 paginiLathe InstallationaguilavmÎncă nu există evaluări
- 199R7948 5rev5 PDFDocument16 pagini199R7948 5rev5 PDFbatman2054Încă nu există evaluări
- 980a3676 PDFDocument49 pagini980a3676 PDFMichael Davenport0% (1)
- FVCPDocument14 paginiFVCPmichaelxiaoÎncă nu există evaluări
- Maytag Neptune MAH3000AWW Washing Machine Service ManualDocument157 paginiMaytag Neptune MAH3000AWW Washing Machine Service Manualrhondafos100% (2)
- Masoneilan+ +87+and+88+Series+Spring+and+Diaphragm+Actuator+IOMDocument24 paginiMasoneilan+ +87+and+88+Series+Spring+and+Diaphragm+Actuator+IOMAsterixÎncă nu există evaluări
- Universal Testing MachineDocument28 paginiUniversal Testing MachineSunil GoelÎncă nu există evaluări
- Eng Rasad orDocument8 paginiEng Rasad orhernanaguirre7Încă nu există evaluări
- 980a3578 PDFDocument49 pagini980a3578 PDFMichael Davenport100% (1)
- RTHC Svn02c enDocument16 paginiRTHC Svn02c enRicardo100% (1)
- Bo Cat Retor Excavadora225BDocument46 paginiBo Cat Retor Excavadora225BLaura MendozaÎncă nu există evaluări
- Estrangulador SwacoDocument129 paginiEstrangulador SwacoKamilo Forero100% (5)
- Technical Series 92 User ManualDocument4 paginiTechnical Series 92 User ManualrandallshÎncă nu există evaluări
- Acura 2.5TL 3.2TL 1995 - 1998 Service Manual - Part6Document200 paginiAcura 2.5TL 3.2TL 1995 - 1998 Service Manual - Part6CandieApple100% (1)
- 26brake ValveDocument26 pagini26brake ValveAlexander Mugabe100% (1)
- CVHE TeardownDocument30 paginiCVHE Teardownbgottlieb42095% (19)
- SB388CDocument13 paginiSB388CBenjamin LeedsÎncă nu există evaluări
- 377 Series Trip ValvesDocument8 pagini377 Series Trip ValvesMijin28Încă nu există evaluări
- 980a0670 PDFDocument42 pagini980a0670 PDFMichael DavenportÎncă nu există evaluări
- Section 32 - Hi-Lo Press PilotDocument46 paginiSection 32 - Hi-Lo Press PilothammamiÎncă nu există evaluări
- PositionerDocument13 paginiPositionerLeonidas PetrouÎncă nu există evaluări
- Automatic Gas Manifolds Installation, Operation & Maintenance ManualDocument20 paginiAutomatic Gas Manifolds Installation, Operation & Maintenance ManualtaibkÎncă nu există evaluări
- SOP Terminal Tractor01Document11 paginiSOP Terminal Tractor01vozefjadavÎncă nu există evaluări
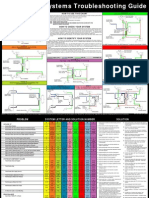
- Trailer Systems Troubleshooting Guide W7NPA RadioDocument2 paginiTrailer Systems Troubleshooting Guide W7NPA RadioZeckÎncă nu există evaluări
- 3.06 10K EK Quad BOP PDFDocument25 pagini3.06 10K EK Quad BOP PDFJose Leonardo Materano Perozo100% (1)
- HS-3,4,6,7 (R) Ec-Series Installation: Important! Refer To Local Code Requirements Before Wiring MachinesDocument53 paginiHS-3,4,6,7 (R) Ec-Series Installation: Important! Refer To Local Code Requirements Before Wiring MachinesEdwilson ReisÎncă nu există evaluări
- 980a0893&a376 PDFDocument51 pagini980a0893&a376 PDFMichael DavenportÎncă nu există evaluări
- Multimatic Deluge Valve A4Document6 paginiMultimatic Deluge Valve A4Lenin Rajaah AlaganÎncă nu există evaluări
- Multigraphics 1450/1650 Heavy-Duty Drive Motor Conversion KitDocument8 paginiMultigraphics 1450/1650 Heavy-Duty Drive Motor Conversion KitporqÎncă nu există evaluări
- FPI Valve Actuator ManualDocument6 paginiFPI Valve Actuator ManualJake KoÎncă nu există evaluări
- 7.06 EC 10M SINGLE BOP ManDocument20 pagini7.06 EC 10M SINGLE BOP ManRafael BolivarÎncă nu există evaluări
- Accelerator Control, Fuel & Exhaust Systems: GI MADocument12 paginiAccelerator Control, Fuel & Exhaust Systems: GI MAaymendabÎncă nu există evaluări
- Variable Turbine Geometry (VTG)Document12 paginiVariable Turbine Geometry (VTG)Hamilton MirandaÎncă nu există evaluări
- Circuit Setter ManualDocument4 paginiCircuit Setter ManualAnonymous 7xHNgoKE6eÎncă nu există evaluări
- Taib0846en UsDocument6 paginiTaib0846en UsArytullah Rokhullah KhomaeniÎncă nu există evaluări
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDe la EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitÎncă nu există evaluări
- Delco Radio Owner's Manual Model 633; Delcotron Generator InstallationDe la EverandDelco Radio Owner's Manual Model 633; Delcotron Generator InstallationÎncă nu există evaluări
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGDe la EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGÎncă nu există evaluări
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDe la EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementÎncă nu există evaluări
- Delco Manuals: Radio Model 633, Delcotron Generator Delco Radio Owner's Manual Model 633, Delcotron Generator InstallationDe la EverandDelco Manuals: Radio Model 633, Delcotron Generator Delco Radio Owner's Manual Model 633, Delcotron Generator InstallationÎncă nu există evaluări
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideDe la EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideEvaluare: 4 din 5 stele4/5 (8)
- Prevention of Actuator Emissions in the Oil and Gas IndustryDe la EverandPrevention of Actuator Emissions in the Oil and Gas IndustryÎncă nu există evaluări
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDe la EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceÎncă nu există evaluări
- Helicopter Maneuvers Manual: A step-by-step illustrated guide to performing all helicopter flight operationsDe la EverandHelicopter Maneuvers Manual: A step-by-step illustrated guide to performing all helicopter flight operationsEvaluare: 5 din 5 stele5/5 (1)
- K120 Op PDFDocument32 paginiK120 Op PDFNam Ngô PhươngÎncă nu există evaluări
- Vipros Z358 AlarmDocument57 paginiVipros Z358 AlarmNam Ngô PhươngÎncă nu există evaluări
- Misubishi M720BM HandbookDocument366 paginiMisubishi M720BM HandbookNam Ngô PhươngÎncă nu există evaluări
- 40511stOperatorsManual PDFDocument102 pagini40511stOperatorsManual PDFNam Ngô PhươngÎncă nu există evaluări
- Amada V358K (EX) 18P (Electric) FDocument96 paginiAmada V358K (EX) 18P (Electric) FNam Ngô PhươngÎncă nu există evaluări
- Electric Circuit 6806005Document121 paginiElectric Circuit 6806005Nam Ngô PhươngÎncă nu există evaluări
- Amada Electric Circuit 68035300ADocument87 paginiAmada Electric Circuit 68035300ANam Ngô Phương43% (7)
- Amada Vp358k (Ec) 18p (Electric) IDocument108 paginiAmada Vp358k (Ec) 18p (Electric) INam Ngô PhươngÎncă nu există evaluări
- Amada V358K (EX) 18P (Electric) FDocument96 paginiAmada V358K (EX) 18P (Electric) FNam Ngô PhươngÎncă nu există evaluări
- 96 0073CDocument11 pagini96 0073CNam Ngô PhươngÎncă nu există evaluări
- PHILIPS RC133V W62L62 1 xLED36S840 OC PDFDocument3 paginiPHILIPS RC133V W62L62 1 xLED36S840 OC PDFNavneet SinghÎncă nu există evaluări
- Chapter 3 - Process Safety ManagementDocument43 paginiChapter 3 - Process Safety ManagementAndre Novent Chenady100% (1)
- Numerical Aperture of The Optical FiberDocument4 paginiNumerical Aperture of The Optical FiberSarthak KathpaliaÎncă nu există evaluări
- A Systematic Review of The Clinical Effectiveness and Cost-Effectiveness of Sensory, Psychological and Behavioural Interventions For Managing Agitation in Older Adults With DementiaDocument256 paginiA Systematic Review of The Clinical Effectiveness and Cost-Effectiveness of Sensory, Psychological and Behavioural Interventions For Managing Agitation in Older Adults With DementiaastrogliaÎncă nu există evaluări
- Welded ConnectionsDocument8 paginiWelded ConnectionsALONSO GOMEZÎncă nu există evaluări
- Regenerative Desiccant Dryers: KAD, KED and KBD SeriesDocument10 paginiRegenerative Desiccant Dryers: KAD, KED and KBD SeriesNaveen KumarÎncă nu există evaluări
- Error Handling in CDocument3 paginiError Handling in CJaysinh KumpavatÎncă nu există evaluări
- Quality Progress Magazine (Jan-2007)Document76 paginiQuality Progress Magazine (Jan-2007)Ghulam MustafaÎncă nu există evaluări
- Finite Element Heat Transfer EquationsDocument8 paginiFinite Element Heat Transfer EquationsRicox4444Încă nu există evaluări
- 4) Findings and Recommendations and Conclusions-OkkDocument15 pagini4) Findings and Recommendations and Conclusions-OkkAshiqur RahmanÎncă nu există evaluări
- METE 230/MECH 227 Mechanical Properties Dr. Bilge İmerDocument73 paginiMETE 230/MECH 227 Mechanical Properties Dr. Bilge İmerAlpÎncă nu există evaluări
- Group A Project.Document26 paginiGroup A Project.Ujwal JaiswalÎncă nu există evaluări
- Cornell CatalogDocument707 paginiCornell CatalogVictor VignolaÎncă nu există evaluări
- Converging Factor Racing FormulasDocument53 paginiConverging Factor Racing Formulashomomysticus67% (3)
- Aa - Spec - 538011 Medium Voltage Induction MotorsDocument32 paginiAa - Spec - 538011 Medium Voltage Induction Motorsjonodo89Încă nu există evaluări
- SR5 TOOL Adept Powers List + Description, CompiledDocument5 paginiSR5 TOOL Adept Powers List + Description, Compiledvwp09705Încă nu există evaluări
- Actividad 6 Semana 3 - UndécimoDocument6 paginiActividad 6 Semana 3 - UndécimoanonimusÎncă nu există evaluări
- 3d. HG-982 Technical ExperienceDocument23 pagini3d. HG-982 Technical ExperienceOpuba ChristianÎncă nu există evaluări
- GulfSea Turbine Oil Series PDFDocument2 paginiGulfSea Turbine Oil Series PDFObydur RahmanÎncă nu există evaluări
- Tamil Newspaper QuestionnaireDocument3 paginiTamil Newspaper QuestionnairemonishreeÎncă nu există evaluări
- ACT Lab ManualDocument6 paginiACT Lab ManualkanjiaevÎncă nu există evaluări
- 210-211 enDocument2 pagini210-211 enmshameliÎncă nu există evaluări
- Face ReadingDocument8 paginiFace Readinggougougr8499Încă nu există evaluări
- M/s Rishabh Creations Sikka Knitting FabDocument1 paginăM/s Rishabh Creations Sikka Knitting FabVarun AgarwalÎncă nu există evaluări
- Conventional As Well As Emerging Arsenic Removal Technologies - A Critical ReviewDocument21 paginiConventional As Well As Emerging Arsenic Removal Technologies - A Critical ReviewQuea ApurimacÎncă nu există evaluări
- Workshop Manual: Group 30 Electrical System IDocument176 paginiWorkshop Manual: Group 30 Electrical System Irichard castañeda100% (1)
- Sarasin RSBD Starsteam FlyeDocument2 paginiSarasin RSBD Starsteam Flyepeng chaowenÎncă nu există evaluări
- ATEX AssembliesDocument5 paginiATEX AssembliesABHISHEK DOLLEÎncă nu există evaluări
- Installation Manual MaldivesDocument23 paginiInstallation Manual MaldivesutaiuliancatalinÎncă nu există evaluări
- The Green Brain - Chaotic Processing by Arthur Carmazzi PDFDocument3 paginiThe Green Brain - Chaotic Processing by Arthur Carmazzi PDFnur syahidaÎncă nu există evaluări