S-ar putea să vă placă și
- Studies and Research, Pune: Symbiosis Institute of ComputerDocument26 paginiStudies and Research, Pune: Symbiosis Institute of ComputerDhan CÎncă nu există evaluări
- 2022 02 Zentek Corporate Presentation 2022 02-16-163810 LJFPDocument23 pagini2022 02 Zentek Corporate Presentation 2022 02-16-163810 LJFPDhan CÎncă nu există evaluări
- Asian Outsourcing O 0611 PDFDocument34 paginiAsian Outsourcing O 0611 PDFDhan CÎncă nu există evaluări
- 6 BCA BBA Linux CommandsDocument58 pagini6 BCA BBA Linux CommandsDhan CÎncă nu există evaluări
- September LekhDocument2 paginiSeptember LekhDhan CÎncă nu există evaluări
- LR J Wamo XMG Moy Aü''ZDocument2 paginiLR J Wamo XMG Moy Aü''ZDhan CÎncă nu există evaluări
- LR J Wamo XMG Moy Aü''ZDocument2 paginiLR J Wamo XMG Moy Aü''ZDhan CÎncă nu există evaluări
- CMM Software BrochureDocument16 paginiCMM Software BrochureDhan CÎncă nu există evaluări
- Transform and Sinusoidal Funct 11Document16 paginiTransform and Sinusoidal Funct 11Dhan CÎncă nu există evaluări
- Amq Participant List 2015 PDFDocument31 paginiAmq Participant List 2015 PDFDhan CÎncă nu există evaluări
- DengueDocument28 paginiDengueDhan CÎncă nu există evaluări
- Transport Mixers ZFDocument6 paginiTransport Mixers ZFDhan C100% (2)
- Technical Formulas: Machine Screw & Fractional SizesDocument1 paginăTechnical Formulas: Machine Screw & Fractional SizesDhan CÎncă nu există evaluări
- Budgeting Angkor VatDocument1 paginăBudgeting Angkor VatDhan CÎncă nu există evaluări
- Asian Outsourcing O 0611Document34 paginiAsian Outsourcing O 0611Dhan CÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Group 10 IT Project ReportDocument24 paginiGroup 10 IT Project Reportabhisht89Încă nu există evaluări
- Interchangeability in SAPDocument40 paginiInterchangeability in SAPsumitjain_25100% (2)
- App Po 14230Document1 paginăApp Po 14230b_rakes2005Încă nu există evaluări
- ASSIGNMENT Air Cargo WahajDocument3 paginiASSIGNMENT Air Cargo WahajwahajÎncă nu există evaluări
- Janat Shah Chapter 2Document41 paginiJanat Shah Chapter 2RajanSharma100% (3)
- Underpinning: TypesDocument5 paginiUnderpinning: TypesEnggUsmanZafarÎncă nu există evaluări
- Solvent Base Vs Hydro StainsDocument2 paginiSolvent Base Vs Hydro StainsEhtesham SazzadÎncă nu există evaluări
- Manufacturing LectureDocument22 paginiManufacturing Lecturemohtram1037Încă nu există evaluări
- Plastic Waste ManagementDocument14 paginiPlastic Waste ManagementDIA59Încă nu există evaluări
- 01.sundram Fasteners LTDDocument60 pagini01.sundram Fasteners LTDTapash Kumar PalÎncă nu există evaluări
- ER316LDocument1 paginăER316LslowmosquitoÎncă nu există evaluări
- PM QBDocument7 paginiPM QBmayur_mechÎncă nu există evaluări
- Intumescent Paint BrochureDocument6 paginiIntumescent Paint Brochureirwanchem100% (2)
- Indonesian Oil, Mining and Energy News - PetromindoDocument3 paginiIndonesian Oil, Mining and Energy News - PetromindosuparnaÎncă nu există evaluări
- Me 5600 Term ProjectDocument14 paginiMe 5600 Term Projectapi-324383351Încă nu există evaluări
- Improving APQP Process For Effective Program Execution: Dele AwofalaDocument31 paginiImproving APQP Process For Effective Program Execution: Dele AwofalaSelvaraj SÎncă nu există evaluări
- Steel Monkey LadderDocument14 paginiSteel Monkey LadderGhayas JawedÎncă nu există evaluări
- Inventory 2Document42 paginiInventory 2ganeshantreÎncă nu există evaluări
- Cemex HBR Case AnalysisDocument3 paginiCemex HBR Case Analysisnikhilsharma550% (4)
- Product ListDocument2 paginiProduct ListMasood TariqÎncă nu există evaluări
- Steam Turbine SolutionsDocument12 paginiSteam Turbine Solutionsdanioachim1945Încă nu există evaluări
- Samsung WMDocument7 paginiSamsung WMsarvessaiÎncă nu există evaluări
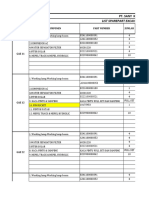
- PT. SANY Kendari Penawaran Harga LIST SPAREPART EXCAVATOR SANY SY215CDocument4 paginiPT. SANY Kendari Penawaran Harga LIST SPAREPART EXCAVATOR SANY SY215CBayu Riki Pratama100% (1)
- SOP For Equipment Packing and ReturnDocument5 paginiSOP For Equipment Packing and ReturnJemal YayaÎncă nu există evaluări
- Sale Company Project ReportDocument116 paginiSale Company Project ReportJyoti YadavÎncă nu există evaluări
- Api Oil Separator: MechanismDocument2 paginiApi Oil Separator: MechanismganeshÎncă nu există evaluări
- Literature Review On IronMakingDocument106 paginiLiterature Review On IronMakingAhmed WafiqÎncă nu există evaluări
- CH 20 Im 11 eDocument18 paginiCH 20 Im 11 eYvette ZapantaÎncă nu există evaluări
- Latihan Ch.6Document1 paginăLatihan Ch.6diana sartikaÎncă nu există evaluări