S-ar putea să vă placă și
- Spray drying technology for space applicationsDocument46 paginiSpray drying technology for space applicationsedison58Încă nu există evaluări
- Spray Drying Case Study Explains CFD Model for Predicting AgglomerationDocument3 paginiSpray Drying Case Study Explains CFD Model for Predicting AgglomerationDeepak ChachraÎncă nu există evaluări
- Tall Form Spray Dryer by RichiezDocument34 paginiTall Form Spray Dryer by RichiezRichard Obinna100% (1)
- MA1Document49 paginiMA1aregawi selemonÎncă nu există evaluări
- Advanced Distillation Technologies: Design, Control and ApplicationsDe la EverandAdvanced Distillation Technologies: Design, Control and ApplicationsÎncă nu există evaluări
- How to Optimize Fluid Bed Processing Technology: Part of the Expertise in Pharmaceutical Process Technology SeriesDe la EverandHow to Optimize Fluid Bed Processing Technology: Part of the Expertise in Pharmaceutical Process Technology SeriesÎncă nu există evaluări
- Optimisation of Spray Drying ProcessDocument8 paginiOptimisation of Spray Drying ProcessKusal Kanushka SuraweeraÎncă nu există evaluări
- A Simple Procedure For Design of A Spray DryerDocument6 paginiA Simple Procedure For Design of A Spray DryervictorÎncă nu există evaluări
- Nano Spray Dryer B-90 - Literature Review and ApplicationsDocument8 paginiNano Spray Dryer B-90 - Literature Review and ApplicationsprinceamitÎncă nu există evaluări
- Guide to SSP's Industrial DryersDocument4 paginiGuide to SSP's Industrial Dryerskumar100% (1)
- Maximizing Throughput of a 9m TowerDocument18 paginiMaximizing Throughput of a 9m TowerTheodoros AtheridisÎncă nu există evaluări
- Energy Saving in Spray Drying ProcessDocument15 paginiEnergy Saving in Spray Drying ProcessJorge OsorioÎncă nu există evaluări
- Stirred Media Mill Grinding of LimestoneDocument8 paginiStirred Media Mill Grinding of LimestoneRobyn Lea PashenÎncă nu există evaluări
- Modulated drug release from spray dried mupirocin calcium microparticlesDocument14 paginiModulated drug release from spray dried mupirocin calcium microparticleskunalprabhu148Încă nu există evaluări
- Gea Niro M: MOBILE MINOR™ Spray DryerDocument6 paginiGea Niro M: MOBILE MINOR™ Spray DryerCh Foo0% (1)
- Discussion Exp 1 Plate & FrameDocument1 paginăDiscussion Exp 1 Plate & FrameNur AsiahÎncă nu există evaluări
- Spray Dryer PerryDocument5 paginiSpray Dryer PerryLucas LopesÎncă nu există evaluări
- Spray DryerDocument10 paginiSpray DryerRana MubasherÎncă nu există evaluări
- 6.spray Dryer Modelling PDFDocument41 pagini6.spray Dryer Modelling PDFValeria BenalcazarÎncă nu există evaluări
- AB&CO Electrical Process Air Heaters: Preliminary Calculation of Prices & DimensionsDocument2 paginiAB&CO Electrical Process Air Heaters: Preliminary Calculation of Prices & DimensionsGeorge ConstantineÎncă nu există evaluări
- Spray Drying Small Scale Pilot Plants Gea Tcm11 34874Document20 paginiSpray Drying Small Scale Pilot Plants Gea Tcm11 34874gonzalo torresÎncă nu există evaluări
- Small Mistakes Can Mean Big Success in Mixing Scale-UpDocument39 paginiSmall Mistakes Can Mean Big Success in Mixing Scale-UpSteve Wan100% (1)
- Final ExamDocument6 paginiFinal ExamTej ChoksiÎncă nu există evaluări
- Laboratory Cake Filtration Testing Using Constant RateDocument10 paginiLaboratory Cake Filtration Testing Using Constant RateBrayan Cervantes PamoÎncă nu există evaluări
- Spray Drying Lithium IonDocument7 paginiSpray Drying Lithium Ionarses20026695Încă nu există evaluări
- Batch Reactor: Optical High Precision Components by Hellma in The European Columbus Space LaboratoryDocument16 paginiBatch Reactor: Optical High Precision Components by Hellma in The European Columbus Space Laboratoryangelie_gubatanÎncă nu există evaluări
- GEA Niro WPN MethodDocument6 paginiGEA Niro WPN MethodDinesh Kumar BansalÎncă nu există evaluări
- Lecture Note SprayDryerDocument25 paginiLecture Note SprayDryerRiki Biswas100% (3)
- Specifying Venturi Scrubber Throat Length For PDFDocument5 paginiSpecifying Venturi Scrubber Throat Length For PDFChristopher LloydÎncă nu există evaluări
- Spray Dryer DesignDocument12 paginiSpray Dryer Designashish24294100% (1)
- Agglomeration During Spray Drying Physical and Rehydration Properties of Whole Milk PDFDocument35 paginiAgglomeration During Spray Drying Physical and Rehydration Properties of Whole Milk PDFmarmaduke32Încă nu există evaluări
- Mill PerformanceDocument4 paginiMill PerformanceDuong VuÎncă nu există evaluări
- Fluid Mechanics and Heat Transfer With No Newtonian Liquids in Mechanically Agitated VesselsDocument102 paginiFluid Mechanics and Heat Transfer With No Newtonian Liquids in Mechanically Agitated VesselsgpcshfÎncă nu există evaluări
- Falling FilmDocument21 paginiFalling FilmGhaya Bani RushaidÎncă nu există evaluări
- Current Trends in Drying Dehydration of FoodsDocument1 paginăCurrent Trends in Drying Dehydration of FoodsIonut VelescuÎncă nu există evaluări
- Mixing With Helical Ribbon AgitatorsDocument9 paginiMixing With Helical Ribbon AgitatorsWilson Agudelo CatañoÎncă nu există evaluări
- Small Scale Spray DryingDocument16 paginiSmall Scale Spray DryingPanda Fozol100% (1)
- Reactor DesignDocument27 paginiReactor Designcheckmeout803100% (3)
- Experimental Analysis of Fluidized Bed Freeze DryingDocument7 paginiExperimental Analysis of Fluidized Bed Freeze DryingMohamadMostafaviÎncă nu există evaluări
- Modelling and Control of A Spray Drying ProcessDocument225 paginiModelling and Control of A Spray Drying ProcessAdrian García MoyanoÎncă nu există evaluări
- Modelling of The Spray Drying Process For Particle Design PDFDocument41 paginiModelling of The Spray Drying Process For Particle Design PDFmarmaduke32Încă nu există evaluări
- Training Papers Spray Dryer BuchiDocument19 paginiTraining Papers Spray Dryer BuchiHo Yoke Mei100% (1)
- Electrospinning and ElectrosprayingDocument25 paginiElectrospinning and ElectrosprayingAdrianaÎncă nu există evaluări
- More Solutions PDFDocument59 paginiMore Solutions PDFleopardo7Încă nu există evaluări
- csh33 PhDThesisDocument250 paginicsh33 PhDThesiskarolÎncă nu există evaluări
- Spray TowerDocument10 paginiSpray TowerAkmal AimanÎncă nu există evaluări
- Dryers in Word FileDocument5 paginiDryers in Word FileHaroon RahimÎncă nu există evaluări
- Optimized Design of A Bagasse Dryer System For Sugar IndustryDocument5 paginiOptimized Design of A Bagasse Dryer System For Sugar IndustryBONFRINGÎncă nu există evaluări
- Selecting the Right Industrial CentrifugeDocument8 paginiSelecting the Right Industrial CentrifugeSam PanÎncă nu există evaluări
- Pharmaceutical fluidized bed granulation PAT overviewDocument43 paginiPharmaceutical fluidized bed granulation PAT overviewDeepakraj Bansal0% (1)
- Jet Venturi Fume ScrubbersDocument7 paginiJet Venturi Fume ScrubbersihllhmÎncă nu există evaluări
- Filter Drum RotaryDocument5 paginiFilter Drum RotaryMannuela Anugrahing MarwindiÎncă nu există evaluări
- Spray Drying TheoryDocument36 paginiSpray Drying TheorySunday PaulÎncă nu există evaluări
- Filtration: Fiber FilterDocument20 paginiFiltration: Fiber FilterTamer Farouk KhalifaÎncă nu există evaluări
- Energy Reduction Schemes For Multiple Effect Evaporator SystemsDocument10 paginiEnergy Reduction Schemes For Multiple Effect Evaporator Systemskishna009Încă nu există evaluări
- Plate and Frame FiltrationDocument11 paginiPlate and Frame FiltrationQuenneBelocuraÎncă nu există evaluări
- Fluidized Bed Drying - TransfertDocument164 paginiFluidized Bed Drying - Transfertsouhir gritliÎncă nu există evaluări
- Refitting Conical Orbital ScrewsDocument4 paginiRefitting Conical Orbital ScrewsRelining MineralsÎncă nu există evaluări
- Simulated Moving Bed Technology: Principles, Design and Process ApplicationsDe la EverandSimulated Moving Bed Technology: Principles, Design and Process ApplicationsÎncă nu există evaluări
- C270 19265Document14 paginiC270 19265Nicolas Pardo AlvarezÎncă nu există evaluări
- 1 s2.0 S0956053X15300283 Main PDFDocument10 pagini1 s2.0 S0956053X15300283 Main PDFNicolas Pardo AlvarezÎncă nu există evaluări
- LCA Oftallbuildings:stillalongwaytogoDocument3 paginiLCA Oftallbuildings:stillalongwaytogoNicolas Pardo AlvarezÎncă nu există evaluări
- Environmental Evaluation of Concrete Made From Recycled ConcreteDocument10 paginiEnvironmental Evaluation of Concrete Made From Recycled ConcreteNicolas Pardo AlvarezÎncă nu există evaluări
- Materials 07 06010Document18 paginiMaterials 07 06010Nicolas Pardo AlvarezÎncă nu există evaluări
- Is 3812 2 2013Document16 paginiIs 3812 2 2013VijayKataria100% (1)
- Concrete Strength Due To TimeDocument11 paginiConcrete Strength Due To TimechristopherapssÎncă nu există evaluări
- lCA 2Document194 paginilCA 2Made WahyuÎncă nu există evaluări
- Temperature Coefficient of Resistivity of TiAlN Films Deposited by Radio Frequency Magnetron SputteringDocument6 paginiTemperature Coefficient of Resistivity of TiAlN Films Deposited by Radio Frequency Magnetron SputteringNicolas Pardo AlvarezÎncă nu există evaluări
- Temperature Coefficient of Resistivity of TiAlN Films Deposited by Radio Frequency Magnetron SputteringDocument6 paginiTemperature Coefficient of Resistivity of TiAlN Films Deposited by Radio Frequency Magnetron SputteringNicolas Pardo AlvarezÎncă nu există evaluări
- Temperature Coefficient of Resistivity of TiAlN Films Deposited by Radio Frequency Magnetron SputteringDocument6 paginiTemperature Coefficient of Resistivity of TiAlN Films Deposited by Radio Frequency Magnetron SputteringNicolas Pardo AlvarezÎncă nu există evaluări
- Concrete Mix Design Mixorder C15-20 - 011743 PDFDocument1 paginăConcrete Mix Design Mixorder C15-20 - 011743 PDFkarume ndirituÎncă nu există evaluări
- Training PresentationDocument13 paginiTraining PresentationFelly AntaÎncă nu există evaluări
- Eksipien Dalam Sediaan SterilDocument30 paginiEksipien Dalam Sediaan SterilNurfitriyanaÎncă nu există evaluări
- InvStockCard2 8 MARET 2023Document218 paginiInvStockCard2 8 MARET 2023Febrizal HavisÎncă nu există evaluări
- Semester:V Steel Structures Tension MemberDocument9 paginiSemester:V Steel Structures Tension MemberRitul JhanwarÎncă nu există evaluări
- D2435 OnedimconsolidDocument10 paginiD2435 OnedimconsolidHilana OliveiraÎncă nu există evaluări
- Product Data Sheet: Grinding Ball SpecificationDocument3 paginiProduct Data Sheet: Grinding Ball SpecificationVivek ShrivastavaÎncă nu există evaluări
- Goodyear Chem ChartDocument29 paginiGoodyear Chem ChartJuan AcuñaÎncă nu există evaluări
- Measurement StandardsDocument2 paginiMeasurement Standardsmpinto121100% (1)
- SRL CompressorsDocument20 paginiSRL Compressorssthe03Încă nu există evaluări
- 9abs103 Engineering ChemistryDocument4 pagini9abs103 Engineering ChemistrysivabharathamurthyÎncă nu există evaluări
- Literature Survey On Geopolymer Concretes and A Research Plan in Indian ContextDocument13 paginiLiterature Survey On Geopolymer Concretes and A Research Plan in Indian ContextVikas BiradarÎncă nu există evaluări
- Installation of Lighting System Fans and ReceptaclesDocument6 paginiInstallation of Lighting System Fans and Receptaclesapparao42Încă nu există evaluări
- Process Audit ChecksheetDocument1 paginăProcess Audit ChecksheetManvir SinghÎncă nu există evaluări
- Air Compressor Manual PDFDocument14 paginiAir Compressor Manual PDFLa ErÎncă nu există evaluări
- RelianceDocument3 paginiRelianceGunjan Solanki100% (1)
- Ball To Powder RatioDocument9 paginiBall To Powder RatioNatalia Eki MulyaniÎncă nu există evaluări
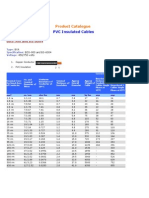
- BRB Cables PVCDocument30 paginiBRB Cables PVCMorsed Al Mamun75% (40)
- AquaTreat Group Leading Water Treatment Engineering ServicesDocument16 paginiAquaTreat Group Leading Water Treatment Engineering ServicesArunÎncă nu există evaluări
- Xtek Crane BrochureDocument8 paginiXtek Crane BrochureBeniamine SarmientoÎncă nu există evaluări
- Pipe Stress Analysis Information For FRPDocument10 paginiPipe Stress Analysis Information For FRPchemy5Încă nu există evaluări
- Compressor Catalog CopelandDocument201 paginiCompressor Catalog Copelandnazar75060% (5)
- Sauer 90r050Document120 paginiSauer 90r050Dado Ogame100% (1)
- Ship Construction - NotesDocument117 paginiShip Construction - NotesKrishna ChandraÎncă nu există evaluări
- 14 - NRG - Pipe Installation - Davit LiftDocument16 pagini14 - NRG - Pipe Installation - Davit LiftBalanÎncă nu există evaluări
- Shell Omala S2 G 680 (Ar-BH) TDSDocument4 paginiShell Omala S2 G 680 (Ar-BH) TDSJavier GonzalezÎncă nu există evaluări
- Process Industry Practices Electrical: Pip Elswc03 600 Volt Power and Control CableDocument7 paginiProcess Industry Practices Electrical: Pip Elswc03 600 Volt Power and Control Cablemariannel perezÎncă nu există evaluări
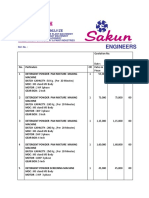
- Common 1 For Detergent Powder and Cake and LiquidDocument6 paginiCommon 1 For Detergent Powder and Cake and LiquidTayyib Khan100% (1)
- ArcotronicDocument6 paginiArcotronicangel1885Încă nu există evaluări
- An Introduction to the Kalina Cycle Thermodynamic ProcessDocument11 paginiAn Introduction to the Kalina Cycle Thermodynamic Processcanscot50% (2)